焊缝超声TOFD检测信号及图像降噪技术研究
2017-09-12谢飞鸣陈修忻陈振华
谢飞鸣,陈修忻,陈振华,,卢 超
(1.方大特钢科技股份有限公司,南昌330012;2.无损检测技术教育部重点实验室(南昌航空大学),南昌 330063)
焊缝超声TOFD检测信号及图像降噪技术研究
谢飞鸣1,陈修忻2,陈振华1,2,卢 超2
(1.方大特钢科技股份有限公司,南昌330012;2.无损检测技术教育部重点实验室(南昌航空大学),南昌 330063)
超声TOFD检测信号中混入的无关噪声常导致从检测图像中难以分辨缺陷特征。本研究通过小波包分解技术分析缺陷衍射波特征信号的时、频域分布特征,采用小波包统一阈值对超声TOFD检测信号进行降噪处理,对比软、硬阈值函数对检测信号的降噪结果。研究结果表明:采用软、硬阈值对长度10 mm、深度5 mm的裂纹缺陷信号降噪,其信噪比由原始的22.88 dB分别提高至186.66、176.65 dB,对长度28 mm、深度8 mm的夹杂缺陷信号降噪,其信噪比由原始的16.62 dB分别提高至33.74、28.16 dB;基于小波包软、硬阈值去噪后信号进行图像重构可有效抑制干扰条纹并提高缺陷特征图像的分辨力,而采用软阈值法几乎完全去除了原始超声TOFD检测图像中的噪声条纹。
小波阈值去噪;焊缝缺陷;干扰条纹;超声TOFD
0 引言
对接焊缝是焊接结构连接、密封的关键部位。由于焊接接头处力学性能不均匀、应力分布复杂,在制造过程中易产生焊缝缺陷,采用无损检测技术及早发现焊缝缺陷以及服役损伤对设备安全运行具有重要意义[1-3]。超声衍射时差法(TOFD)具有检测信息丰富、抗噪声强、效率高、定位定量准确等优势,是应用最为广泛的焊缝无损检测方法之一[4-5]。超声TOFD检测图像按A扫描信号的相位幅度进行灰度成像,比单个A信号更直观、信息更丰富、缺陷特征更明显。然而,受焊缝组织和检测环境的影响,检测信号中常常出现噪声干扰,并进而在检测图像中形成干扰条纹,影响对检测图像中缺陷的辨识[6-7]。因此,从根源上说,提高对接焊缝超声TOFD成像质量应首先提高检测信号的信噪比,具体而言即根据缺陷信号特征、噪声信号特征制定合理的信号处理方法以抑制噪声信号、保留缺陷衍射波信号。
小波包变换克服了小波变换高频分辨率差的特点,是一种更为精密的信号处理方法,已应用于超声检测信号的分析与处理中[8-10]。其中,李建忠等[11]对不锈钢焊缝超声TOFD检测信号进行小波包分解发现:将检测信号按各类时频分布特点提取目标缺陷信号,可有效提高超声TOFD检测技术对不锈钢焊缝的检测能力;张海燕等[12]将小波包变换用于实际焊接缺陷的超声检测信号降噪及特征提取,发现将小波包信号处理方法应用到非平稳超声检测信号,其降噪效果明显;罗雄彪等[13]将小波包分析法应用于对铝合金铸件的超声检测信号,研究结果显示:采用小波包阈值降噪,铸件缺陷脉冲回波信号信噪比、缺陷定位精度以及纵向分辨率均得到提高,信号特征信息质量得到改善。
本研究采用小波包分解技术对焊缝超声TOFD检测信号进行多尺度分解分析,细致观察焊缝缺陷衍射波特征信号在检测信号中的时、频域分布特点。根据缺陷衍射波特征信号的时频分布特点,采用小波包分解技术对焊缝超声TOFD检测信号进行降噪处理并基于降噪后的焊缝超声TOFD检测信号进行图像重构,同时对比分析软、硬阈值去噪方法的图像处理效果。本研究提出的小波包阈值处理技术对于改善焊缝超声TOFD扫描图像质量及提高缺陷图像分辨率具有一定效果。
1 检测试验及结果分析
1.1试验方法及试样制备
检测试样为Q235钢制对接焊缝,委托专业的超声试块生产厂家制备含缺陷的对接焊缝试样,并通过射线和超声检测进行复验以确定焊缝缺陷符合设计要求。检测试样尺寸均为300 mm×300 mm×20 mm,缺陷长度为fl、深度为TF,距离试样左端LF。试验采用中心频率为10 MHz的超声TOFD专用探头,斜楔角度为60°,探头关于焊缝中心对称布置,对焊缝进行超声TOFD-D扫描成像,试块结构及试验方法参见图1。

