废旧锂离子电池三元正极材料酸浸研究
2017-07-18朱显峰赵瑞瑞陈红雨
朱显峰,赵瑞瑞,常 毅,陈红雨
( 1.华南师范大学化学与环境学院,广东 广州 510006; 2.广州市能源检测研究院,广东 广州 511400 )
·环境保护·
废旧锂离子电池三元正极材料酸浸研究
朱显峰1,赵瑞瑞1,常 毅2,陈红雨1
( 1.华南师范大学化学与环境学院,广东 广州 510006; 2.广州市能源检测研究院,广东 广州 511400 )
采用有机苹果酸(C4H6O5)和还原剂H2O2作为浸出剂,对废旧锂离子电池三元正极材料的酸浸过程进行研究,从苹果酸浓度、还原剂用量、固液比、浸出时间和浸出温度等5个方面对浸出条件进行优化,并对浸出机理进行探讨。当酸的浓度为1.25 mol/L、还原剂的体积分数为1%、固液比为30 g/L时,在80 ℃条件下水浴80 min,Li、Ni、Co和Mn等4种元素的浸出率最高,都达到95%以上。
废旧锂离子电池; 三元材料; 酸浸; 苹果酸
锂离子电池用三元正极材料LiNixCoyMnzO2综合了钴酸锂和锰酸锂材料的优点,既保持了良好的循环性能,又降低了成本,应用日趋广泛。废旧锂离子电池中三元材料的回收主要涉及3个基本工艺过程:①正极材料与集流体铝箔的分离;②材料中镍、钴、锰与锂的浸出;③镍、钴、锰与锂的分离及应用等。
目前,三元材料的浸出主要采用酸浸出,即用酸+还原剂作为浸出体系,用到的还原剂有H2O2、Na2S2O3、Na2SO3、NaHSO3、FeSO4及抗坏血酸等。按照浸出体系中酸的种类,可分为有机酸浸出体系和无机酸浸出体系两类。
在无机酸浸出体系中,有关H2SO4和H2O2的研究较多。M.Pratima等[1]用1 mol/L H2SO4和0.075 mol/L NaHSO3为浸出剂,在固液比为20 g/L、95 ℃的条件下反应4 h,对三元正极材料进行浸出,Li、Co、Ni和Mn的浸出率分别达到96.7%、91.6%、96.4%和87.9%。陈亮等[2]采用H2SO4+H2O2为浸出剂对三元材料进行浸出,并对Ni、Co和Mn进行了回收。最优浸出条件为:液固比10∶1、H2SO4浓度2.5 mol/L、H2O2加入量2.0 ml/g(粉料)、温度85 ℃及浸出时间120 min。在此条件下,Co、Mn和Ni的浸出率分别达到97%、98%和96%。X.P.Chen等[3]以H2SO4和H2O2为浸出剂,对钴酸锂、锰酸锂和三元材料的混合粉料进行浸出,并回收有价金属;浸出条件为:2 mol/L H2SO4+2% H2O2、液固比为20 ml/g,在80 ℃下反应60 min;在此条件下,Ni、Co、Mn和Li的浸出率分别达到了98.7%、98.2%、97.1%和81.0%。
盐酸和硝酸等也可用作浸出酸,但使用硫酸不会有Cl2、SO2和NOx等有毒气体产生。相对于无机酸而言,有机酸的浸出条件大多较温和,对设备的腐蚀性也较低,而且废液处理较易。目前研究较多的有机酸有葡萄糖酸、乙酸、三氯乙酸、三氟乙酸、柠檬酸和琥珀酸等。X.H.Zhang等[4]用生物可降解的三氯乙酸和H2O2为浸出剂,对三元正极材料LiNi1/3Co1/3Mn1/3O2进行浸出,确定的最佳浸出条件为:3.0 mol/L三氯乙酸、4% H2O2、固液比50 g/L、在60 ℃下反应30 min。在此条件下,Ni、Co、Mn和Li的浸出率分别达到93.0%、91.8%、89.8%和99.7%。X.P.Chen等[5]以柠檬酸和H2O2为浸出剂,对废旧锂离子电池的三元正极材料进行浸出并分离回收有价金属;浸出条件为:2.0 mol/L柠檬酸、2% H2O2、固液比30 g/L、在80 ℃下反应90 min。在此条件下,Ni、Co、Mn和Li的浸出率分别为97%、95%、94%和99%。
