S31803双相不锈钢焊缝返修焊接的相比例控制
2017-10-23王心宝刘金刚
王心宝 周 彬 郭 旺 刘金刚
S31803双相不锈钢焊缝返修焊接的相比例控制
王心宝 周 彬 郭 旺 刘金刚
(珠海巨涛海洋石油服务有限公司,广东珠海519050)
S31803双相不锈钢焊接返修过程中由于原始焊缝靠近返修焊缝的区域会再次受到返修过程焊接热循环的影响,处于返修焊接热影响区内原始焊缝中的铁素体组织进一步向奥氏体析出,导致返修完成的焊缝中该区域内的铁素体质量分数降低,甚至不能满足标准要求。通过一系列试验及分析,得出控制S31803双相不锈钢受返修焊接热循环影响的原始焊缝中铁素体与奥氏体相比例的具体措施,对S31803双相不锈钢的焊接工艺评定及焊接生产起到一定的指导作用。
双相不锈钢 相比例 返修
0 序 言
S31803双相不锈钢金相组织中铁素体与奥氏体含量各占约50%。由于具有两相组织的特点,使其具备了奥氏体不锈钢的优良韧性和良好的焊接性及铁素体不锈钢的高强度和耐氯化物腐蚀的性能。根据挪威船级社海工标准《DNV-OS-C401海工结构的建造与试验》及挪威石油工业技术法规《NORSOK M-601管路的焊接与检验》规定,双相不锈钢焊接接头铁素体质量分数应在30%~70%范围内。如果焊接接头中奥氏体与铁素体的比例超出标准要求,将直接影响其韧塑性和耐蚀性。铁素体质量分数过低,将导致强度和抗应力腐蚀开裂能力下降;铁素体质量分数过高,即奥氏体质量分数过低,将导致耐腐蚀性能和冲击韧性的降低[1-5]。
焊接热循环是影响焊缝接头金相组织的一个非常重要的因素,高温状态下双相钢为100%的铁素体组织,在冷却过程中奥氏体相逐渐析出并最终形成双相组织[6],析出过程受热输入和冷却速度的影响。原始焊缝为铸态组织,相稳定性差,而在返修过程中,原始焊缝受热影响的区域处于非平衡状态,工程试验中发现S31803双相不锈钢最大的问题为返修焊接完成后,原始焊缝受返修焊接热循环影响的区域铁素体质量分数较低。文中通过返修开槽方式、焊接热循环控制、保护气体三个方面对S31803双相不锈钢原始焊缝受返修焊接热循环影响区域的相比例进行研究[7-8],探索相比例控制措施。
1 试验材料
试验中采用规格为 φ219 mm×18.26 mm的S31803双相不锈钢管,焊材选用天泰生产的牌号为TGS-2209、规格为φ2.4 mm的氩弧焊丝。试验钢管及氩弧焊丝化学成分见表1。S31803双相不锈钢在常温下的力学性能要求为:抗拉强度Rm≥620 MPa,屈服强度ReL≥450 MPa,断后伸长率 A≥25%,冲击吸收能量KV≥54 J(-46℃)。试验中用材料的力学性能如下:抗拉强度Rm=774 MPa,屈服强度ReL=639 MPa,断后伸长率A=26.5%,冲击吸收能量KV=293

表1 钢管及焊丝化学成分(质量分数,%)
2 焊接过程
2.1 原始焊缝焊接
采用钨极氩弧焊,以相同的焊接工艺参数及技术要求焊接3组试管,坡口角度为60°,钝边大小为2 mm,根部间隙为3 mm;焊前不预热,层间温度控制在150℃以下;焊接保护气体试样1采用98%Ar+2%N2,试样2及试样3采用Ar气保护,3组试样的背面保护气体均为Ar气[9-11];详细焊接工艺参数见表2。焊接完成后进行100%VT+100%RT+100%PT检测,焊缝外观良好且没有发现任何不可接受的内部及表面缺陷,焊缝合格。

表2 原始焊缝焊接参数[12]
2.2 原始焊缝开返修槽
试样1与试样2按照图1的方式进行开槽,保留原始焊缝中每一层的第一道焊缝的一侧,槽边缘距原始坡口边缘为3~5 mm,槽的另一边缘为原始坡口边缘,焊缝根部保留6 mm,开槽角度为60°。
试样3按照图2的方式进行开槽,保留原始焊缝中每一层的最后一道焊缝的一侧,槽边缘距原始坡口边缘为3~5 mm,槽的另一边缘为原始坡口边缘,焊缝根部保留6 mm,开槽角度为60°。