图1 检测试样及试验方法Fig.1 Tested specimen and method
试验共采用2块检测试样:N1、N2。试样N1中含有的缺陷为夹渣和裂纹,试样N2中含有的缺陷为夹渣和未熔合,各缺陷在试块中的分布情况如表1所示。

表1 检测试样内部缺陷分布Table 1 Tested sample of internal defects distribution mm
1.2超声TOFD图像及信号分析
按检测参数对试样进行超声TOFD-D扫描成像。为获得符合后续信号和图像处理要求的扫描图像,试样N1的超声TOFD扫描的探头间距(Probes Center Spacing,PCS)设置为45 mm,试样N2的PCS设置为30 mm。试样N1成像检测的PCS较大使得直通波与近表面缺陷的声程差减小,5 mm深裂纹缺陷的特征图像与直通波特征图像有少量重合,该图像可用于分析信号处理对近表面缺陷分辨率的影响;试样N2的PCS较小,扫描图中的缺陷特征图像与直通波特征图像可较好地相互分离;两试样D扫描图像所显示的缺陷分布与表1中预制缺陷的分布情况一致(图2)。进一步观察可知,超声TOFD-D扫描图像中除了缺陷特征条纹外,还存在大量的无关的噪声条纹;这种噪声条纹是存在于扫描图中的条带型纹理,可能来自于焊缝的晶粒散射或其他干扰信号,不仅对于缺陷的判读造成了干扰而且还极可能掩盖了小缺陷的衍射特征图像(图2a)。
分别提取两试样中缺陷的超声TOFD检测波信号,各检测信号由直通波、缺陷端部衍射波、底波组成,均体现了超声TOFD检测信号的典型特征(图3)。图3a是长度为10 mm、深度为5 mm的裂纹缺陷超声TOFD检测信号,其中直通波、裂纹端部衍射波、底波的时间位置分别为13.35、13.62、15.65 μs;图3b是长度为28 mm、深度为8 mm的夹杂缺陷超声TOFD检测信号,直通波、端部衍射波、底波的时间位置分别为12.98、13.55、15.44 μs。不容忽视的是检测波信号中还存在幅度较低的噪声信号,这类信号在扫描图像中表现为干扰条纹,影响对缺陷特征图像的判读。
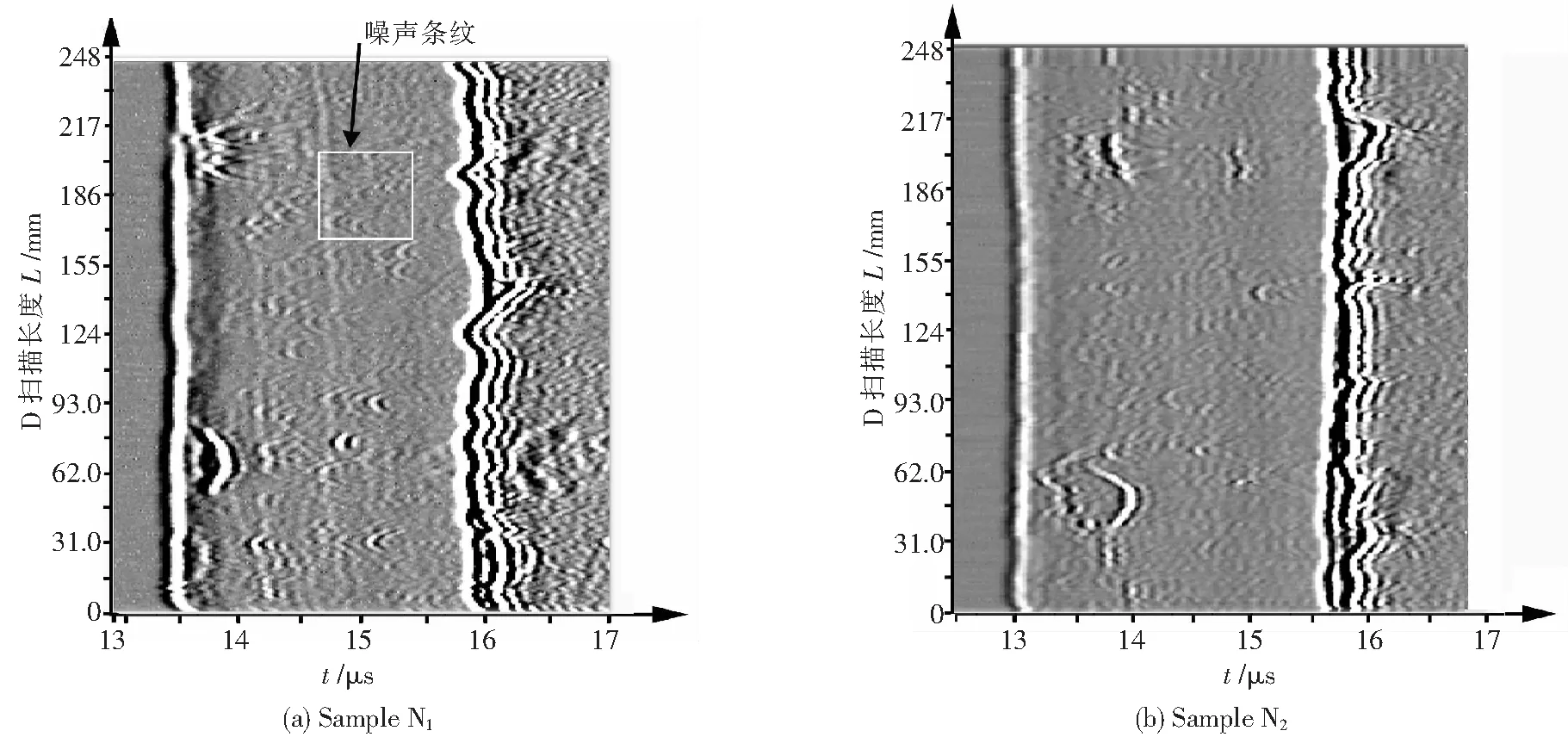
图2 超声TOFD-D扫描图像Fig.2 Ultrasonic TOFD-D scanning image