苹果酸(C4H6O5)作为浸出酸,对Li、Ni、Co和Mn等4种元素的浸出率较高;与无机酸[6]相比,对铝箔集流体几乎没有溶解作用,可省去铝离子除杂的步骤,不仅对环境友好、可避免无机酸的二次污染,还具有低成本的特点,简单易行,可实现大规模的工业化应用。为此,本文作者以工厂提供的废旧锂离子电池三元正极材料LiNi0.5Co0.2Mn0.3O2为对象,对C4H6O5的浸出工艺过程进行研究,并对反应机理进行探讨。
1 实验
1.1 标准溶液
锂标准溶液100 μg/ml(Aladdin公司,AR);基体:1% HNO3(Aladdin公司,AR)、镍标准溶液100 μg/ml(Aladdin公司,AR);基体:1% HNO3、钴标准溶液100 μg/ml(Aladdin公司,AR);基体:1% HNO3、锰标准溶液100 μg/ml(Aladdin公司,AR);基体:1% HNO3。
1.2 实验步骤
1.2.1 三元材料中元素含量的确定
先用浓盐酸(广州产,AR)和浓硝酸(广州产,AR)配制40 ml王水,再称取2.0 g三元正极材料LiNi0.5Co0.2Mn0.3O2(从杉杉公司提供的废旧锂离子电池中分离),加入带冷凝管的三口烧瓶中,恒温60 ℃水浴加热、搅拌10 h,使材料完全溶解。过滤浸出液,滤液用5%的稀HNO3定容500 ml;再稀释200倍,测定Li、Ni、Co和Mn等4种元素的含量。
1.2.2 三元材料的浸出
以苹果酸(C4H6O5,天津产,AR)为浸出酸、H2O2(广州产,AR)为还原剂,从苹果酸浓度、还原剂用量、固液比、浸出时间和温度等方面,对三元正极材料的浸出条件进行优化。
苹果酸浓度的优化实验。首先配制100 ml苹果酸浓度为0.25 mol/L、H2O2体积分数为1%的浸出剂加入烧瓶中,然后再称量2.0 g的三元材料加入烧瓶中,在60 ℃下水浴加热搅拌反应60 min后过滤,即可得到苹果酸浓度为0.25 mol/L时的浸出液。其他条件不变,只改变浸出剂中苹果酸的浓度,即可得到不同苹果酸的浓度时的浸出液。
还原剂用量的优化实验。首先配制100 ml H2O2体积分数为0.5%、苹果酸浓度为0.8 mol/L的浸出剂加入烧瓶中,然后再称量2.0 g的三元材料加入烧瓶中,在80 ℃下水浴加热搅拌反应80 min后过滤,即可得到H2O2体积分数为0.5%时的浸出液。其他条件不变,只改变浸出剂中H2O2的体积分数,即可得到不同H2O2的体积分数时的浸出液。
固液比的优化实验。首先配制100 ml苹果酸浓度为0.7 mol/L、H2O2体积分数为2%的浸出剂加入烧瓶中,然后再称量2.0 g的三元材料加入烧瓶中,在80 ℃下水浴加热搅拌反应90 min后过滤,即可得到固液比为20 g/L时的浸出液。其他条件不变,仅改变所浸出三元材料的用量,即可得到不同固液比条件下的浸出液。
浸出时间的优化实验。首先配制100 ml苹果酸浓度为0.8 mol/L、H2O2体积分数为1%的浸出剂加入烧瓶中,然后再称量2.0 g的三元材料加入烧瓶中,在80 ℃下水浴加热搅拌反应20 min后过滤,即可得到浸出时间为20 min时的浸出液。其他条件不变,仅改变浸出的时间,即可得到不同浸出时间条件下的浸出液。
