板栅用铜拉网的制造工艺及设备
2017-10-13叶烽,余波
叶 烽,余 波
板栅用铜拉网的制造工艺及设备
叶 烽,余 波
(武汉船用电力推进研究所,武汉430064)
板栅是蓄电池的关键部件,起着传导电流和支撑活性物质的作用。铜拉网板栅用于蓄电池负极有诸多优点。本文介绍了一种先进的铜拉网板栅的制造工艺及主要设备参数。
铜拉网板栅 制造工艺
0 引言
铅酸蓄电池具有技术成熟、价格便宜、充放电性能良好、使用安全、没有复杂的辅助系统等优点,但是重量比能量较低。要提高铅酸蓄电池重量比能量最有效的方式是采用轻型板栅来替代传统的铅基合金板栅。铜拉网板栅用于铅酸蓄电池不仅可以显著减轻蓄电池重量,提高蓄电池的重量比能量,还可以改善蓄电池低温性能,降低蓄电池内阻,增加板栅的机械强度,提高蓄电池的输出功率、充放电性能和活性物质的利用率等。本文介绍了一种先进的铜拉网板栅制作方法,生产线为全自动生产线,与传统铜拉网板栅工艺的区别主要体现在冲网工序上,目的是提高生产效率和铜拉网质量的稳定性。
1 铜拉网制作工艺流程
铜拉网制作工艺流程如下:开卷→卷边→冲网成型→整平→裁切→收料,其中卷边和冲网成型是关键工序。与传统工艺相比,本工艺实现了铜拉网自动化生产,提高了生产效率。

图1 铜拉网实物图
1.1 开卷工序
通过间歇放料感应装置监测铜带开卷长度从而控制电机实现全自动放料。
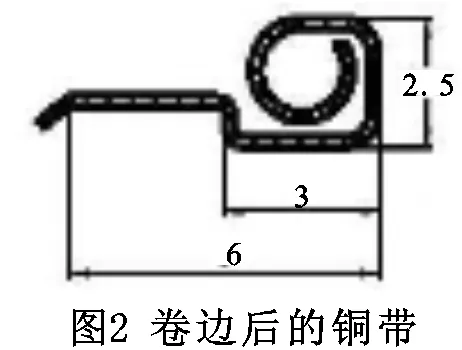
1.2 卷边
从开卷放料机出来的铜带,铜带材料为T2M,宽度及厚度(0.1-1mm)按照图纸确定,经过七对成型压辊按照设计好的图纸及技术要求,将开卷的铜带两边卷成大小一致的空心圆边,见图2。
1.3 冲网成型
按照图纸及技术要求,将上一道工序已卷边的铜带冲制成带有一定规格菱形网孔的铜网。
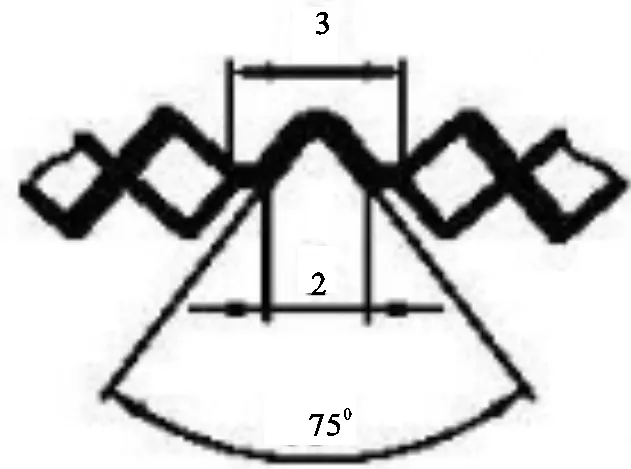
图3 网成型侧视图

图4 冲网整形后的铜拉网平面图
1.4 整平
通过整平机构对冲制成型的铜拉网按图纸及技术要求整平。
1.5 裁切
通过步进电机参数设定实现铜拉网定长自动裁切,每片铜拉网切断时间不大于5 s。
1.6 收料
将裁切好的铜拉网收入料件箱。
2 主要设备及参数
2.1 开卷机
将铜带卷安装在开卷机上,通过间歇放料感应装置(铜带卷开卷放料速度监测装置),监控开卷放料速度及长度,对铜带开卷情况进行实时连续监测,自动调整放料速度,保证不间断自动送料。
2.2 卷边机
卷边机的作用是将铜带两边卷制成符合技术要求的圆管型,同时将铜带中间压制成V型槽的铜拉网半成品。铜网卷边成型后符合冷变形原理,即卷边成型后对材料各性能指标无影响,无论是卷边还是V型槽成型部分在整个成型过程中都不会改变铜带横截面的宽度和厚度。中间压制成V型槽在铜拉网中起到纵向加强的作用,并可以在下一冲网成型工序中起导向作用。
将铜带经过七道卷边成型辊模具冷弯成卷边铜带,卷边铜带成型后两条圆边的直径应满足技术要求,且可在一定范围内按需调整,并保证卷边与铜带面相平。七道卷边成型辊模具由变频器控制的异步电机控制,可根据冲网机速度调整卷边速度,达到与冲网机速度匹配一致的目的。
第一道压辊前段有一组导向装置,导向装置的作用是保证铜带在整个成型过程中送料方向保持稳定,对成型的好坏起着决定性的作用;第一道压辊是先压出卷边圆管的起端和末端,起端和末端之间的材料是可以滑动的,其余部分的材料已经被压紧不能相对滑动。其余压辊组原理一致,这样既可以弯曲而无拉伸变形从而能保持材料的性能不变,每道压辊作用如下:
第一道压辊使铜带两边按卷边尺寸折弯90°;第二道压辊将折弯部分折弯到145±5°;第三道压辊将折弯部分折弯到165±5°;第四道压辊将末端再折弯到180°,成型为“O”的形状;第五、六道压辊将前4道折弯的圆弧不断缩小,圆弧的折弯角度越来越大、最后达到卷边要求;第七步对两边的卷边再次进行修正,使卷边圆与铜带平面呈垂直状态,同时对铜网中间V槽进行成型。最后压制出的V型槽使得在后面的冲网过程更加方便定位及导向。
2.3 冲网机
冲网机的工作原理是纵向冲拉网方式,不同于传统冲床拉网,本冲网机由电机驱动小带轮,小带轮通过皮带将功率传递给飞轮,飞轮带动曲轴做旋转运动,曲轴与连杆之间构成为曲轴连杆块机构,连杆在曲轴上做上下往复运动,带动刀架在冲床上做上下往复运动,不断冲切铜带,冲制成铜拉网。
