基于含水油气冷凝回收模拟的状态方程筛选及工艺优化
2017-10-16秦秀豫黄维秋吕爱华王红宁郝庆芳
秦秀豫, 黄维秋, 吕爱华, 周 宁, 刘 鹏, 王红宁, 郝庆芳
(1.常州大学 油气储运技术省重点实验室, 江苏 常州 213016; 2.常州大学 石油化工学院, 江苏 常州 213164)
基于含水油气冷凝回收模拟的状态方程筛选及工艺优化
秦秀豫1, 黄维秋1, 吕爱华1, 周 宁1, 刘 鹏1, 王红宁2, 郝庆芳1
(1.常州大学 油气储运技术省重点实验室, 江苏 常州 213016; 2.常州大学 石油化工学院, 江苏 常州 213164)
在油气冷凝回收的模拟中,油气-空气混合气中的水分会对模拟过程产生较大影响,并且模拟计算采用何种状态方程也尚无定论。为此,利用Aspen plus模拟软件研究了含水油气状态方程和有效相态的选择对冷凝模拟灵敏度的影响,并对现有的三级冷凝工艺进行优化,以提高冷凝法油气回收率。结果表明,当油气组分中不含水蒸气时,常规状态方程(PENG-ROB,RK-SOAVE,SRK,PR-BM,RKS-BM)都能满足计算需要;当油气组分中含水蒸气时,状态方程不能选择SRK,有效相态设置应选择汽-液-液相或汽-液-结合水相;三级冷凝油气回收工艺宜设置2个单独的回收罐,1个不保温的回收罐收集预冷级的高含水冷凝产物,另1个保温的回收罐收集二级和三级的冷凝产物。
油气回收; 水蒸气; 冷凝模拟; 状态方程; 有效相态; 三级冷凝
Abstract: Water in the mixture gas of oil vapor-airhas distinct impact on the condensation simulation process for oil vapor recovery,and the selection of state equation for simulation of condensing oil-gas recovery is still questionable. Aspen plus simulation software was used to evaluate the effects of the different state equations and effective phases on the sensitivity of the condensation simulation for oil vapor recovery with water content and optimize the conventional three-stage condensation technique for improve the recovery ratio.The simulation results shows that when the mixture gas doesn’t contain water vapor, each of the conventional state equations (PENG-ROB, RK-SOAVE, SRK, PR-BM, and RKS-BM) can meet the needs of calculation;however, when the mixture gas contains water vapor, the state equation SRK should not be selected and Vapor-Liquid-Liquid or Vapor-Liquid-Dirty Water should be selected as the effective phase; and the three-stage condensation recovery process should set up two recovery tanks, one without thermal insulation is used to collect the condensated water with a little condensated oil from the pre-cooling stage, and the other with heat preservation is used to collect the condensated oil from the second and third stage.
Keywords:oil vapor recovery; water vapor; condensation simulation; state equation; effective phase; three-stage condensation
石油、石油化工行业在生产、储运、销售油品的过程中,会排放出大量的油气。油气作为典型的挥发性有机物(VOCs),随着VOCs排放标准越来越严格[1-2]及VOCs排污收费试点办法的实施[3],油气回收越来越受到人们的重视。冷凝法油气回收技术因具有工艺简单、无二次污染、可直接回收到有机液体等优点,成为主流的油气回收方法及研究热点之一[4-5]。然而,含水油气的冷凝回收,在工业应用时存在影响回收率、结霜、回收液中富含水分等问题。随着冷凝法回收技术应用领域不断拓宽,有些回收场合,VOCs中含水率高,应引起足够的重视。常规冷凝回收工艺中只设1个回收罐[6],冷凝液通过回收罐中的油水分离器进行分类回收,由于预冷段凝结的水和深冷段凝结的油品温差较大,且油品极易二次挥发,因此实际的油气回收率低。为此,笔者借助化工流程模拟软件Aspen plus将含水油气在不同状态方程和有效相态下进行冷凝模拟对比,并对冷凝法油气回收工艺进行优化及模拟分析,以期为冷凝法油气回收设备的设计和制造提供依据。
1 状态方程结构体系
Aspen plus提供的物性方法可以准确地预知混合物系统的物性,包括烃类系统、油类混合系统、空分系统及非理想化学系统等。其中油气冷凝一般选用立方型状态方程,常用的立方型状态方程主要有PENG-ROB、RK-SOAVE、SRK、PR-BM、RKS-BM等[7]。
PR方程计算表达式为:

