电机壳端子自动上料机构的设计
2017-10-23赵明侠杲春芳
赵明侠 杲春芳
电机壳端子自动上料机构的设计
赵明侠 杲春芳
(宝鸡职业技术学院,陕西 宝鸡721013)
针对电机壳体和接线端子的焊接问题,对接线端子的上料生产工序设计了自动上料机构,主要由搓料机构、推料机构、翻转组件及花键轴组件构成。其中,搓料机构采用直振料道对接线端子进行输送,经过分选板后对物料完成分选;推料机构的气缸带着推块往前运动,将接线端子推到下一机构;通过翻转机构及花键轴组件对接线端子的水平位置和角度位置进行定位,满足焊接的位置要求。
接线端子 上料机构 分选 定位
0 序 言
电机接线端子一般采用焊接的方式与电机壳体连接起来,采用电阻焊、超声波焊接及激光焊等方式均可以达到要求。其中,激光焊具有热影响范围小、与工件非机械接触、焊接过程稳定等优点,在电机端子焊接领域已经得到广泛应用[1-6]。随着生产需求的提高,对焊接生产效率及质量的要求越来越高,通常情况下,对一些细小零件的加工、组装和测试时,完成一件产品所需的时间,80%以上都用在了产品的上料和装夹上面。其中,上料消耗的时间又远远多于夹紧所需的时间,人工上下料操作已经不能满足现代化生产要求,故设计一款可实现自动上料(小型片料)的机构十分有必要[7-10]。
自动化上料机构是将散乱的工件,经过定向机构,实现定向排序,然后按照顺序把单个工件推送到工作位置去。自动化上料机构综合了机械学、计算机信息学、控制论、传感技术、人工智能、仿生学等多学科。采用这种机构替代人工操作,可以避免人工操作的随意性,保证产品的质量,同时提高劳动生产效率,节约原材料消耗以及降低生产成本[11-13]。
文中针对电机壳体和接线端子的焊接,设计了整套自动上料机构,替代人工操作,在保证产品质量的前提下,提高生产效率。
1 焊接产品及上料机构总体设计
1.1 焊接产品特点
待焊产品为直流电机壳体和接线端子。壳体材质为20号钢,表面镀Cr,最大外形尺寸φ42.4 mm×82 mm,壳体为薄壁零件,壁厚1.5 mm;接线端子材质为不锈钢SUS304,尺寸为20 mm ×7 mm ×0.8 mm,将二者焊接在一起,焊接产品如图1所示。由于接线端子体积较小,焊接时其上料方式与效率成为制约实际生产效率的主要因素。
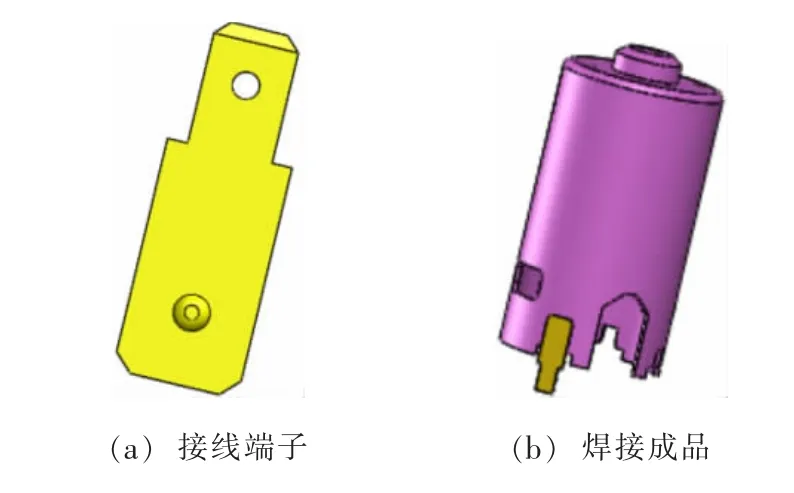
图1 焊接产品图
1.2 上料部分总体设计
电机壳体积较大,可以采用人工上料的方式即可实现快速上料。提升成品生产效率关键在于提高接线端子的上料速度。文中设计了专用全自动上料机构。上料机构主要由搓料组件、推料机构、翻转组件和花键轴组件构成,设备整体结构如图2所示。