冲网机采用机械装置传动,传输送料方式为前推、后拉两处同步送料,平稳可靠;主轴由曲轴连杆装置确保上冲模的往复运动平稳可靠,轴瓦由电动可调式润滑装置定时加油润滑,确保主轴的润滑,保证主轴平稳运行,从而保证冲网质量稳定。刀具采用整体模架,上下刀具均可单独拆换,坏损刀具只要拆卸并按要求打磨相应坏损部位,修复后即可安装调试重新使用,提高刀具的可修复性及重复利用性,从而大大降低了刀具维修、更换的成本。主轴由异步电机带动皮带轮驱动。冲网机冲网设计吨位15T,额定工作速度200~250次/分钟可调,拉料辊比送料辊直径大0.05~0.1 mm,送料机构通过步进电机提供动力,而拉料机构则为主轴带动的摇臂来驱动,进给量均可调,利于拉料与送料的动态平衡,继而生产出合格稳定的铜拉网。
冲床不仅仅只起冲压作用,还为伺服电机提供送料信号,这是送料与冲压能够协调工作的关键因素;模具是冲网的执行工具,上模随着连杆不停地做上下往复运动,完成对铜带的冲网成形,同时模板底部中心位置伸出的导向轮也对卷边开V槽的铜带起到了导向、定位作用,确保铜拉网不跑偏,冲制出两边宽度一致的产品。送料机构的驱动装置是步进电机带动送料压辊组,步进电机在冲床主轴上采集信号,送料机构动力不需要冲床提供,避免了冲床带来的巨大冲击,这样使送料的精度和稳定性得到提高,保证了拉网质量。
本生产线为全自动生产线,与传统铜拉网板栅工艺的区别主要体现在冲网工序上。传统工艺采用的是横向冲网,先横向冲一半,退出来;再换另一侧冲网,冲制完退出来,再进行下一道工序,传统工艺基本靠人工实现。但本生产线采用的是纵向冲网,在生产线上不用换向,无需停顿、可连续冲网无需转换工序从而实现了全自动生产。生产效率及稳定性得到了质的提高。
开卷机、卷边机、冲网机是三者联动,且三者之间都有限速开关,可以调节匹配速度。开卷机、卷边机、冲网机之间的速度关系为:开卷机>卷边机>冲网机,所以整个系统一旦启动,冲网机就会连续工作,可充分提高冲网机的利用率;卷边机有单独的牵引电机,由间歇式感应器控制进料速度,这样将减小了开卷铜带过多对卷边机成型带来的干扰,保证了卷边成型的质量。
2.4 整平机
将拉出的铜网用五压辊整平,为后续裁切、包边工序做工艺准备。每道整平压辊间隙压力均可调,使经过整平机构的铜网表面光滑、平顺、无压痕,同时使铜拉网网格形状、大小也能达到一致。压辊直径为60~70 mm,共分为五组,方便拆卸维护。
2.5 裁切机
从整平机出来的铜拉网,按设定的裁切尺寸输送到裁切机平台上,由装快排阀的气缸切刀迅速切断,减少铜网输送机构停止时间,提高生产效率。为了满足对不同的铜拉网剪切长度的要求,可以通过调节裁切机输送步进电机参数,达到生产不同长度铜拉网的目的。
2.6 收料架
通过调整翻板机构与铜网输送机构的材料中心高度一致,保证剪裁后的铜网能顺利进入收料机构;翻板动作通过气缸完成,剪切后铜拉网落入收料滑车中,收料滑车装网槽按设定数值装满后,会通过气缸推动切换另外一个空槽收料。这样的收料架,不但可以计数,还无需人工手动放置收料箱,节省人力。
3 结论
目前,上述铜拉网生产工艺及设备已通过验收,并实现了批量生产,生产的铜拉网经鉴定,完全满足技术要求。同时该生产线为全自动生产线,大大提高了生产效率,降低了人工成本。综上所述,该铜拉网生产工艺及设备有推广的现实意义和价值。
[1] 赵巍等. 铅酸蓄电池轻型板栅材料的研究进展. 电池, 2007, 37(4): 318-319.
[2] 勾长虹, 杜津玲. 铅酸蓄电池正极活性物质脱落及其缓解. 电源技术, 1997, 21(3): 136-138.
Manufacturing Process and Equipment for Expanded Copper Grid
Ye Feng, Yu Bo
(Wuhan Institute of Marine Electric Propulsion, Wuhan 430064, China)
TG386.42
A
1003-4862(2017)06-0046-03
2017-03-03
叶烽(1965-),男,工程师。研究方向:化工机械。E-mail:13507125533@163.com