浸出温度的优化实验。首先配制100 ml苹果酸浓度为0.8 mol/L、H2O2体积分数为2%的浸出剂加入烧瓶中,然后再称量2.0 g的三元材料加入烧瓶中,在40 ℃下水浴加热搅拌反应60 min后过滤,即可得到浸出温度为40 ℃时的浸出液。其他条件不变,仅改变水浴加热的温度,即可得到不同浸出温度条件下的浸出液。

表1 最佳实验条件的研究Table 1 Study for the best experiment condition
浸出液中锂元素的含量用Optima 8300型电感耦合等离子体发射光谱(ICP-OES)仪(美国产)来测定;Ni、Co和Mn等3种元素的含量用TAS-986火焰型原子吸收(AAS)仪(北京产)来测定。
浸出率(LE)的计算公式为:
(1)
式(1)中:M为金属的相对分子质量;Co为浸出液中金属离子的浓度;Vo为浸出液的体积;m为正极原料的质量;w为正极原料中金属的质量分数。
1.3 分析方法
用Rigaku X射线粉末衍射仪(日本产)分析正极材料的晶体结构,CuKα,λ=0.154 nm,步长为0.02 °,扫描速度为6 (°)/min,管压40 kV、管流30 mA。
2 结果与讨论
2.1 三元正极材料的分析
图1为三元正极材料的XRD图。

图1 三元正极材料的XRD图Fig.1 XRD spectrum of ternary cathode materials
从图1可知,该正极活性物质是LiNi0.5Co0.2Mn0.3O2晶体,具有典型的α-NaFeO2层状结构,为六方晶系,归属于R-3m空间群,(018)/(110)和(021)/(116)峰分裂明显,说明材料具有良好的层状结构。
2.2 酸浸过程研究
废旧电池的正极材料在消解后测得的各元素质量分数见表2。
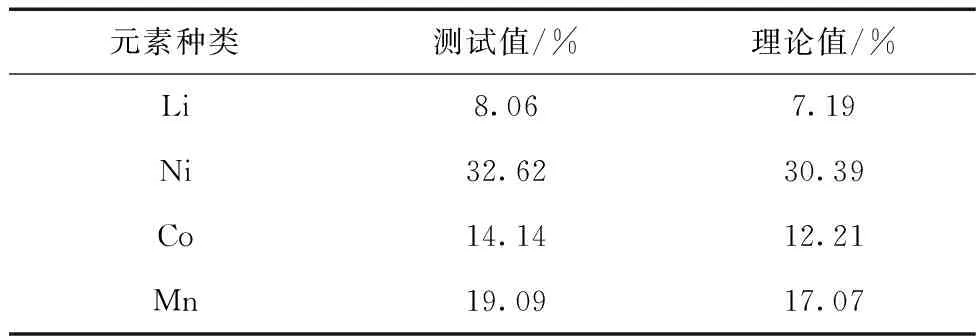
表2 正极材料中各元素的质量分数Table 2 Mass fraction of each element in the positive materials
从表2可知,正极材料组成与化学式LiNi0.5Co0.2Mn0.3O2基本相符。
按表1的设计,对酸浓度、还原剂体积比、固液比、浸出时间和温度等5个条件进行研究,确定最佳实验条件,实验结果见图2。

1:Ni 2:Co 3:Mn 4:Li 图2 各实验条件对浸出率的影响 Fig.2 Influence of each experiment condition on the leaching efficiency
从图2(a)可知,当苹果酸浓度为0.25 mol/L时,Ni、Co和Mn的浸出率分别是78%、74%和76%。当浓度小于0.75 mol/L时,3种元素的浸出率随着酸浓度的增加而增加;当浓度大于1 mol/L后,4种元素的浸出率值均出现一个平台,当苹果酸的浓度达到1.25 mol/L时,浸出率均达到最大值,Ni、Co和Mn分别为98%、99%和99%。当浓度大于1.25 mol/L时,浸出率基本上不再发生变化。
从图2(b)可知,当实验过程中不加H2O2时,只有35%的Ni、37%的Co和36%的Mn被浸取出来。当φ(H2O2) = 0.5%时,所有的浸出率都增加到90%以上,φ(H2O2)从0增加到0.5%,浸出率的变化很大,曲线出现一个非常陡的斜坡。当φ(H2O2)增加到1.0%时,Ni的浸出率超过97%,而其他元素的浸出率接近100%。继续增加还原剂用量,浸出率有微小的波动,但是基本趋于稳定。
从图2(c)可知,当固液比在20~30 g/L时,所有元素的浸出率几乎成一个平台,都在90%以上,在30 g/L的时候,Li的浸出率达到98%以上,而Ni、Co和Mn的浸出率达到了99%。继续增加固液比,各种元素的浸出率开始呈现下降的趋势,因此,30 g/L应该是最佳的酸浸固液比。
