热风炉及热风管道内衬施工技术总结
2017-08-24农世兆
农世兆

摘 要:通过通俗易懂的语言,图文并茂的结构,较全面地总结了某厂热风炉及热风管道耐材施工过程,重点以图示方式归纳了无人孔热风炉球顶的内衬施工工艺与热风管道无拱胎上半圆内衬砌筑施工工艺。
关键词:热风炉;热风管道;耐火材料
中图分类号:TB
文献标识码:A
doi:10.19311/j.cnki.1672-3198.2017.18.095
1 前言
热风炉是一种加热高炉用热风的加热设备,现代高炉普遍采用的是蓄热式热风炉,这种热风炉由蓄热室和燃烧室两大部分组成。其工艺流程是:首先借助煤气燃烧将蓄热室内格子砖(或耐火球)加热,然后再将冷风通入格子砖中,冷风被加热。由于燃烧和送风是交替工作的,为保证向高炉连续供风,故每座高炉至少需配置2座热风炉,一般配置3~4座。
蓄热式热风炉根据燃烧室位置不同分为内燃式热风炉、外燃式热风炉和顶燃式热风炉,但在内衬结构上基本类似,热风炉的内衬砌体主要包括大墙、燃烧室、蓄热室、炉顶、陶瓷燃烧器、管道以及各孔砌体等,根据其工作温度、应力变化和化学侵蚀等特点,各部位的砌体选用不同性能的耐火材料和结构。
下面就以矩形截面陶瓷燃烧器内燃室热风炉为例,对热风炉及热风管道的内衬施工工艺总结如下。
2 矩形截面陶瓷燃烧器内燃室热风炉耐材内衬结构与施工技术
2.1 设计特点
热风炉由蓄热室、燃烧室与球顶三部分组成,前两者之间由中心隔墙分隔而成,球顶砌体由炉顶钢结构托圈作为支撑且与炉墙脱开。其中蓄热室由坐落在炉箅子上部的七孔格子砖交错交合砌筑而成,沿高度方向共设不同材质的格子砖,格子砖之间、格子砖与大墙隔墙工作层之间均设有不同宽度的膨胀缝。蓄热室墙体设多层轻质砖与单层重质砖,重质砖与中心隔墙之间留设胀缝,成独立结构,高度方向分不同材质的耐材。燃烧室内设矩形截面陶瓷燃烧器一座,它坐落在燃烧室底部的浇注料上面,由煤气道、空气道、混合室等通道组成,燃烧室墙体也设多层轻质砖与单层重质砖结构,工作层沿着高度方向分不同材质的耐材。中心隔墙是分隔燃烧室与蓄热室的墙体,由两层重质砖与多层轻质砖组成,工作层的材质变化与同部位的燃烧室及蓄热室工作层的材质变化一致。球顶采用悬链式结构,球顶不设检修人孔,设多层轻质砖与单层重质砖,其中保温层之间,保温层与重质砖之间设有膨胀缝,填充EP,且在重质砖及靠重质砖的保温层砌体上各设有均压孔,增强了炉顶的热稳定性能。在整座热风炉中燃烧室、球顶与热风出口等处的温度变化较大,生产时环境差,采用组合砖结构。
2.2 施工程序与进料方案
2.2.1 施工程序依次为
炉底浇注、喷涂、炉箅子以下砌筑、直桶段砌筑、球顶砌筑,其中蓄热室大墙与格子砖交替进行,燃烧室待火井砌至热风出口上部后搭保护棚后再开始砌筑。
2.2.2 进料方案
