全自动进口小罐灌装线技术引进及改造之技术小结
2017-10-16胡炳耀
胡炳耀,黄 林
(1.巨化股份联州致冷剂公司,浙江 衢州 324004;2.美国依工集团,上海 200093)
全自动进口小罐灌装线技术引进及改造之技术小结
胡炳耀1,黄 林2*
(1.巨化股份联州致冷剂公司,浙江 衢州 324004;2.美国依工集团,上海 200093)
介绍了美国的制冷剂小罐产品标准AHR I Standard 700,对巨化股份联州致冷剂公司引进的全自动进口小罐灌装线在实际应用中出现的问题进行了深入探讨,并阐述了国内外不同的设备设计理念和解决问题的方式。
AHR I Standard 700;全自动进口小罐灌装线;灌装扩张头;设计理念;解决方式
0 前言
项目背景与概况:随着巨化股份的车用冷媒气雾罐产品在市场的占有率不断扩大,气雾罐产品的品牌在消费者心目中的信赖程度不断提高,下属联州致冷剂公司近年来生产销售规模不断扩大,而且已成为全国最大的车用气雾剂冷媒产品生产销售企业。而目前单靠手动的灌装机,已经完全不能满足市场的要求和国际客户要求。这条气雾罐灌装生产线达标投产后,年生产能力2200万罐,远远超过美国IDQ公司最高年份的生产能力,目前排名世界第一。在扩大国内市场的同时,由于产品品质的提高,出口欧美市场的订单络绎不绝。另外,公司依托此灌装线,成为衢州市2017年首个获得”中国制造2025”的标杆企业。
进口小罐的灌装线原因:国内的手动灌装机虽然已经运用将近20年了,但是生产效率低下,随着近些年人工成本的大幅增加,此类设备已经不能满足订单的规模和生产效率了。另外,手工操作的随意性很大,罐内的制冷剂水份和空气和其他不凝性气体指标基本高于AHRIStandard 700,见下表1,对出口订单造成很大的影响。
1 美国AHRIStandard 700对各项制冷剂的灌装后参数要求
见下页表1。
2 运行和调试过程中的问题
2.1 真空度
这是一个极其关键的指标,意味着最终产品的质量是否能够满足欧美市场的AHRIStandard 700标准。实验证明:在制冷剂原料达标的基础上,空气和其他不凝性气体指标就是由抽真空的能力所决定的,如果空气和其他不凝性气体能够达到AHRIStandard 700要求,在原料达到标准的情况下,水份也一定能够达到这个标准。
但是,真空度要求确实是非常难,而且必须要保证生产线连续地运行。以下是在实际的运行过程中,所遇到的一系列的问题,最终将其一一化解,而且远远地超越现在国内的生产技术水平。

表1 美国AHR IStandard 700对各项制冷剂的灌装后参数要求
2.1.1 现象
在机器刚刚开始调试和运行时真空度不稳定,不能满足生产要求,在-25~-28英寸/汞柱(-85~-95 kPa),制冷剂可能进入真空管,导致出口端的成品为空罐。
2.1.2 问题判断
初步判断是因为压缩空气流量波动产生的,造成的原因是:原来真空泵只有一台,而测试真空泵出口的真空度是-100 kPa,在进入全自动灌装机的入口端的真空度是-90 kPa。在测试全自动灌装线时,国产的手动的灌装机也在工作,当时手动灌装机的真空度只有-70 kPa。也就是说,全自动灌装线的真空度小于-75 kPa属于正常,是由于全自动灌装机的三个灌装头,每一个头接入的空气流量在连续的抽真空工作状态下都有对压缩空气量一定的要求。当手动生产线在下班以后,重新开启自动灌装线进行调试,那效果就要好很多,这个效果指的是:灌装头入口真空度,原来有一小部分的真空度是灌装头用来提盖的,只有剩余的大部分真空用来抽取罐子内的空气。如果真空度低,那么去除提盖用的量,剩余部分就不能保证罐内的真空度。有时候虽然罐内抽取的真空度提高了,但是盖子就不容易提上去,造成制冷剂在灌装的过程中,有些跑到了真空管里面去了。