图3 焊缝缺陷的超声TOFD检测信号Fig.3 Ultrasonic TOFD detection signal of weld defects
为了比较信号进行小波包降噪前后结果,本研究以信噪比作为信号降噪结果的一个度量值,检测信号的信噪比公式为:
式中,A为焊缝缺陷衍射波最大幅值,B为噪声信号最大幅值。
据式(1)计算出长度为10 mm、深度为5 mm的裂纹、长度为28 mm、深度为8 mm的夹杂缺陷信噪比分别为22.88、16.62 dB。
超声TOFD-D扫描图像噪声条纹的根源显然来自于噪声信号。因此,本研究从抑制干扰信号噪声入手,采用小波包分解技术从时频域分析缺陷信号分布特征,据此通过小波包阈值降噪技术在保留缺陷特征信号的前提下抑制噪声信号;基于降噪后信号进行图像重构,达到降低图像干扰、提高图像质量的目的。
2 小波包分析及降噪
2.1信号的小波包分解分析
与小波分解相比,小波包分解可为信号提供了一种更为精密、有效的分析方法,特别适用于非稳定信号中突变弱信号的分析与处理。本研究选用Sym4小波基对含缺陷脉冲的检测信号进行三层小波包分解,分解信号分别表示为S30~S37,如图4所示。
图5为分别对长度为10 mm、深度为5 mm的裂纹缺陷以及长度为28 mm、深度为8 mm的夹杂缺陷的检测信号进行三层小波包分解获得的时域信号。图5a、图5b显示:位于检测信号13.62 μs的裂纹缺陷特征信号分布于分解信号S31、S33、S34、S36、S37中;图5c、图5d显示:位于检测信号13.55 μs处的夹杂缺陷特征信号分布于分解信号S30、S31、S33、S37。因此,从两试样中提取的缺陷衍射波特征信号并非集中在某一频带范围内,而是广泛的分布于整个检测信号的频域范围。