在每座热风炉前立一座50米高的井架,采用耐火砖集装框连续运输,重车进炉,一次到位的设施。在热风炉炉外保护棚及保护棚下面的地面上铺设轻轨与转盘,同时带辊道小车系统,沿热风炉筒身高度方向每隔6~7米的炉壳上开设900×1000mm的进料口数个,同时搭设相应高度的金属平台数层,球顶以下的材料经各部平台重车进炉。炉顶材料从支设于球顶的单轨梁与进料平台经球顶施工孔垂直运入炉内。
2.3 各部位的施工工艺
2.3.1 炉底浇注料
在进行炉底浇注料施工前应清干净炉底钢板上的渣子,在炉柱侧面投上标高控制点,根据浇注料的施工说明进行加水、搅拌。振捣密实,表面平整,达到设计标高与满足上部砌体施工的要求。
2.3.2 热风炉炉壳内表面喷涂
(1)在炉箅子上表面用彩条布和橡胶皮覆盖严密,炉箅子四周边沿和相邻炉箅子之间用木楔塞紧,以防炉箅子移动,在炉内制作喷涂吊盘一个,利用卷扬进行升降喷涂吊盘。
(2)立中心管,用半径轮杆检查控制喷涂层的椭圆度。首先校核热风炉直筒段炉壳中心与朝天孔中心之间偏移情况,找出一个最佳的喷涂中心点,然后用钢丝固定在横在朝天孔上的工字钢上,下端固定在炉箅子上,以此作为喷涂中心轴。
(3)喷涂层厚度方格网支设,喷涂前根据中心半径支设竖向直板与水平环向弧形板条,间距约1.4×1.4m,经过用半径规检查准确并支设牢固后就可以进行喷涂作业。
(4)对喷涂层进行粗整与精整,每喷完一段后,必须在初凝之前进行粗整与精整,即先用铁抹子和刮尺进行休整,然后用半径规与刮刀进行精整,以确保椭圆度达到设计要求。
(5)炉顶喷涂前,先在吊盘上搭设架子,其余类同。
2.3.3 蓄热室与大墙砌筑
(1)根据施工规范,有喷涂层的热风炉,蓄热室、燃烧室炉墙,均应挂中心线控制半径进行砌筑,这就要求先砌工作层,保内径,然后逐环向炉皮推进,但这往往造成中间隔热层填充质量不理想,尤其是对于热风炉工作层与隔热层之间设计有胀缝与滑动层的结构,如果先砌工作层,则胀缝内EP、滑动层的滑动油纸铺设就不易操作。采取从炉壳向炉膛依次进行砌筑,这就要求喷涂层必须经过粗整与精整来达到砌体既有理想的内空尺寸,又有完整的保温层。
(2)胀缝与滑动缝留设:矩形截面陶瓷燃烧器内燃式热风炉设计特点之一是:由于砌体各种耐火材料的膨胀速度不同,为使各墙体能够单独自由膨胀,各工作层墙体的胀缝设计为上下直通结构,同时为了使砌体的胀缝能够吸收最高使用温度时的膨胀,又要防止热流短路,特在膨胀缝内填充耐高溫柔性的纤维毡。格子砖之间的膨胀缝在码格子砖时夹入聚苯乙烯泡沫即EP,格子砖与大墙、隔墙工作层之间也留设胀缝,用木楔固定。
2.3.4 各孔洞的砌筑
一般每座热风炉设计有下部人孔2个,中部人孔1个(封孔时留点火孔一个),烟气出口2个,煤气入口1个,助燃空气入口1个,热风出口1个,朝天孔1个。根据各孔所处部位,生产时温度分布情况,一般只在热风出口与朝天孔位置采用组合砖结构,其余孔洞采用T-3、T-23、T-22型号的砖砌筑而成。施工过程中,为了保证热风出口组合砖的砌筑质量,特采取了以下几点保证措施:
(1)把好耐火厂生产质量关,如每块砖的外形尺寸及内在密实度以及组合砖的理化指标。
(2)把好耐火厂预装关,施工单位协助业主派人到耐火厂参加预砌全过程,严格按照图纸设计进行模拟砌筑,按照设计砖缝、弧度、外形尺寸进行检查,并编号后再装箱。
(3)到现场后砌筑前进行开箱检查,看看有无破损、缺号,收取预砌图,也可以在平地上再摆演一次,以加深操作者的熟悉程度。
(4)砌筑时,必须严格保证组合砖撂底砖层的砌筑标高和平整度,确定中心位置和控制砌砖半径,真正做到“对号入座”。在砌筑中若出现有错台或三角缝或半径不吻合的现象时,不能随意对组合砖再次加工改型处理,必须及时检查原因,重新加以调整解决。
(5)热风炉热风出口组合砖里外两环的中心标高一般不一样高,施工时需要支设两根中心轮杆,在支设中心管时用中心轮杆先检查一下中心管支设标高是否正确,上半圆支设拱胎时先干摆一环看看合门砖缝是否合适,然后按号进行砌筑。
(6)热风口周围环宽1m范围内取消轻质砖,重质砖紧靠喷涂层砌筑,组合砖与热风支管之间的胀缝内用纤维毡填充,取消EP胀缝填料。
2.3.5 格子砖砌筑
(1)准备工作:在码格子砖之前,先完成两件事,其一是进行选砖分级,即格子砖设计厚度一般为100mm,订材料时,要求耐火砖生产厂家按照厚度分级:102—101、101—100、100—99、99—98等四个等级,并且用四种不同颜色分别对每块砖打上记号,按照不同材质各自按照等级包装发运,到现场后分类堆放。其二是检查炉箅子。炉箅子的安装是筑炉的上道工序,在筑炉前必须对炉箅子的平整度用拉线法检查验收,其误差不得超过5毫米,炉箅子各格子孔中心线对设计位置的误差不得超过3毫米,同时炉箅子与炉壳之间的间隙误差应能满足墙体的砌筑要求,相邻箅子之间的格孔应符合设计要求。
(2)码砌方法:
码格子砖与砌大墙交错进行,一般一个班砌大墙另一个班码格子砖。
根据炉子十字中心线放出格子砖A、B、C三种排列线,由木工用墨线弹在已砌的墙体上,码砌时拉线进行。
由于炉箅子制作和安装时总存在一定的误差,第一层砖如果完全按排列线进行砌筑,势必造成每一层格子砖有少部分砖格孔不正对炉箅子孔,在砌筑时应该采取第一层对准炉箅格孔,第2、3、4层逐渐向排列线靠拢,但上下两层格孔错台最大不得超过3mm。砌筑时,格子砖往往会出现周边高与中间低的现象,可以通过选用不同厚度的格子砖进行调整。另外在砌大墙时会有泥浆散落在周边格子砖上,在码格子砖前,必须先清扫干净覆盖在格子砖砖面上的橡胶皮,然后揭开它放到大墙上,然后清扫调整最上一层格子砖后再开始新一轮格子砖的码砌,胀缝留设应符合设计要求,否则累计误差可能导致上下凸台与凹槽对不上。
2.3.6 球顶砌筑
(1)拱顶中心线的确定,以朝天孔法兰实际中心为基准。