从图2(d)可知,浸出时间对浸出结果的影响相对要小,从20 min到120 min,Ni、Co和Mn元素的浸出率几乎形成一个95%以上的平台,在20 min的时候稍微低一点,基本都是95%左右,在80 min时达到最高,都在95%以上,随着时间的延长,浸出率没有太大的增加或减少,因此,80 min应该是最佳浸出时间。
从图2(e)可知,浸出率的变化分为两个阶段:20~70 ℃时,变化较大,20 ℃时,4种元素的浸出率都在20%~30%,到70 ℃时达到了90%以上,这个区间,浸出率几乎成直线上升的趋势。当温度大于70 ℃时,4种元素浸出率的变化趋于平缓,直到温度达到90 ℃,变化也不到5%,整体上几乎形成一个平台。由此可知,当浸出温度相对较低时,随着温度的升高,浸出率将明显增加;当达到一定温度时,浸出率增加的趋势变缓,几乎形成一个平台。
2.3 酸浸反应机理的探讨
酸浸所用的酸是苹果酸,即2-羟基丁二酸,为二元弱酸,分子式为C4H6O5,电离平衡常数Kα=1.4×10-3。C4H6O5会与过渡金属元素结合,生成络合物,且C4H6O5本身具有一个羟基结构,羟基具有一定的还原性,在反应过程中也能起到促进反应正向进行的作用。三价的Ni、Co和Mn都很难被酸溶解,二价则更容易被溶解,因此在酸浸过程中需加入H2O2作为还原剂,将三价的金属离子还原成二价(Li+不变),再与C4H6O5结合,生成可溶的络合物。可能发生的反应式如式(2)所示。
(2)
正极活性物质被苹果酸溶解的过程如图3所示。

图3 苹果酸浸出三元材料的机理示意图Fig.3 The sketch of mechanism for malic acid leaching ternary material
从反应机理可知,浸出三元材料时,主要是消耗了苹果酸所电离出的H+和还原剂H2O2,因此杂质离子对浸出过程的影响基本可以忽略。
3 结论
采用有机苹果酸(C4H6O5)和H2O2作为浸出剂,对废旧锂离子电池中的三元正极材料进行了酸浸过程的研究,从苹果酸浓度、还原剂用量、固液比、浸出时间和温度等5个方面对浸出条件进行优化,并对浸出机理进行了探讨。
酸的浓度、还原剂的体积比、固液比和酸浸的温度对酸浸过程的影响较大,而酸浸的时间对酸浸的影响较小。当酸的浓度为1.25 mol/L,还原剂的量为1%,固液比为30 g/L时,在80 ℃条件下水浴80 min,Li、Ni、Co和Mn等4种元素的浸出率都达到了95%以上,达到了较高的浸出水平。
酸浸过程的反应机理可分为两个部分:①三元材料被H+腐蚀,且其中的Ni3+、Co3+、Mn3+被H2O2还原成二价离子;②二价金属离子及Li+与苹果酸根结合,生成易溶的络合物,溶于浸出液中。
使用苹果酸作为浸出酸,不仅对Li、Ni、Co和Mn等4种元素具有较高的浸出率,而且与无机酸作浸出酸相比,对铝箔集流体几乎不产生溶解作用,可避免铝离子的除杂步骤,简化了回收工艺;不仅对环境友好、对实验设备的腐蚀较小,而且具有低成本的特点,简单易行,可实现工业化大规模应用。
[1] PRATIMA M,PANDEY B D,MANKHAND T R.Hydrometallurgical processing of spent lithium ion batteries (LIBs) in the presence of a reducing agent with emphasis on kinetics of leaching [J].Chem Eng J,2015,281:418-427.