(1)
(2)

(3)
(4)
RK方程计算表达式为:

(5)
(6)
b2=0.08664RTc/pc
(7)
SRK方程计算表达式为:

(8)

(9)

(10)

(11)
RK方程是在范德瓦尔方程基础上通过对内压力项修正后提出的,可以比较准确地用于非极性和弱极性化合物,但对于强极性及含有氢键的化合物仍会产生较大的偏差。SRK方程计算混合物汽-液平衡(VLE)及纯物质饱和蒸汽压的准确度较高,减小了温度对方程精度的影响,但不适用于液相计算。PR方程的临界压缩因子zc=0.307,与SRK方程的zc=0.333相比,更加接近真实流体的临界压缩因子,PR方程在计算饱和蒸气压、饱和液体密度时具有更好的准确性[8]。
2 冷凝模拟对比分析
2.1状态方程对冷凝模拟的影响
利用Aspen plus中的Flash2闪蒸模块来模拟单级冷凝系统[9-10],选用上述5个不同的状态方程对油气-空气混合气样品S1和S2进行模拟,冷凝器进口油气组成及不同状态方程计算的S2中各组分质量流量结果分别见表1、表2。表1中,S2含有体积分数为1.9%的水。模拟中,气体压力均为大气压力,进气温度为35℃,体积流量为200 m3/h。通过冷凝过程的灵敏度分析,得到油气回收率和除水率随冷凝温度的变化规律如图1~图3所示。油气回收率(η1)和除水率(η2)的计算方法参见文献[10]。
由图1可见,对于不含水蒸气的S1,选用上述5个状态方程冷凝模拟,油气回收率计算结果都一致;由表2可见,利用SRK计算的S2中的总烃、H2O和空气的质量流量与其它4种状态方程计算值有较大的偏差,因此对含水油气冷凝模拟时不能选择SRK;由图2~图3可见,S2含有水蒸气,选用不同物性方法冷凝模拟时,PENG-ROB和PR-BM 计算的油气回收率曲线和除水率曲线一致,油气组分在-12℃时开始冷凝,但除水率曲线在-12℃ 时出现向下的尖峰,RK-SOAVE和RKS-BM 计算的油气回收率曲线和除水率曲线一致,油气组分在-25℃ 开始冷凝,此时油气回收率由0骤变为32%,除水率曲线也在-25℃时出现向下的尖峰,而实际的油气冷凝曲线和除水率曲线都应是连续的曲线,出现此现象的原因是选用的状态方程在计算新的液相(冷凝油)时产生了较大的误差。故此,需要修正计算结果,即对冷凝模拟过程中Flash2模块的默认模型参数进行修改。

