双螺杆挤出机生产涂覆级聚丙烯的工艺优化改进
2017-08-07孟范悦
孟范悦
(大庆石化公司开发公司,黑龙江 大庆 163714)
工业技术
双螺杆挤出机生产涂覆级聚丙烯的工艺优化改进
孟范悦
(大庆石化公司开发公司,黑龙江 大庆 163714)
对双螺杆挤出机实施喂料系统改造,将单喂料系统改为双喂料系统。结果表明,对喂料系统改造后能够满足实际生产需要,所生产涂覆级聚丙烯质量稳定、性能优异。在满足生产工艺要求的前提下,不但优化了涂覆级聚丙烯生产工艺流程,简化了生产过程控制,而且减少了能源消耗,具有较好的经济效益。
双喂料系统;挤出机;涂覆级;熔融指数
某企业的原料车间主要生产涂覆级聚丙烯,原料预混过程中由于引发剂为过氧化物,在高速混合过程中极易因静电而发生闪爆,同时原料中又含有粉料(聚丙烯等)、液体物料(引发剂),在混合时易出现混合不均匀的现象,造成引发剂在挤出机内分布不均匀,使产品涂膜料熔融指数控制不稳,造成涂膜料质量波动。成品涂覆级聚丙烯熔体流动速率在20~41 g/10 min波动范围较大,而涂覆级聚丙烯熔体流动速率为37~40 g/10 min,涂膜料产品合格率仅为90.2%。
1 生产工艺流程
原料车间的涂覆级聚丙烯生产采用两步法工艺,由双螺杆挤出机分2次造粒后生产合格涂膜料。主要流程为[1]:(1)降解母料制备。将原料聚丙烯T30S与引发剂通过高速混合机进行预混,时间大约3~5 min,之后投入双螺杆挤出机进行熔融、连续塑化、再由挤出机膜板孔挤出条状熔融物料,通过冷却水槽、风干机进入切粒机,高速旋转的切刀切成Φ3×3合格颗粒,然后进入振动筛中进行筛选,成品作为降解母料。(2)涂覆级聚丙烯制备。将降解母料与聚丙烯原料充分掺混后,然后投入双螺杆挤出机进行熔融、连续塑化、再由挤出机膜板孔挤出条状熔融物料,通过冷却水槽、风干机进入切粒机中,由高速旋转的切刀切成Φ3×3合格颗粒,然后进入振动筛中进行筛选,生产出成品涂膜料,工艺流程见图1。

图1 涂膜料生产工艺流程
2 实验过程
原料车间为解决涂覆级聚丙烯生产过程中原料预混不均匀、成品涂膜料熔体流动速率波动较大的问题,拟在挤出机上增加1个小型喂料器,将涂膜料的原料T30S与辅料降解剂分成2部分加入挤出机,主原料聚丙烯粉通过主喂料器进行喂料,辅助原料降解剂通过辅助喂料器进行喂料,这样可以解决原料混合不均匀的问题。
将原有单喂料模式改造成双料口同时进料模式:将1#双螺杆挤出机喂料系统(喂料电机、喂料螺杆及相应部分)拆下,安装到2#双螺杆挤出机上,与2#机原喂料系统组成“双喂料系统”,在第1次改造完成后的试验过程中,发现喂料系统下方垫片由于震动而发生位移,而后进行了第2次改造,增加了固定支架,解决了震动位移问题。改造的双喂料系统由主喂料器、辅喂料器、机筒等组成。生产原料通过主、辅喂料器进行喂料,主要原料聚丙烯粉料等经主喂料器进入机筒,辅料降解剂经辅喂料器进入机筒,主要原料和辅料进入机筒后,在一定的温度下,经螺杆剪切、混合、反应、挤出,生产出涂膜料产品,双喂料系统流程[2]见图2。
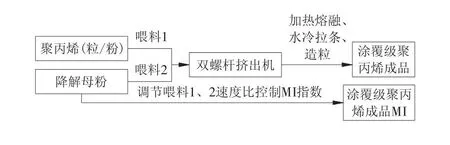
图2 双喂料系统流程
3 实际运行情况
(1)首先混合母粉,其中主料T30S从主喂料口加入,降解剂从辅喂料加入,将母粉与基料T30S通过双喂料系统进行喂料混合。通过检测成品涂覆级聚丙烯指数波动范围:MI±5 g/10 min,判断双喂料系统改造是否适用于涂膜料生产[3,4]。
(2)方案一:用大庆华科股份有限公司生产的粉料(MI值为8 g/10min)与引发剂混合制成降解母粉(配比100:1.2),而后将降解母粉与T30S通过双喂料系统进行喂料,聚丙烯T30S从主喂料口进料,辅料降解母粉从小喂料口进行喂料,生产时间从上午10:00至下午13:30结束,结果见图3。