2.1.3 对策
从源头上抓起,设两台真空泵,一台供手动生产线,一台专供全自动生产线。另外,全自动生产线的每一个灌装头加装独立的真空进入管。
2.1.4 结果
整改后,真空度达到-75~-85 kPa,R134a成品罐内的技术指标为:水份15~20 ppm,空气和其他不凝性气体13%~15%。只有当真空度设定值超过-85 kPa时,罐内的技术指标为:水份7~9 ppm,空气和其他不凝性气体0.9%~1.3%,还是偶尔会有跑真空的现象出现,虽然不是很频繁,但是会影响灌装速度。
2.1.5 再次分析
这就说明当真空度达到-75~-85 kPa时,产品质量还是和目标值有一段距离。
是否还有其他的因素导致产品的质量问题?这里就必须引入一个关键的概念:露点温度。
根据道尔顿的原理,空气压力等于组成空气的各个分项气体压力的和。空气主要是由氮气,氧气和水蒸汽组成。氮气和氧气压力值是非常稳定的,而水蒸汽的压力值变化非常大。可以查阅水蒸汽的饱和蒸汽表,见图1。
P空气=P氮气+P氧气+P水蒸汽
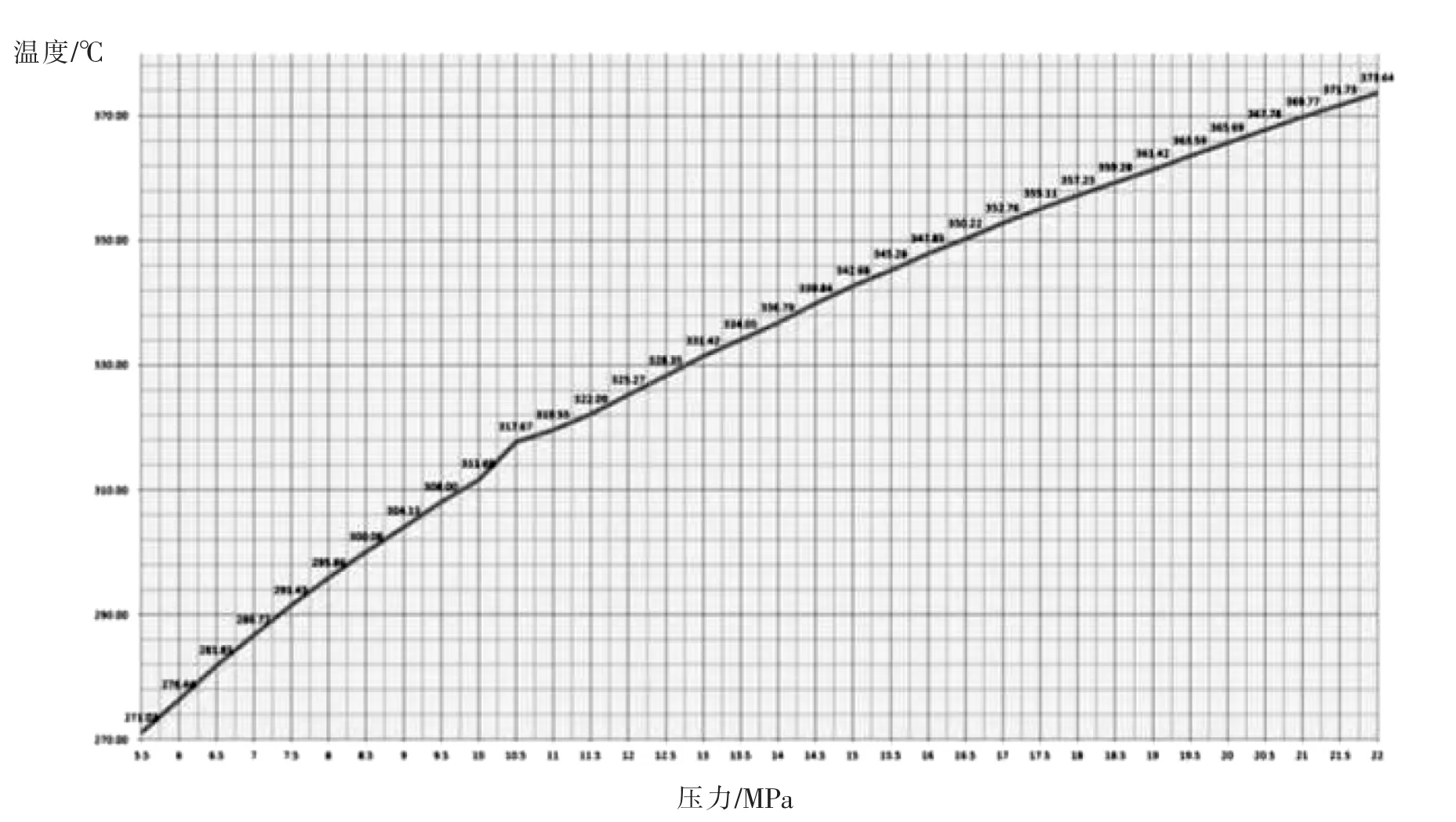
图1 压力-饱和温度对应曲线图
水蒸汽的饱和蒸汽表告诉我们:水蒸气的压力随着温度上升而迅速上升,而随着温度的下降而迅速下降。
所以压缩空气,在环境温度相同,压力增大的情况下,输送的空气通过空压机在管道中的水蒸汽压力增大,在压缩气体时产生的高温,但是在输送到镀锌钢管后而迅速的凝结,造成了大量的冷凝水积累在管道中。虽然在镀锌钢管中设置了排液阀,但是一般地维护人员不会定期去检查,而且他们也不知道什么时候里面积水。
另外大气中含有腐蚀性的气体、水蒸气、碳氢化合物等杂质,每立方米的空气中大约混有1.4亿个固体微粒,这些杂质中有80%以上的颗粒直径小于2μm,因此将很轻易地通过空压机和消声滤清器,进入压缩空气系统中。含有各种杂质的空气在经过简单的过滤器后,便进入空压机进行压缩,由于在压缩气体时产生的高温和氧化作用,导致压缩机润滑油品质下降,并呈强酸性,这些固体微粒与压缩空气中的油及水蒸气在一起进入压缩空气管网系统时,如使用传统的镀锌管或碳钢管道,管道内壁会首先遭到锈蚀,这是因为铁活泼的化学性质是它特别容易导致生锈,铁与空气接触就会和空气中的氧发生化学反应,使铁表面的分子变成氧化铁——铁锈。暴露在空气中的铁表面不断氧化生锈,使铁变得又软又松。普通碳钢管使用时间长了管内部自然会有腐蚀杂质沉积出来。最终的结果是管道 (包括焊口位置)腐蚀烂穿泄漏,有污染的空气对气动设备、气动仪表及终端产品质量带来严重的伤害,增加了系统设备维修费用,泄漏将造成损失。
那么问题找到了,那就是压缩空气气源中的杂质和水蒸气,导致最终的产品质量问题。
2.1.6 措施
全面清扫管道,在进口设备入口处加装过滤器,配备冷干机和油分离器,并且保证在过滤器之前的水份小于200 ppm(越低越好),联州公司目前可达到小于50 ppm。
2.1.7 继续提高真空度,把真空度提高到-85 kPa以上
而提高抽真空的动力源不再依赖于真空泵,因为新设备已经是6头的设备,原来是3头的设备。考虑真空越独立越不能相互影响和串联,另外还要考虑到每一个抽真空的工作头之间相互牵扯工作间歇性的特点,所以决定直接采用真空发生器的形式。这样既解决了了真空源在分配到用气设备的不均衡性,也照顾了每一个灌装头用气量的平均性和间歇的工作特点。