表1 冷凝器进口油气组成Table 1 Oil vapor composition of condenser inlet
1) Air is the sum of volume fraction of N2, O2, CO2, CO and H2in the mixture.
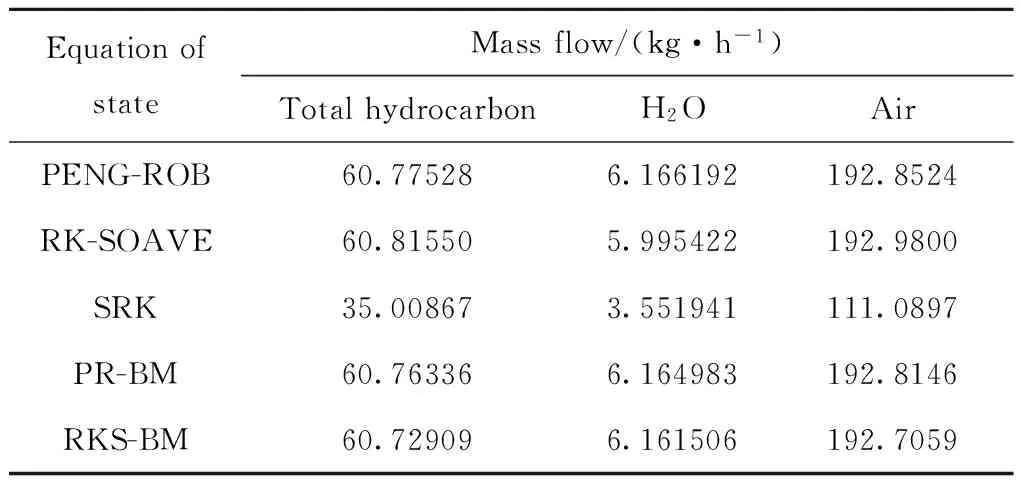
表2 不同状态方程计算S2中各组分质量流量Table 2 Calculated mass flow of each components inS2 by different state equations
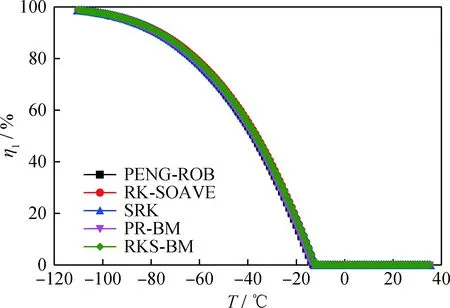
图1 S1中油气回收率(η1)与冷凝温度(T)的关系曲线Fig.1 Oil vapor recovery rate (η1) of S1 vscondensing temperature (T)