(2)拱脚砖标高的确定,以朝天孔法兰上表面标高为基准,返测拱脚砖标高,再往下返球顶圆柱段的砖层线。在三层托圈上用耐火浇注料对托圈板进行找平,然后严格控制砖层厚度进行砌筑,层层用轮杆检查内直径,确保拱顶圆柱段与大墙砌筑尺寸符合设计要求,以达到大墙与拱顶相互独立,各自自由膨胀。
(3)拱胎旋转样板及脚手架,拱顶砌筑前用不容易变形的木料,根据设计图纸尺寸,用放大样的方法制造出中心旋转样板,并用拱顶砖进行预摆检验,在弧度板上划出拱顶每层砖的放射线。
除了中心转动样板外,还应制作一个球顶最上7~8环砖的插板式拱胎。
搭设的脚手架应离开拱脚砖300mm左右,随着砌筑高度一步一步搭设,为了旋转样板的转动自由,随着砌筑的进行,旋转样板应被逐块切除。
(4)砌筑方法。
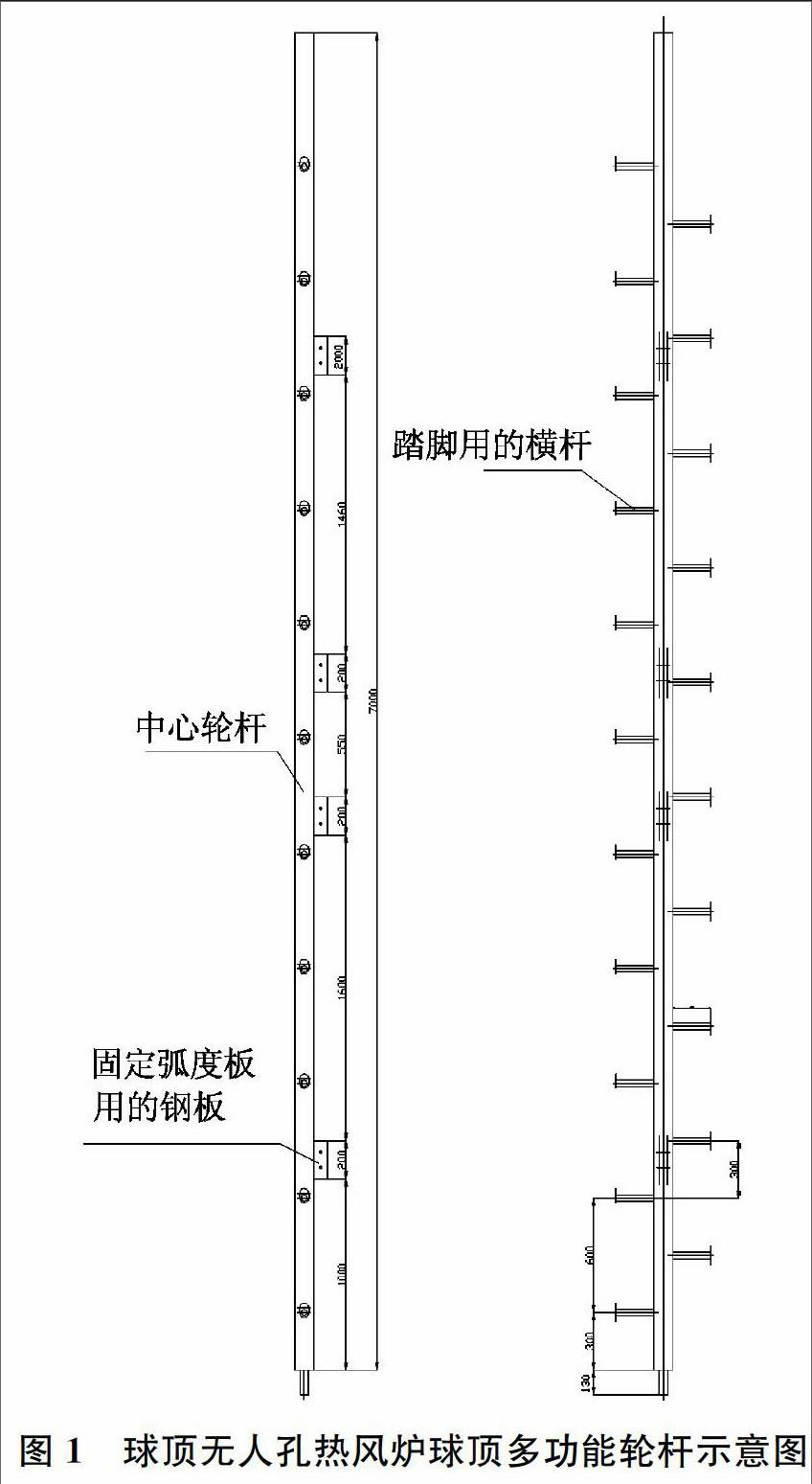
拱顶下部数十层的内孔尺寸主要借助中心转动样板进行控制,一层层往上砌,当砌至一定高度时,开始使用挂钩卡子,并且同一层砖必须合门后方可以开始砌另一层砖。拱顶轻质砖,膨胀缝(用EP填充)及喷涂料填充应同步跟上。砌筑时拱砖高度一般会超出样板上的层高线及同缝现象,前者可以不予处理,待砌至倒数3~4层时再进行处理,后者主要是加工一部分薄型砖(也即调节砖)进行错缝处理。因热风炉球顶不设人孔,炉顶的材料与施工人员均从朝天孔进入,支设的中心轮杆必须既是施工人员出入炉内的工具,又是控制球顶内尺寸的工具。该多功能轮杆结构示意图如附图1所示。
2.3.7 矩形截面陶瓷燃烧器砌筑
(1)几点要求:每座热风炉火井下部设计燃烧器一座,由煤气入口、煤气道、空气入口、空气道、混合区组成,矩形截面燃烧器结构复杂,使用耐火砖砖型多,一般有60多个砖号,砌筑质量要求高,砌筑时应注意:(a)需严格控制各部位的标高,使各部位能有机地衔接。(b)要保证砌体有良好的气密性,泥浆必须饱满,防止空气与煤气互相窜漏。(c)要求各截面尺寸准确,从而使空气与煤气通道及混合区截面尺寸准确,达到最佳燃烧效果。(d)胀缝留设必须正确合理,使砌体在高温时保持正常的膨胀状态。
(2)对线尺寸的具体控制措施。
a.测量与放层高控制线及各部位的标高(燃烧器示意图见附图2)。
煤气通道位于矩形燃烧器中心位置,标高从h1到h2(即高度为h2~h1),每层层高a,计n层;混合区m层,标高从h2到h3(即高度为h3~h2),每层层高也为a;空气道对称地布置在煤气道四周,标高从h4到h2(即高度为h2~h4),每层层高a/2,计n层。煤气通道n层和空气通道n层共同作为矩形燃烧器混合区砌体的底座,砌体标高严格控制在h2,为此,在两个气体通道不同层数,不同层高的状况下,必须按照各自的设计尺寸,严格控制层高,才能达到h2的一致标高。同时煤气入口窜过煤气道墙,空氣入口窜过空气道墙,它们各自用已经加工好的异型砖进行配层砌筑,为此非常有必要用层数线进行控制各部位的层高。根据砌体的端面特征进行了特殊的标高控制,具体措施如下:复测煤气入口与空气入口中心标高之间的实际间距,调整h1标高基准点,确保煤气入口,空气入口砌体平缓过渡,再以h1标高基准点,用水平仪测出煤气道第20层顶面标高与煤气道第40层顶面标高,及燃烧器顶面标高,然后以此标高点为基准在火井工作层的墙体上返出各煤气道墙的层高线。砌筑煤气道墙时,层层拉线检查。由于空气道墙的层高是煤气道墙的层高的一半,可以以所砌煤气道各层表面标高为基准找平空气道墙的底座标高。