真空发生器是灌装机实行灌装的重要组件,其结构简单、安装方便、且易维修。由喷口、发生器壳体、喷嘴、消声器、螺纹三通、直通螺纹组成,其中消声器、螺纹三通、直通螺纹为气体连接件,为标准件。喷口、喷嘴为尼龙自制件,发生器壳体为硬铝自制件。它的原理是:气源由进气口进入通过喷嘴中心小孔经发生器壳体,快速吹进喷口,通过消声器到排气口,此时由于在喷口、喷嘴之间的发生器壳体内产生快速流动气体,使这一区域产生局部的真空。即产生一个负压,由于吸气口的压力大于此区域的气体,吸气口的空气也向此区域流动,通过喷口也由出气口排出,形成吸气现象。当进气口不断有气进入的时候,就形成不断吸气真空现象。
真空发生器就是利用正压气源产生负压的一种新型、高效、清洁、经济、小型的真空元器件,这使得在有压缩空气的地方,或在一个气动系统中同时需要正负压的地方获得负压变得十分容易和方便。真空发生器广泛应用在工业自动化机械中,所需的抽气量小,真空度要求不高且为间歇工作。对真空发生器的抽吸机理,对正负压气路的设计和选用有着不可忽视的实际意义。
真空发生器的工作原理:真空发生器的工作原理是利用喷管高速喷射压缩空气,在喷管出口形成射流,产生卷吸流动,在卷吸作用下,使得喷管出口周围的空气不断地被抽吸走,使吸附腔内的压力降至大气压以下,形成一定真空度。
按喷管出口马赫数M1(出口流速与当地声速之比)分类,真空发生器可分为亚声速器管型(M1<1),声速喷管型 (M1=1)和超声速喷管型(M1>1)。亚声速喷管和声速喷管都是收缩喷管,而超声速喷管型必须是先收缩后扩张形喷管(即Laval喷嘴)。为了得到最大吸入流量或最高吸入口处压力,真空发生器都设计成超声速喷管型。
提高真空发生器吸入流量的方法:(1)真空发生器采用高真空型,曲线斜率大。在喷管喉部直径一定的情况下,要获得高真空,必然降低吸流量。(2)为增大真空发生器吸入流量,采取设计多级扩大压管方式。采取两个三级扩压管式真空发生器并联,吸入流量再增加了一倍。
2.1.8 最终结果
罐内的技术指标为:水份7~9 ppm,空气和其他不凝性气体0.9%~1.3%,并且设备连续运转无跑真空现象,单个灌装头速度超过12罐/min,完全超越原来的速度预期。
3 扩张头的寿命
3.1 问题
在刚开始的灌装头运行中,扩张头经常容易断裂,平均寿命只有20万次,这个大大的出乎我们的意料之外。更有国内的手动罐装机的扩张头寿命只有6万次,一周就断裂了。

图2 扩张头断裂位置
3.2 分析
3.2.1 断裂位置
图2从断裂的位置来判断发生在以前没有见过的地方,它总发生在末端。罐应该是自动进行校准机器,可以与对准处理只有一个点,也许2~3mm。还有一种情况,使其中头不能对齐罐。设定灌装头的链条,以便它不太接触罐,当罐中心居中对应在罐装头下。该灌装头的链条应距离罐约1~2mm即可。当灌装头下来时如果链条接触到罐,链条就可能会阻止罐向后移动。如果显示出凹痕或刮擦在盖子的顶部,那这就是盖子和机器的对准问题。
3.2.2 扩张头成分分析
我们对国外的扩张头也进行了金属材料化学分析,基本属性类同,报告并没有能够解释断裂的原因。
3.2.3 由国标引出的问题
再试了试,这不是问题的关键所在点。有可能封盖尺寸引起问题和压盖参数有关。再仔细研究,那么问题就出现在接触高度这个技术参数上面。表3是原来的中国国标——《G B 13042-2008铁罐》中要求的封盖标准尺寸。