图2 S2中油气回收率(η1)与冷凝温度(T)的关系曲线Fig.2 Oil vapor recovery rate (η1) ofS2 vs condensing temperature (T)
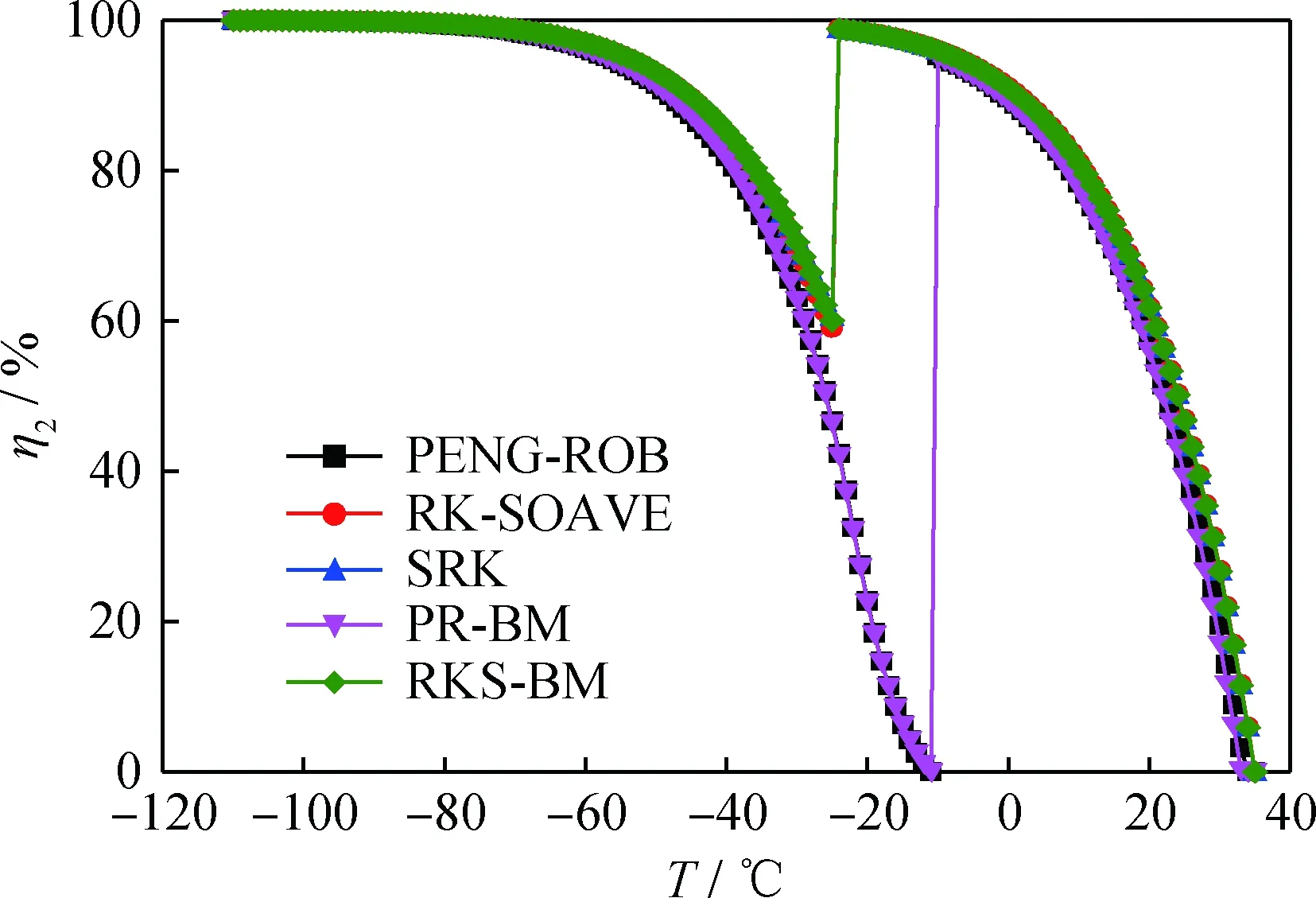
图3 S2中除水率(η2)与冷凝温度(T)的关系曲线Fig.3 Water removal rate (η2) of S2 vscondensing temperature (T)
2.2模块参数对冷凝模拟的影响
Flash2模块的模型参数有3组:①闪蒸设定(Flash specifications),包括温度(Temperature)、压力(Pressure)、蒸气分率(Vapor fraction)和热负荷(Heat duty);②有效相态(Valid phase),包括汽-液相(Vapor-Liquid)、汽-液-液相(Vapor-Liquid-Liquid)、汽-液-游离水相(Vapor-Liquid-Free water)和汽-液-结合水相(Vapor-Liquid-Dirty water);③液沫夹带(Liquid entrainment in vapor stream)[7]。在进行冷凝模拟时,应根据实际冷凝的压力和温度来设定模块的压力和温度,液沫夹带一般设为0,因此模块中只有有效相态选择为不定项。为了修正2.1节中的计算结果,特对S2进行冷凝模拟分析,修改Flash2模块中的有效相态,将默认的“汽-液相”修改成“汽-液-液相”,得到在不同状态方程下S2油气回收率和除水率随冷凝温度的变化规律如图4、图5所示。

图4 不同状态方程下S2中油气回收率(η1)与冷凝温度(T)的关系曲线Fig.4 Oil vapor recovery rate (η1) of S2 vscondensing temperature (T)

图5 不同状态方程下S2中除水率(η2)与冷凝温度(T)的关系曲线Fig.5 Water removal rate (η2) of S2 vscondensing temperature (T)
由图4~图5可见,当Flash2模块中的有效相态由“汽-液相”修改成“汽-液-液相”后,选用不同的状态方程计算S2的结果区别较小,油气回收率曲线和除水率曲线基本一致,因此对含水油气进行冷凝计算时,状态方程可以选择PENG-ROB、RK-SOAVE、PR-BM和RKS-BM。
为了研究有效相态选择对冷凝模拟的影响,状态方程选择PENG-ROB,对S2进行冷凝模拟分析,得到在不同有效相态设置下S2油气回收率和除水率随冷凝温度的变化规律如图6、图7所示。

图6 不同有效相态下S2中油气回收率(η1)与冷凝温度(T)的关系曲线Fig.6 Oil vapor recovery rate (η1) of S2 vscondensing temperature (T)