图1 开槽方案1

图2 开槽方案2
2.3 返修焊缝焊接
返修焊接方法采用钨极氩弧焊,Ar作为焊接保护气体,试样1与试样2采用相同的焊接工艺参数及层间温度,试样3相对于试样1及试样2有如下改变:①降低焊接参数和最高层间温度;②在试样3焊缝两侧100 mm以外使用水带吸热的方式加快试样焊接过程中冷却速度;③每一道焊接完成后,使用压缩空气吹工件的方式加快冷却速度。三组试样详细的焊接工艺参数见表3。

表3 返修焊缝焊接工艺参数
3 试验结果
三组焊接试样射线检测均合格,取微观试样对原始焊缝受返修焊接热影响的区域根部及表面的铁素体质量分数进行测量,如图3所示,测量位置为A,B两个区域,A区域距返修焊缝根部2 mm左右,B区域距母材表面2 mm左右,且A,B两个区域均处在原始焊缝受返修焊接热影响区域内。试验结果见表4,微观图片如图4所示。可以看出试样1与试样2原始焊缝中受返修焊接热影响的区域铁素体含量偏低,而试样3中该区域的铁素体含量满足标准要求。

图3 接头示意图
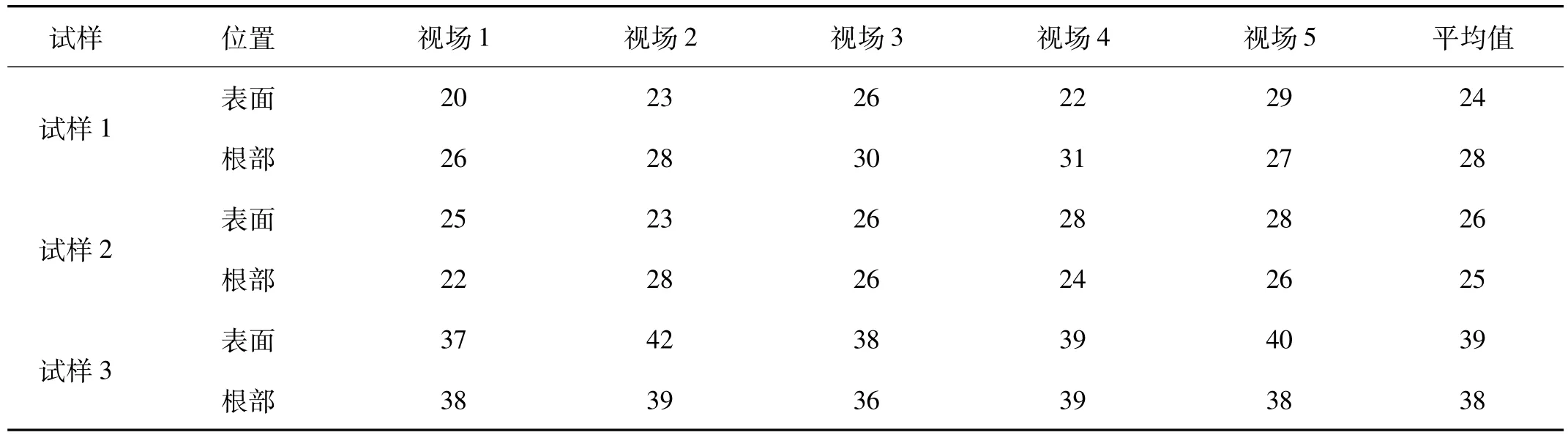
表4 铁素体含量(质量分数,%)
4 试验结果分析
根据试验结果观察,改变原始焊缝保护气体后,处于返修焊接热影响区域内的原始焊缝铁素体质量分数没有明显变化,而通过降低焊接参数、改变开槽方式及加快冷却速度,该区域铁素体质量分数得到明显提高,其主要原因有以下几点:
(1)熔融金属的结晶方式与母材不同,焊缝为铸态,晶粒排布不均匀且相对较小,相稳定性差,返修焊接过程中,受热循环作用该区域相平衡状态受到影响,在800~1 300℃范围内铁素体继续向奥氏体转变,导致铁素体含量降低。
(2)原始焊缝焊接过程中每层水平方向上,第1道焊缝边缘在第2道焊接过程中处于其热影响区内,导致该区域会继续出现铁素体向奥氏体析出现象[13]。如图1和图2所示,试样1与试样2开槽时保留的焊缝在每层的水平方向内受到了两次后续焊道的热影响作用,而由于开槽方式的不同,试样3与试样1和试样2相比每一层的水平方向减少了一次热循环的影响。结合三组试验结果说明,焊缝金属铁素体质量分数与受热影响的次数有关。因此在实际生产中如果要保证熔敷金属相比例,需将缺陷部位焊缝宽度方向上熔融金属全部清除,这样可以避免如试样1与试样2在水平方向上出现多次受热的区域。
(3)冷却速度对双相比例具有重要影响。冷却速度快,原始焊缝受返修焊接热影响的区域在800~1 300℃停留时间短,也就缩短了铁素体向奥氏体转变的时间,有利于形成较高的铁素体质量分数。反之,则不利于铁素体质量分数的提高。
试验通过3个措施对冷却速度加以控制。首先,保持小的焊接热输入。因为冷却速度受到熔敷金属散热相对表面积影响,相对表面积小,与周围金属或环境接触的面积相对较小,导致单位时间内传递的热量就少,冷却速度相对较慢。焊接热输入大小可以分为以下两种情况:第一种情况为焊接速度相同,电流、电压不同,热输入量大时的焊缝厚度较大,导致其相对表面积小;第二种情况为焊接电流和电压相同,焊接速度不同,该种情况下相同时间内热输入较大时形成较短的焊缝金属,相对表面积也较小。