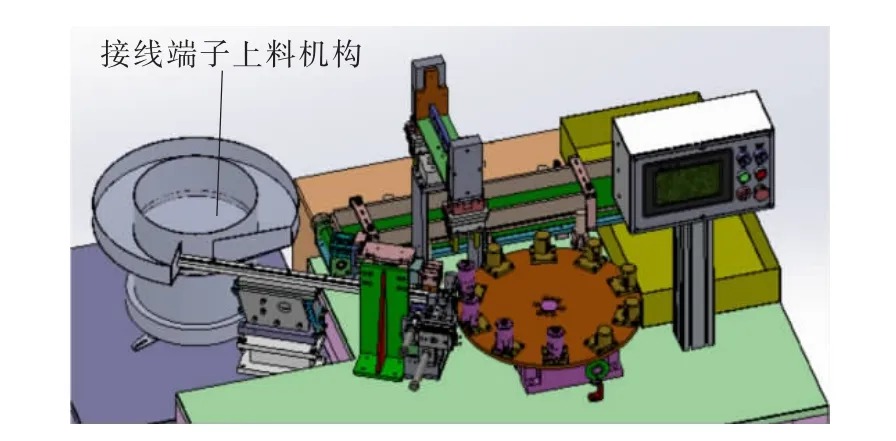
图2 设备总体视图
2 上料结构细节设计
2.1 搓料组件设计
接线端子经过振动盘的分选和排列被送入到直振料道内,直振料道可使产品不断的往前移动,此部分属于接线端子的震动形式的自动上料。震动上料为现代自动化设备中常用的一种自动上料方式,以其低廉的价格、较高的效率得到越来越多广泛的应用。
通常情况下,经过直振送来的产品不能被直接使用,因为直振料道内充满了产品,且彼此之间由于直振(直线送料器)的运动而使每两个产品之间存在彼此挤压的现象,故需要经过二次筛选以后才能更好地被送入到其他工位以完成其他的工序。
如图3a所示,接线端子经由直振料道(直振料道固定在直振上)被一直往外输送,当最外面的一个接线端子穿过分选板后被挡板挡住,其中分选板结构如图3b所示,其开槽部分(此部分为仿形结构,可将接线端子卡在里面)长度与接线端子长度完全相等,此后在线性滑轨导向作用下气缸带着分选板和一个接线端子一起往前运动。

图3 搓料部分总体视图
2.2 推料组件设计
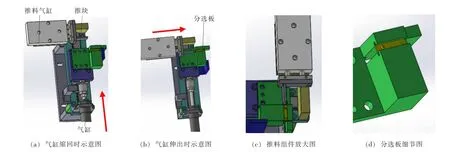
图4 推料部分总体视图
如图4所示,分选板内的接线端子被气缸带到另一位置后,推料组件开始将分选板内的接线端子分离出来,在图4a中,此时推料气缸开始带着推块往前运动从而将接线端子推走,其中接线端子将被推到另一机构内,如图4b所示。推料组件整体放大图如图4c所示,分选板细节如图4d所示,接线端子下方全部镂空,为推块避位。
2.3 翻转组件/花键轴组件设计
接线端子经由搓料和推料两步工序后被完全分离来,此时被推入到翻转组件内的翻转块内,如图5a所示。当接线端子被推料组件推入到翻转块内以后,气缸开始运动,可将翻转块内的物料移动至不同位置以匹配焊接需求,其中翻转块卡在托架中间,托架固定在线性滑轨上,托架和气缸活塞杆通过浮动接头连接,翻转块内有花键轴组件的螺母,花键轴一端连接有一摆动气缸,这样可实现对接线端子的水平位置和角度位置的双重搬运,可根据焊接需求选择合适的行程,摆缸可通过限位器限制其摆动角度,花键轴如图5b所示。
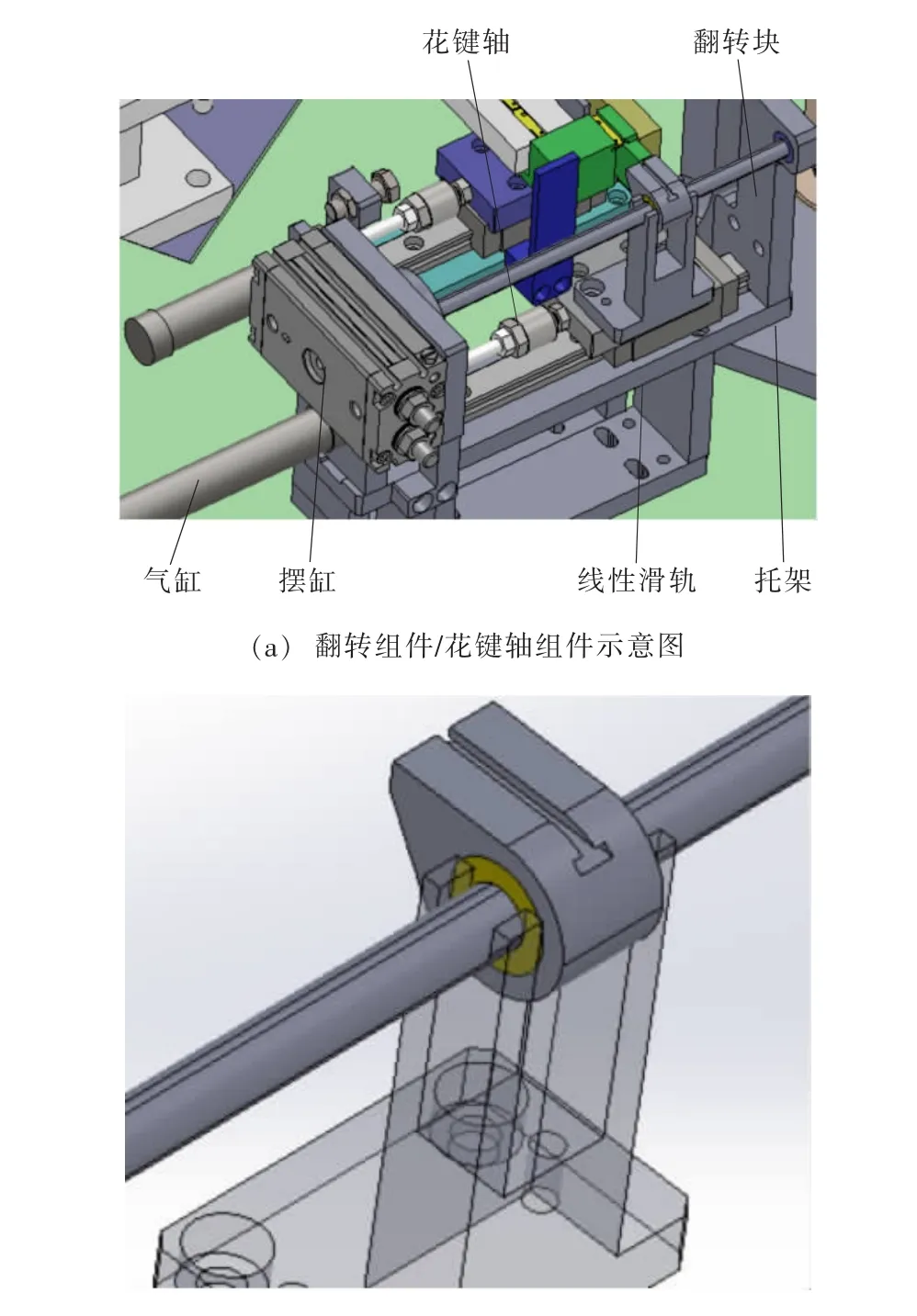
图5 翻转组件/花键轴组件总体视图
3 结 论
(1)接线端子采用震动形式进行自动上料,经过振动盘的分选和排列被送入到直振料道内,将产品不断的往前移动,经过分选板后对产品进行分选。