图7 不同有效相态下S2中除水率(η2)与冷凝温度(T)的关系曲线Fig.7 Water removal rate (η2) of S2 vscondensing temperature (T)
由图6、图7可见,Flash2模块选择不同有效相态,会对含水油气冷凝模拟产生影响,对油气回收率的影响较小,但对除水率的影响较大。选择“汽-液相”计算含水油气时,在油气组分开始冷凝前,液相为水,当冷凝温度降低至-10℃时,油气组分开始冷凝,水蒸气和油气并为液相计算,此时会出现较大的计算误差,导致除水率曲线出现向下的尖峰即除水率由94%变为0;选择“汽-液-液相”和“汽-液-结合水相”计算含水油气时,能够将油气独立列为第3相进行计算;而计算过程中的冷凝水不是以自由水形式存在,这也是选择“汽-液-游离水相”计算含水油气时除水率曲线出现偏差的原因。由于Aspen plus中一般默认选择“汽-液相”,采用默认设置进行含水油气模拟时会出现上述的误差,因此对含水油气进行冷凝模拟时,有效相态应修改为“汽-液-液相”或“汽-液-结合水相”。
3 三级冷凝工艺优化
常规冷凝回收工艺采用三级分段式冷凝[10],预冷级、第二级和第三级的温度分别为2、-30和-110℃,且只设1个具有油水分离结构的回收罐。在实际应用中,各级冷凝产物都汇集到回收罐中,由于冷凝的油品组分基本都是轻烃,但预冷级的冷凝产物温度较高,加上外界热量的传入,因此后段冷凝下来的油品极易在回收罐中二次挥发,导致整体回收率降低。为了解决上述问题,特对三级冷凝工艺优化,图8和图9分别为优化前、后三级冷凝工艺模拟流程图。
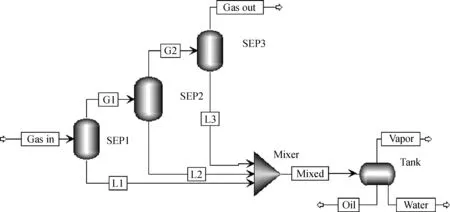