表2 扩张头金属材料分析

表3 尺寸及偏差
这个接触高度的尺寸只有4.00±0.15mm;而美国的所有厂家的接触高度参数是5.3mm。而考虑到中国盖子里面的橡胶垫圈和美国是不同的,中国是半圆形的垫圈(厚度尺寸是0.51mm,从最高处测量),美国是平垫圈 (厚度尺寸是1mm)根据美国灌装的经验,如果使用美国垫片的厚度,应当使用的5.22 mm接触高度这一参数。如果是使用目前国内的最多见的0.51 mm厚的半圆垫圈,理论上,这将添加0.49mm至接触高度,使深度5.71mm。而现在国内通常使用的接触高度4.00mm,过于肤浅。如果是这样,这将解释扩张头破损的原因。
3.3 对策
接触高度调整至5.71mm。
3.4 结果
扩张头的寿命全部达到50万次以上。
3.5 思考
我们在考虑扩张头的寿命时,一般只考虑它的材料加工工艺,可能没有考虑到压盖参数,因为我们缺少批判性思考的思维模式,在对待一些技术参数上,我们需要了解他们是怎么来的,是否可以用拿来主义,还是需要经过实践经验的总结和升华。
4 结论
通过引进和消化吸收国外的先进灌装技术设备,才能深刻地知晓灌装设备的不同的设计理念和实际问题的解决方法,为今后我国的产品质量紧跟上世界标准,打好坚实的基础。
[1] 美国空调供热制冷学会标准,AHRIStandard 700-2012 with Addendum 1[S].
[2] GB13042-2008,包装容器 铁质气雾罐国家标准[S].
Abstract:The US Refrigerant Small Tank Product Standard AHRI Standard 700 wasintroduced.The automatic imported small tank filling line was introduced by the problems appeared in its practical application were discussed in depth.The differentequipmentdesign concept and the way to solve the problem at home and abroadwere elaborated.
Keywords:AHRIStandard 700; automatic imported small tank filling line; head of filling line; design concept;way to solve the problem
A Brief Introduction of the Technology of Im porting and Application Automatic Small Can Filling Line
HU Bin-yao1,HUANG Lin2*
(1.Lianzhou Refrigerant Company of Juhua Group Corporation,Quzhou,Zhejiang 324004,China;2.ITW,Shanghai200093,China)
1006-4184(2017)9-0010-05
2017-06-09
胡炳耀(1973-),男,大学本科,研究方向:化工装置与动力设施。E-mail:13957000547@163.cn。
* 通讯作者:黄林,E-mail:13311872602@189.cn。