图4 三层小波包分解示意图Fig.4 Three-layer wavelet packet decomposition diagram

图5 试样缺陷检测信号的小波包分解Fig.5 Wavelet packet decomposition of sample defect detection signal
综上,缺陷信号特征分布在检测信号较宽的频域(尺度)范围内,且受检测参数、缺陷特征、检测对象组织结构的影响,缺陷特征信号在频域范围的分布并不一致。因此,常规的频率滤波方法针对特定频带范围进行滤波时,在滤除噪声的同时必然造成缺陷特征信号的损失,容易造成缺陷特征信号的丢失。
2.2小波包阈值去噪
应用小波包分解技术对信号进行降噪处理是它的一个基本功能。根据小波包信号降噪步骤,本研究按4步对超声TOFD检测信号进行处理:
1) 选择一个小波并确定分解层次对含有噪声信号的焊缝超声TOFD检测信号进行小波包分解。
2) 确定小波包基以及给定熵标准。
3) 对焊缝超声TOFD检测信号的小波包分解系数进行阈值量化。
4) 小波包重构。根据量化处理后的小波包分解系数,进行超声TOFD检测信号重构。
常见的小波包去噪阈值函数有硬阈值函数和软阈值函数。具体原理表示为[14]:
硬阈值:
软阈值:

小波去噪中的阈值定义对降噪结果影响巨大,若阈值太小,去噪后的信号仍然有一定噪声;若阈值太大,则会造成有用信号的损失。本研究选取统一阈值准则,阈值定义为[15]:
式中:fi是最低分解尺度下的分解系数,median为函数中值,λ为阈值,σ为高斯白噪声标准差,M为信号长度。
据式(2)~式(5)采用小波包分解技术对超声TOFD信号进行降噪处理,小波基均选用sym4,分别采用软阈值和硬阈值去噪方法对检测信号进行处理,对比软、硬阈值的去噪效果。图6为长度为10 mm、深度为5 mm的裂纹缺陷和长度为28 mm、深度为8 mm的夹杂缺陷的超声TOFD检测信号,经小波硬阈值和软阈值去噪处理后的滤波效果,结果显示:硬阈值和软阈值去噪均可较好滤除噪声干扰,但缺陷信号幅值也存在一定降低。

图6 硬阈值与软阈值降噪对比Fig.6 Comparison between hard threshold and soft threshold noise reduction
为进一步对比小波包软、硬阈值对超声TOFD检测信号的降噪效果,本研究采用式(1)对各信号计算,得出长度为10 mm、深度为5 mm的裂纹以及长度为28 mm、深度为8 mm的夹杂缺陷降噪后信噪比,如表2所示。可见,小波包软、硬阈值均可有效提高超声TOFD检测信号信噪比,其中采用软阈值效果更佳。
图7a、图7b为试样N1、N2原始D扫图像,可见两试样D扫描图存在大量的无关的噪声条纹;图7c、图7d为试样N1、N2基于小波包硬阈值降噪后信号进行图像重构后的D扫描成像效果,结果显示D扫图像中噪声条纹得到一定抑制;图7e、图7f为试样N1、N2基于小波包软阈值降噪后信号进行图像重构后的D扫描成像效果,结果显示采用软阈值法几乎完全去除了原始超声TOFD检测图像中的噪声条纹。因此,为提高超声TOFD检测图像的分辨率及微小细节特征图像的显示能力,应采用小波包软阈值法对焊缝超声TOFD检测信号进行处理。

图7 硬阈值和软阈值小波包降噪前后的检测图像Fig.7 Hard threshold and soft threshold wavelet packet denosing before and after detection image