图8 常规的三级冷凝工艺模拟流程图Fig.8 The conventional three-stage condensation recovery processG1—Gas 1; G2—Gas 2; L1—Liquid 1; L2—Liquid 2; L3—Liquid 3; SEP1—Precooling stage; SEP2—Second condensing stage;SEP3—Third condensing stage; Tank—Condensed liquid recovery tank
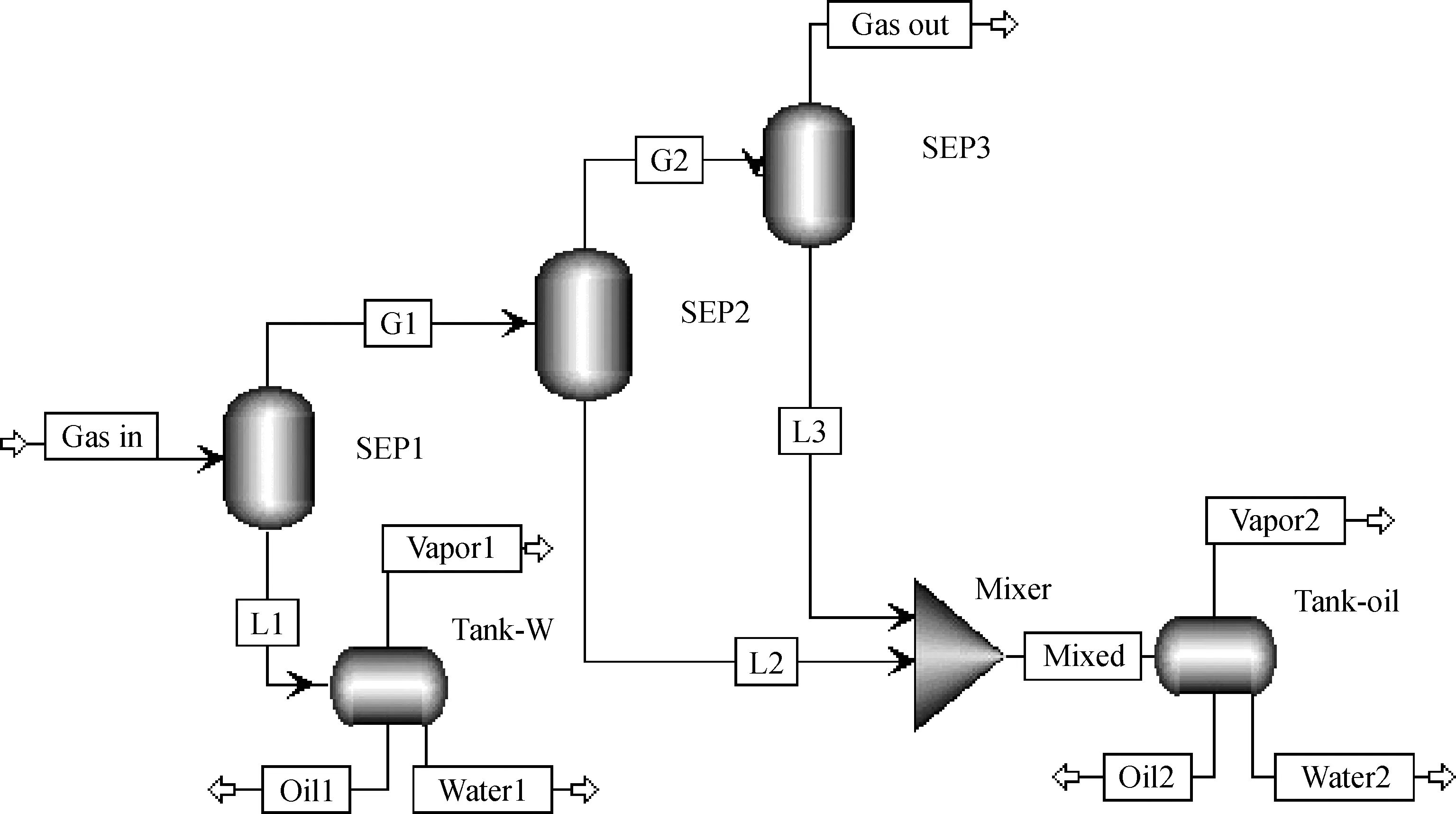
图9 优化后的三级冷凝工艺模拟流程图Fig.9 The optimized three-stage condensation recovery processG1—Gas 1; G2—Gas 2; L1—Liquid 1; L2—Liquid 2; L3—Liquid 3; SEP1—Precooling stage; SEP2—Second condensing stage;SEP3—Third condensing stage; Tank-W—Condensed water recovery tank; Tank-oil—Condensed oil recovery tank
从图8、图9中可看出,优化后的三级冷凝工艺比常规三级冷凝工艺多一个回收罐——水罐(Tank-W),该回收罐只回收预冷级冷凝产物,而二级和三级的冷凝产物汇集后进入另一个回收罐——油罐(Tank-oil)。
模拟选用的状态方程为PENG-ROB,3个Flash2模块的有效相态都选择“汽-液-液相”,对S2进行模拟分析,得到回收罐中油气、水汽回收液和再挥发气体的质量流量与回收罐温度的变化规律如图10~图12所示。

