冷精锻工艺设计
2017-08-01张清林
【实用精密锻造知识系列介绍之十一】
冷精锻工艺设计
图21所示为用于汽车变速器零件的典型的阶梯轴成形的3工序配置。第1工序为阶梯轴的上端细轴和下端细轴都一次缩颈挤压成形、第2工序镦粗中部凸缘部位,同时校正上端细轴和下端细轴的同心度。第3工序缩颈挤压成形矩形花键和渐开线花键齿形。
正挤压坯料的高径比>6时,外部摩擦力高,像齿形成形这样的减径挤压适合于花键轴齿形的成形。这种减径挤压断面减少率的极限,圆形坯料为33%,花键齿形为20%~25%。
图22为花键成形的实物照片。其入模角α在25°以下,图上X尺寸的大小和入模口形状为船底或其他形状。入模口形状对齿形精度和齿面圆角的成形影响很大,也影响挤压成形时成形件是否粘模。

图21 轴-轴的挤细作为主体的3工序配置
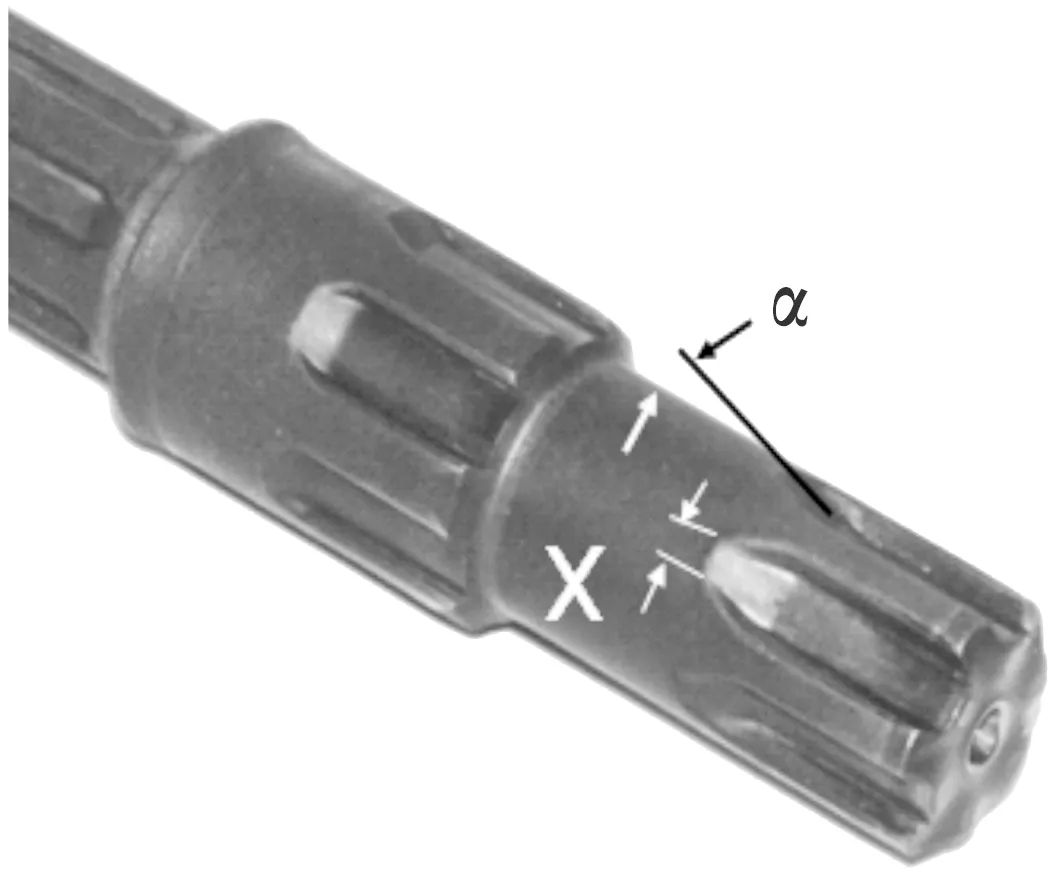
图22 齿形成形件实物
8.中空锻件挤压成形的工艺設計
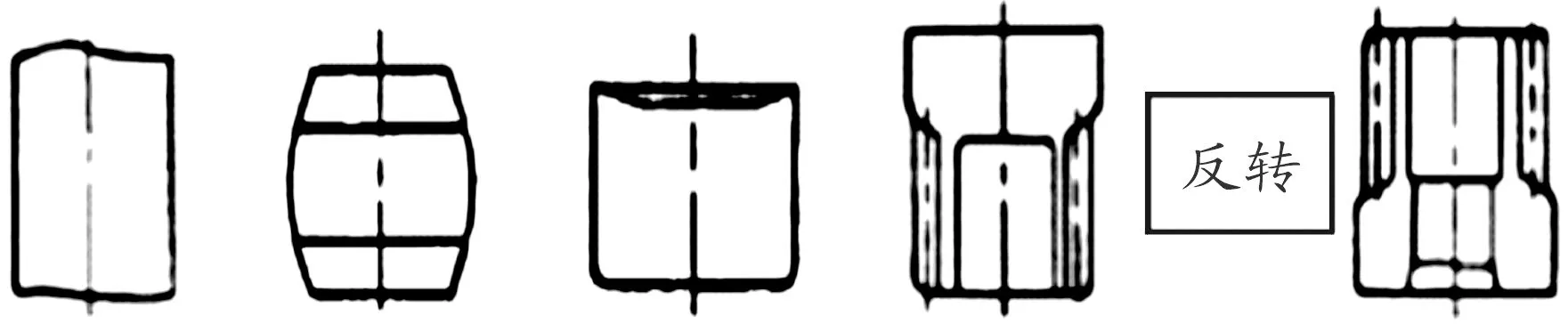
图23 正齿轮正挤压成形实心坯料的工序配置
采用中空锻件,有利于产品的轻量化。成形过程中由于断面减少率下降,金属易于流动也可成形出高精度、高附加值的接近最终零件形状的锻件,如内孔部位是凸轮、内齿轮等。
图23所示为用于卧式多工位镦锻机的工序配置,从磷酸亚铅被膜处理后的卷材开始切断,由2工序的锻造素材制作和正挤压正齿轮的齿形,最后工序为将其反转冲孔,使用1台镦锻机可以完成成形。这个锻件的成形工序少,但需要对内孔后续切削加工。
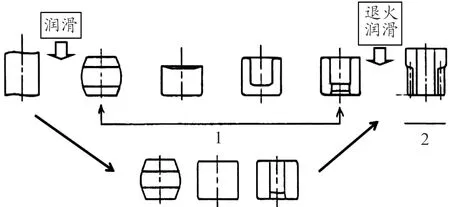
图24 正齿轮反挤压成形中空坯料的成形工序配置
图24为用于立式锻造压力机的工序配置,将压力机剪断的坯料进行磷酸亚铅被膜覆盖等润滑处理措施。采用反挤压后冲孔获得中空坯料。图24介绍了两种制造正挤压齿轮齿形方案,所得出的预制坯的所有部位都产生加工硬化,所以要退火使其软化,重新获得良好的成形性能,再经润滑处理,进行齿轮正挤压成形。
与图23相比较,此工序配置的工序数增多,但齿形精度高、塌角小。中空锻造坯料的尺寸误差在0.03 mm以下,齿轮成形可以得到同样的精度,减少内径部位的切削加工。
图23和图24的工程配置孰优孰劣,除要考虑锻造工序的成形成本外,还必须考虑设备和全制造工序的总成本。
江苏中兴西田数控科技有限公司董事、总经理 张清林