(3)方案二:同一方法用大庆华科股份有限公司生产的降解母粒与T30S双喂料系统进行喂料,生产时间从下午13:45至17:00结束,结果见图4。
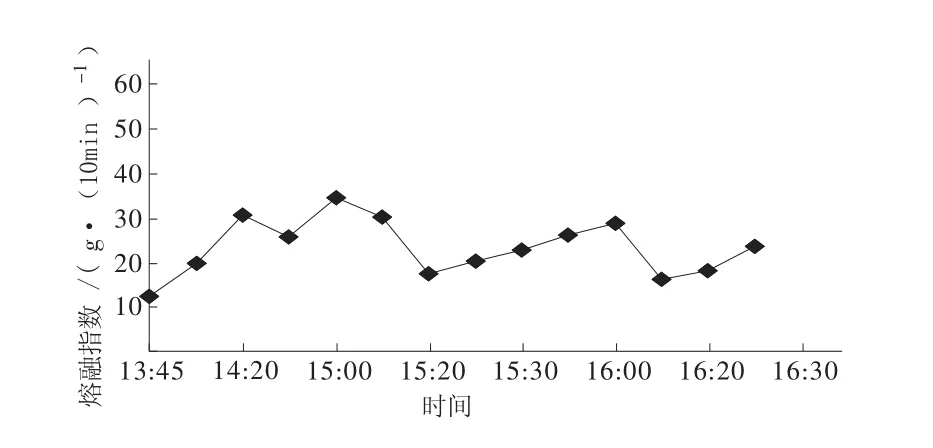
图4 方案二的实验结果
从图3,4可看出,采用降解母粉+T30S双喂料试验过程中指数波动范围较大(22~35 g/10min),11:10以后数据较稳定,数据均在23~30 g/10min之间;而采用降解母粒+T30S双喂料试验,整个过程指数波动平稳(38~40 g/10min)之间[5]。
4 结束语
双螺杆挤出机的双喂料系统实施技术改造后,涂覆级聚丙烯生产过程中不同原料加料均匀性得到保证,且可以根据产品涂膜料熔融指数检测结果及时进行降解剂添加比例调整。产品熔体流动速率在37~40 g/10 min之间,产品一级品率由94.1%提高到98.7%,提升了涂膜料产品市场竞争力,具有显著的经济效益和节能效果,达到节能减排的要求,具有推广应用价值。
[1]赵国春.聚丙烯涂覆专用料的研制与应用[J].现代塑料加工与应用,1986(6):38-41.
[2]黄松.涂覆级基乙烯聚丙烯树脂开发现状与应用[J].塑料科技,2007(3):43-45.
[3]罗磊.PP涂覆专用料的制备[J].塑料加工应用,1998(3):20-23.
[4]罗国荣.涂覆级PP综述[J].塑料科技,1997(4):51-53.
[5]李鹏,耿孝正.同向啮合双螺杆挤出机捏合块流道三维流场分析[J].中国塑料,2000(3):75-82.
Optimization and improvement of process for coating grade PP production using twin-screw extruder
Meng Fanyue
(Development Company of Daqing Petrochemical Company,Daqing 163714,China)
Improvement was made to the feeding system of the twin-screw extruder,which changed the single feeding system into the double feeding system.The result showed that,the improved feeding system can meet the requirement of practical production, the quality of the coating grade PP produced is stable,and the performance of it is excellent.Under the premise of meeting the production process requirement,the improvement not only optimized the production process flow of the coating grade PP,simplified production process control,but also reduced energy consumption,had better economic benefit.
double feeding system;extruder;coating grade;melt index
TQ320.5
:B
:1671-4962(2017)03-0018-02
2017-02-12
孟范悦,女,工程师,2007年毕业于大庆石油学院化学工程与工艺专业,现从事化工生产技术管理工作。