图10 常规工艺中回收罐中回收量与回收罐温度的关系曲线Fig.10 Recovery amount in tank vs tank’stemperature in conventional process

图11 优化后工艺中水罐中回收量与水罐温度的关系曲线Fig.11 Recovery amount in water tank vs water tank’stemperature in optimized process

图12 优化后工艺中油罐中回收量与油罐温度的关系曲线Fig.12 Recovery amount in oil tank vs oil tank’stemperature in optimized process
在常规三级冷凝工艺的回收罐中,三级冷凝产物汇合后的温度为-66℃,混合液进入回收罐后通过罐中的油水分离装置分离成水和油品。由图10可看出,分离回收水的质量流量不随回收罐温度升高而变化,而回收油品的质量流量随着回收罐温度升高而减少,当回收罐温度小于-10℃时,变化较小;当回收罐温度高于-10℃时,回收油品量急剧减少,二次挥发气体的质量流量急剧增加,因此挥发气体的主要成分是油品,常规的三级冷凝工艺的回收罐不具有保温作用,其罐内液体的温度与环境温度(25℃左右)接近,油品二次挥发量较大,约为38.7 kg/h。
三级冷凝工艺中,预冷级的冷凝产物主要是水,因此通过增设1个水罐来回收预冷级的冷凝产物,而用油罐回收二级和三级的冷凝产物。由图11、图12 可见,水罐中回收的主要成分为水,其温度为2℃,当水罐的温度增大时,回收水几乎没有挥发,因此水罐中可以不设置油水分离装置和保温措施;油罐中回收到的二级冷凝和三级冷凝混合物的主要成分是油品,温度为-77℃,当油罐温度低于-10℃时,油品挥发量极少;当油罐的温度高于-10℃ 时,油品挥发量随着油罐温度升高而急剧增加,因此需要对油罐进行保温使罐内回收液的温度维持在-10℃以下,此时油罐中油品挥发流量为1.79 kg/h,油罐不需要设置油水分离装置。
4 工艺优化应用实例
根据某石油化工污水场收集的废气的特点(废气体积流量13000 m3/h,温度为30℃,压力为大气压,湿度为80%,VOCs质量浓度为2 g/m3,其主要组分及其质量流量见表3)及排放要求(VOCs回收率≥97%,VOCs排放质量浓度<240 mg/m3),提出了“双冷凝+吸附”集成油气回收工艺,如图13所示,该工艺能够克服大流量低浓度油气不能用冷凝回收工艺,高含水油气不宜直接用吸附法回收工艺的缺陷[11]。
该回收工艺的主要特征是:①一级、二级、三级换热器的冷凝温度分别为2、-30、-70℃;②现场收集的VOCs和空气的混合气先经过一级换热器上部冷凝室(16)进行预冷,以除去混合气中的水分,预冷后的混合气进入吸附塔中,其中的油气和水分经高效吸附剂AdsFOV-II吸附后,混合气达到处理要求后进入用户的后段深度处理的管线中;③吸附塔解吸出的高浓度气体进入一级换热器下部冷凝室(17)进行预冷,预冷后的气体进入二级换热器(19)和三级换热器(22),深冷后的不凝气体与进气管线合并;④回收工艺有2个回收罐,1个不保温回收罐即水罐(13)收集一级换热器中的冷凝产物,另1个保温回收罐即油罐(40)收集二级和三级换热器中的冷凝产物;⑤冷凝装置(55)中有3组制冷机组,机组间采用复叠制冷。