[2] 陈亮,唐新村,张阳,etal.从废旧锂离子电池中分离回收钴镍锰[J]. 中国有色金属学报,2011,21(5):1 192-1 198.
[3] CHEN X P,ZHOU T,KONG J R,etal.Separation and recovery of metal values from leach liquor of waste lithium nickel cobalt manganese oxide based cathodes [J].Sep Purif Technol,2015,141:76-83.
[4] ZHANG X H,CAO H B,XIE Y B,etal.A closed-loop process for recycling LiNi1/3Co1/3Mn1/3O2from the cathode scraps of lithium-ion batteries:Process optimization and kinetics analysis [J].Sep Purif Technol,2015,150:186-195.
[5] CHEN X P,CHEN Y B,ZHOU T,etal.Hydrometallurgical reco-very of metal values from sulfuric acid leaching liquor of spent lithium-ion batteries [J].Waste Manage & Research,2014,32(11):1 083-1 093.
[6] 邓朝勇,张谊,杨茂麟,etal.硫酸-双氧水浸出废旧锂离子电池中的钴 [J].电池,2011,41(3):170-171.
Study on the acid leaching of ternary anode materials in spent Li-ion battery
ZHU Xian-feng1,ZHAO Rui-rui1,CHANG Yi2,CHEN Hong-yu1
(1.SchoolofChemistryandEnvironment,SouthChinaNormalUniversity,Guangzhou,Guangdong510006,China;2.GuangzhouEnergyTestingInstitute,Guangzhou,Guangdong511400,China)
Organic malic acid (C4H6O5) and reducing agent of H2O2were used as leaching agent to leaching the ternary anode materials of spent Li-ion battery.Five aspects of experimental condition,such as the concentration of malic acid,reducing agent,solid-liquid ratio,leaching time and leaching temperature were optimized,the mechanism of the malic acid leaching was discussed.The experimental results showed that when the concentration of acid was 1.25 mol/L,the volume quantity of reducing agent was 1%,solid liquid ratio was 30 g/L,bathed the materials in water for 80 min under the condition of 80 ℃,the leaching rate of four elements (Li,Ni,Co and Mn) were optimal,all above 95%.
spent Li-ion battery; ternary material; acid leach; malic acid
朱显峰(1993-),男,河南人,华南师范大学化学与环境学院硕士生,研究方向:锂离子电池回收;
广东省科技计划项目(2014B010128001),广东省质量技术监督局科技项目(2016CZ06)
10.19535/j.1001-1579.2017.02.011
TM912.9
A
1001-1579(2017)02-0105-04
2016-11-02
赵瑞瑞(1985-),女,河南人,华南师范大学化学与环境学院讲师,研究方向:锂离子电池关键材料及回收再利用,本文联系人;
常 毅(1985-),男,甘肃人,广州市能源检测研究院工程师,研究方向:锂离子电池检测;
陈红雨(1965-),男,湖南人,华南师范大学化学与环境学院教授,研究方向:电池及其关键技术。