表2 小波包降噪结果对比Table 2 Comparison of wavelet packet denoising results
3 结论
1)采用软、硬阈值对长度为10 mm、深度为5 mm的裂纹缺陷信号降噪,其信噪比由原始的22.88 dB分别提高至186.66、176.65 dB;采用软、硬阈值对长度为28 mm、深度为8 mm的夹杂缺陷信号降噪,其信噪比由原始的16.62 dB分别提高至33.74、28.16 dB。因此,采用软阈值对焊缝超声TOFD检测信号降噪效果更佳。
2)基于小波包软阈值降噪后信号进行图像重构可大大抑制图像中的噪声条纹、有效提高缺陷分辨率和对微小缺陷的显示能力。
[1] 吴斌,崔辰悦,张也弛,等. Lamb波在对接焊缝中的传播特性及影响因素[J]. 应用基础与工程科学学报,2014,22(2):818-828.
[2] 张鹰,张延丰,雷毅. 奥氏体不锈钢焊缝的超声波检测方法研究[J]. 无损检测,2006,28(3):119-122.
[3] 戴光,崔巍,杨志华,等. 对接焊缝缺陷漏磁场特征分析及识别研究[J]. 中国安全科学学报,2011,21(10):82-88.
[4] Baby S, Balasubramaniam T, Pardikar R J, et al. Time-of-flight diffraction technique for accurate sizing of surface-breaking cracks[J]. Insight-Non-Destructive Testing and Condition Monitoring,2003,45(6):426-430.
[5] Baskaran G, Balasubramaniam K, Lakshmana Rao C. Shear-wave time of flight diffraction (S-TOFD) technique[J]. NDT & E International,2006,39(6):458-467.
[6] Praveen A, Vijayarekha K, Abraham S T, et al. Fourier analysis of ultrasonic TOFD signals for defect detection in austenitic stainless steel welds[J]. International Journal of Computer Applications,2013,71(9):14-17.
[7] 盛朝阳,刚铁,迟大钊. 基于分水岭方法的超声TOFD检测图像分割[J]. 机械工程学报,2011,47(8):35-40.
[8] 郭晓霞,杨慧中. 基于多阈值的小波包去噪[C]//昆明:第27届中国控制会议,2008:169-172.
[9] 王丽英,刘国奇,陈振华,等. 基于小波包分解的不锈钢焊缝超声TOFD检测图像修正[J]. 无损检测,2015,37(5):30-34.
[10] Chen Z H, Shi Y W, Jiao B Q, et al. Ultrasonic nondestructive evaluation of spot welds for zinc-coated high strength steel sheet based on wavelet packet analysis[J]. Journal of Materials Processing Technology,2009,209(5):2329-2337.
[11] 李建忠,刘国奇,陈振华,等. 基于小波包分解的不锈钢焊缝超声TOFD检测信号及缺陷信号提取[J]. 无损检测,2015,37(1):38-41.
[12] 张海燕,周全,夏金东. 超声缺陷回波信号的小波包降噪及特征提取[J]. 仪器仪表学报,2006,27(1):94-97.
[13] 罗雄彪,陈铁群,万英. 超声检测信号中的小波包分析[J]. 机械工程学报,2006,42(4):142-146.
[14] 段永刚,马立元,李永军,等. 基于小波分析的改进软阈值去噪算法[J]. 科学技术与工程,2010,10(23):5755-5758.
[15] 王新,朱高中. 一种新型小波阈值法在信号消噪中的应用研究[J]. 高压电技术,2008,34(2):342-345.
ResearchonNoiseReductionTechnologyofUltrasonicTOFDSignalandImageofWeld
XIE Fei-ming1,CHEN Xiu-xin2,CHEN Zhen-hua2,LU Chao2
(1.FangdaSpecialSteelTechnologyCo.,Ltd.,Nanchang330012,China; 2.KeyLaboratoryofNondestructiveTesting(MinistryofEducation),NanchangHangkongUniversity,Nanchang330063,China)
Noise in ultrasonic TOFD testing signal often leads to difficulties in identifying the defect accurately. Wavelet packet decomposition technique was adopted to analyze the characteristics of defect’s signals in time and frequency domain. The denoising of the ultrasonic TOFD detection signal is carried out by the wavelet packet sqtwolog, the noise reduction results of the soft and hard threshold function were compared. The results indicate that the soft and hard threshold is applied to the length of 10 mm, the depth of 5 mm crack defect signal denoising, the signal-to-noise ratio is increased from the original 22.88 dB to 186.66 dB and 176.65 dB respectively, the soft and hard threshold is applied to length of 28 mm, the depth of 8 mm inclusion defect signal denoising, the signal-to-noise ratio is increased from the original 16.62 dB to 33.74 dB and 28.16 dB respectively. Based on the wavelet packet soft and hard threshold denoising, the image reconstruction can effectively suppress the interference fringes and improve the resolution of the defective feature image, and the soft threshold method is used to completely remove the noise fringes in the original ultrasonic TOFD detection image.
wavelet threshold denoising; weld defect; interference fringes; ultrasonic TOFD
2017年4月2日 [
] 2017年5月20日
国家自然科学基金(11374134,11664027)
谢飞鸣(1969年-),男,教授级高级工程师,主要从事特种钢先进制造技术等方面的研究。
TG115.28
Adoi: 10.3969/j.issn.1673-6214.2017.03.001
1673-6214(2017)03-0137-07