因此,小的热输入会有相对较快的冷却速度[14]。其次,在焊缝两侧100 mm外增加水带,一方面,该区域时间的温度远低于相转变或杂质相析出的温度,不会对双相不锈钢组织性能造成不利影响;另一方面,水带可以迅速从焊接工件上吸热,使该区域温度快速降低,增大了该区域与焊缝处的温度梯度,促使焊缝处热量更快速的向该区域传递,提高了工件的冷却速度。最后,每一道焊接完成后使用压缩空气吹工件,可以加快空气流通,工件温度下降速度加快,降低焊接层间温度,从而增大焊接过程的冷却速度。
5 结 论
(1)S31803双相不锈钢原始焊缝受返修焊接热影响区域的铁素体质量分数受返修开槽方式、焊接工艺参数及冷却速度的影响而取消原始焊缝焊接保护气中的氮气,对该区域的铁素体质量分数影响不明显。
(2)在实际生产中如果要保证S31803双相不锈钢熔敷金属的相比例,需将缺陷部位焊缝宽度方向上熔融金属全部清除。
[1] 陈兴润,潘吉祥.2205双相不锈钢焊接接头组织与性能研究[J].焊接,2014(10):54 -57,71.
[2] 孙丹丹.双相不锈钢S31803的焊接性研究[J].机械工程师,2014(1):142-144.
[3] 李 建,王玉山.不同焊接工艺对双相钢(SAF2205)金相组织的影响[J].压力容器,2004,21(2):7-11.
[4] 张志昌,张建锋,周友龙.铁路货车2205双相不锈钢的焊接[J].焊接,2011(12):58 -60.
[5] 孙立权.材料成形工艺[M].北京:高等教育出版社,2010.
[6] 管晓光,杨新利,张任军.双相不锈钢焊接工艺改进研究[J].黑龙江科技信息,2008(22):17-17.
[7] 代 波.浅谈2205双相不锈钢焊接接头相比例的控制[J].中小企业管理与科技,2014(6):316-317.
[8] 王国佛,杨玉亭,贾玉力,等.双相不锈钢焊接接头点蚀研究进展[J].焊接,2012(5):9-12,69.
[9] 常 静,赵 雅,陆小斌,等.2205双相不锈钢焊接工艺[J].焊接,2016(12):70 -72+9.
[10] 李 伟,栗卓新,李国栋,等.国内外双相不锈钢焊接的研究进展[J].焊接,2007(1):11 -15,61.
[11] 叶益民,马伟民,张应龙,等.不同保护气体下的超级双相不锈钢焊接工艺研究[J].焊接技术,2016(1):39-42.
[12] 尹士科,李凤辉.双相不锈钢的焊接特性和焊接材料[J].机械制造文摘——焊接分册,2012(3):20-23.
[13] 申艳丽,孟庆森,张丙静,等.焊接工艺对2205双相不锈钢焊接接头综合性能的影响[J].焊接,2007(6):47-52,64.
[14] 刘靖涛.SAF2205双相不锈钢焊接[J].焊接技术,2001,30(6):17-18.
TG401
2016-12-20
王心宝,1987年出生,学士,焊接工程师。主要从事船舶、海工、压力容器行业与焊接相关的管理、研发、设计、评定及质量控制工作。