b.用等腰梯形木样板控制煤气斜道截面的斜度。
煤气通道一般设有横截面为一等腰梯形的上下过渡段,为了确保砌体斜面一致,降低斜面截面尺寸误差,减少错台,可以按照截面尺寸制作两副等腰梯形木样板,并且固定在斜面的两端墙上,使样板中心对准燃烧器的中心线,将相应标高返在样板顶面上,以该标高为基准往下返过渡段的砖层线,两侧墙按照梯形样板两侧斜边上的层高线,层层拉线砌筑以此控制斜道的内空尺寸、墙面斜度及每层砌体的表面平整度。
c.其它措施。
空气道墙、煤气道墙的垂直胀缝留设,砌筑时先用按照设计尺寸制作的胀缝木板条,砌完一层后取出木板条再填入加工好的纤维氈,由于煤气道墙的凸台朝上。凹槽朝下,砌筑时采取两面打灰,确保泥浆饱满,增强砌体的气密性。
3 热风管道内衬施工
热风管道主要包括热风主管(含倒流休风管)、热风支管和热风围管。内衬结构一般为圆环砌体,各三岔口部位(指热风支管、倒流休风管和围管与热风主管交接部)采用组合砖(形状为两个圆环砌体的直角相贯体)。
传统的施工工艺是,先砌筑下半圆(先砌筑保温层,后砌筑工作层,通过弧度板控制内空尺寸),后砌筑上半圆(先砌筑工作层,后填充保温层,通过拱胎控制内空尺寸及砌筑过程的支撑系统),该施工工艺存在上部保温层施工质量难以保证的缺陷,也是造成热风管道外表面在生产过程产生局部过热的原因之一。为了从根本上确保保温层的施工质量,在砌筑上半圆内衬的施工工艺上进行了调整,即在砌筑热风管道上半圆内衬时采取先砌筑保温层,然后再砌筑工作层,即采用无拱胎的热风管道施工新工艺。这可以从根本上解决用传统施工工艺——拖胎砌筑法存在的保温层填充质量不理想的质量问题。
无拱胎的管道砌筑施工程序为:第一步喷涂层找圆;第二步砌筑下半圆保温层与工作层;第三步砌筑上半圆保温层(采用竹片支撑);第四步砌筑上半圆工作层(同样采用竹片支撑)。砌筑施工程序示意图见附图3所示。
4 结束语
本文以矩形截面陶瓷燃烧器内燃室热风炉为例,对热风炉及热风管道内衬的施工工艺通过简要的文字叙述与生动形象的图示进行了描述,对热风炉本体及热风管道的内衬的施工工艺及控制要点进行了叙述,优化了施工工艺,利于确保施工质量,对未来各式热风炉及热风管道内衬砌筑工程的实际应用具有普遍的指导意义和推广价值。
参考文献
[1]筑炉工程手册[M].北京:冶金工业出版社,2007.
[2]工业炉砌筑工程施工及验收规范(GB 50211-2014)[S].
[3]工业炉砌筑工程质量验收规范(GB 50309-2007)[S].