(2)翻转块内的花键轴组件一端连接摆动气缸,实现对接线端子的水平位置和角度位置的双重搬运。
(3)该上料机构设计简单,成本较低,可以替代人工操作,为提高产品生产效率和质量提供了保障。
[1] Song D F,Hu S S,Ma L.Development of laser-based welding of aluminium alloy[J].Electric Welding Machine,2004,34(9):1-3.
[2] 李林贺,邓 适.锂电池极耳电阻焊焊接质量改善[J].焊接技术,2013,42(6):63 -65.
[3] 刘红伟,李京龙,马 冰.7A05铝合金激光-MIG复合焊接头组织分析[J].焊接,2013(2):46-49.
[4] Zuo D G,Li F,Hua X M,et al.New welding technology of aluminium alloy in auto industry[J].Electric Welding Machine,2007,37(7):1 -5.
[5] 马 凯,于治水,张培磊,等.送丝速度对镀锌钢激光钎焊接头性能影响研究[J].中国激光,2014(10):56-60.
[6] 杨洪彬.自动包胶机E型自动送料机构研制[J].机械工程师,2014(3):38-39.
[7] 黄银花,赵仕奇,殷红梅,等.管棒料包装自动上下料装置的设计开发[J].包装工程,2013(21):71-74.
[8] 周满山,马宏伟,赵 龙,等.托辊生产线管体自动上下料系统设计[J].起重运输机械,2015(6):48-49.
[9] 朱华炳,张希杰,宋孝炳,等.不锈钢薄板镜面抛光自动化生产线上下料系统的开发设计[J].机械设计与制造,2013(11):204-206.
[10] 王晓飞,李月强.基于PLC的汽车生产线管理系统仪器[J].仪表学报2004,8(4):93 -95.
[11] 师亚娟,刘 欣.自动化生产线物料搬运站的设计[J].计算技术与自动化,2013,32(2):48 -51.
[12] 齐 伟,张秀如.基于PLC的柔性自动生产线实验仿真系统的平台设计[J].制造业自动化,2011,33(12):96-98.
[13] 张剑琴,贺成柱,宋苗锐.泡沫玻璃自动化生产线控制系统的设计[J].机械研究与应用,2012,3(3):176-178.
TG454
2016-12-27
陕西省教育科学十三五规划2016年度课题(SGH16V006)
赵明侠,1982出生,硕士,讲师。主要研究方向为机械设计、计算机辅助设计。