表3 污水场收集的VOCs废气的主要组分Table 3 Main components of VOCs collected from sewage treatment plant
表4为Aspen plus模拟计算“双冷凝+吸附”工艺的物料平衡表,利用该工艺可以实现对现场VOCs进行有效回收并实现油水分离的目的。表4中“NMHC”为非甲烷总烃。
5 结 论
(1)利用Aspen plus进行油气冷凝回收模拟时,应考虑油气混合物中的水蒸气。如不含水蒸气时,状态方程PENG-ROB、RK-SOAVE、SRK、PR-BM 和RKS-BM均可满足计算要求;含水蒸气时,状态方程不能选择SRK。
(2)含水油气模拟时,Flash2模块中4种有效相态的选择对油气组分模拟过程没有明显影响,但会对水蒸气冷凝模拟产生较大的影响,因此当需要研究含水油气冷凝特性时,有效相态设置应选择“汽-液-液相”或“汽-液-结合水相”。
(3)在三级冷凝油气回收工艺中,应设2个回收罐——水罐和油罐,水罐回收预冷级的冷凝产物(主要为水分),罐内不设油水分离装置,也不需保温;油罐回收二级和三级的冷凝产物,罐内也可以不设油水分离装置,但油罐需要保温,确保油罐内回收液温度在-10℃以下。
符号说明:
a1、a2、a3、b1、b2、b3——计算参数;
ac——临界计算参数;
m——查表参数;
p——压力,Pa;
pc——临界压力,Pa;
R——气体常数,J/(mol·K) ;
T——温度,K;
Tc——临界温度,K;
Tr——对比温度,T/Tc;
V——摩尔体积,m3/mol;
α——中间参数;
ω——偏心因子;
η1——油气回收率;
η2——除水率;
zc——临界压缩因子。
[1] GB 31570-2015,石油炼制工业污染物排放标准[S].2015.
[2] GB 31571-2015,石油化学工业污染物排放标准[S].2015.
[3] 环保部. 关于制定石油化工及包装印刷等试点行业挥发性有机物排污费征收标准[EB/OL].http://www.mep.gov.cn/gkml/hbb/bgth/201601/t20160125_326889.htm?keywords.
[4] HUANG Weiqiu, SHI Li. Methods for the control of oil vapor emissions[J].Int J Oil Gas and Coal Technology, 2013, 6(3): 271-287.
[5] 李应林, 谭来仔, 张小松. 基于多种状态方程模型的冷凝法油气回收对比[J].化工学报, 2014, 65(3): 785-791. (LI Yinglin, TAN Laizai, ZHANG Xiaosong.Simulation of oil-vapor condensing recovery process based on several state equation models[J].CIESC Journal, 2014, 65(3): 785-791.)
[6] 刘奎荣, 李章青. 北滩油库油气回收技术方案研究[J].当代化工, 2014, 43(10): 2009-2013. (LIU Kuirong, LI Zhangqing. Research on oil gas recovery project of BeitanDepot[J].Contemporary Chemical Industry, 2014, 43(10): 2009-2013.)
[7] TECH A. Aspen Plus User Guide 10.2[M].Massachusetts: USA Koch Engineering Company, 2000.
[8] 罗明检. SRK方程的改进及其在相平衡计算中的应用[D].天津: 天津大学, 2006.
[9] 孙兰义. 化工流程模拟实训-Aspen Plus教程[M].北京: 化学工业出版社, 2012: 54-62.
[10] SHI Li, HUANG Weiqiu.Sensitivity analysis and optimization for gasoline vapor condensation recovery[J].Process Safety and Environmental Protection, 2014, 92(6): 807-814.
[11] 高华生, 汪大翚, 叶芸春. 空气湿度对低浓度有机蒸气在活性炭上吸附平衡的影响[J].环境科学学报, 2002, 22(2): 194-198. (GAO Huasheng, WANG Dahui, YE Yunchun, et al. The influence of atmospheric humidity on the adsorption capacity of activated carbon for low-concentration VOCs[J].Journal of Environmental Sciences-China, 2002, 22(2): 194-198.)
IdentificationofStateEquationandProcessOptimizationfortheCondensationSimulationofOilVaporRecoveryWithWaterContent
QIN Xiuyu1, HUANG Weiqiu1, LÜ Aihua1, ZHOU Ning1, LIU Peng1,WANG Hongning2, HAO Qingfang1
(1.JiangsuProvincialKeyLaboratoryofOil&GasStorageandTransportationTechnology,ChangzhouUniversity,Changzhou213016,China; 2.SchoolofPetrochemicalEngineering,ChangzhouUniversity,Changzhou213164,China)
2016-11-17
国家自然科学基金项目(51574044,21276029)、江苏省高校“青蓝工程”资助项目(SCZ1409700002)、江苏省科技成果转化专项资金(BA2015166)和常州市科技支撑计划(工业)项目(CE20150085)资助
秦秀豫,男,硕士研究生,主要研究方向为油气回收与环保技术
黄维秋,男,教授,博士,主要研究方向为油气回收基础理论及其应用等; E-mail:hwq213@cczu.edu.cn
1001-8719(2017)05-0998-09
TE 81
A
10.3969/j.issn.1001-8719.2017.05.024