高强钢激光搭接焊接接头组织及显微硬度
2017-07-12刘庆永杜雁冰夏明生
刘庆永 杜雁冰 郭 健 夏明生
(唐山钢铁集团有限责任公司技术中心,河北 唐山 063016)
高强钢激光搭接焊接接头组织及显微硬度
刘庆永 杜雁冰 郭 健 夏明生
(唐山钢铁集团有限责任公司技术中心,河北 唐山 063016)
采用光纤激光器对汽车工业中常用的双相钢HC450/780DPD+Z和低合金高强钢HC420LA进行激光搭接焊试验,探索焊缝附近微观组织和显微硬度转变,并研究不同焊接速度对焊缝显微硬度的影响。结果表明,焊缝附近微观组织主要包括熔化区、热影响区和母材三部分。焊接速度一定时,从母材到焊缝,HC420LA的显微硬度变化趋势为先增加后保持不变,HC450/780DPD+Z的显微硬度变化趋势为先增加后减小再保持不变。而随着焊接速度的增加,HC420LA焊缝显微硬度先增加后保持不变,HC450/780DPD+Z焊缝显微硬度先增加后减小。
激光焊 搭接 焊接速度 显微硬度
0 序 言
随着汽车行业的发展,汽车轻量化逐渐成为当前趋势,在保证汽车性能不受影响和安全舒适驾驶的前提下,减轻车身重量,进而降低油耗、节约成本。双相钢与低合金高强钢等具有轻质、高强特点,在汽车领域具有广泛应用[1]。
稳定高效的焊接工艺是汽车轻量化的保证,而激光焊在降低车身重量、提高生产效率、改善焊接效果等方面具有较大优势[2]。激光焊实现了小区域内的快速加热和冷却,热影响区位置不同由于受热程度不同组织形貌也不同,导致材料硬度也不同,同时在不同焊接速度下,焊缝中心显微硬度也会发生变化。
针对上述方面,文中以汽车车身常用材料双相钢HC450/780DPD+Z和低合金高强钢HC420LA作为研究对象,进行不同焊接速度下高强钢激光焊接研究,探索焊接接头显微硬度的变化规律,同时分析在某焊接温度下形成接头的组织形貌和显微硬度的变化情况。
1 试验材料与方法
试验选用材料为唐山钢铁集团高强汽车板生产线生产的高强镀锌双相钢板HC450/780DPD+Z(以下简写为DP780+Z)和低合金高强钢HC420LA,其中DP780+Z厚度为0.9 mm,锌层厚度为100 g/m2,HC420LA厚度为1.0 mm。两种材料的主要化学成分和力学性能分别见表1、表2,两种材料的组织形貌分别如图1a~1b所示,其中双相钢DP780+Z主要由白色的多边形铁素体和深灰色的马氏体岛组成,高强钢HC420LA主要由白色的铁素体基体和弥散分布的碳化物组成。

表1 DP780+Z和HC420LA主要化学成分(%)

表2 DP780+Z和HC420LA的力学性能
采用SLCWF-X0610型激光切焊一体机进行焊接试验,接头采用搭接形式,经前期试验摸索,以厚板HC420LA为上板、薄板DP780+Z为下板,可以有更好的焊接效果[3]。激光焊接工艺参数主要包括激光功率、焊接速度、离焦量、搭接间隙等,试验中激光功率选取2 000 W,激光焦点位于钢板表面以下(即负离焦),数值选取板厚的1/4~1/3之间[4],搭接间隙为0 mm,同时重点调节焊接速度,分析焊接速度对焊缝成形和显微硬度等的影响。具体的焊接参数如表3所示。
焊接完成后,采用金相显微镜进行显微组织观察,观察前采用硝酸-酒精溶液(饱和硝酸水溶液4 mL,酒精96 mL)进行试样腐蚀。使用显微硬度计进行硬度测量,施加力1.96 N,加载时间15 s,加载速率为25 N/s,硬度测试点分别距上层表面和下层表面0.4 mm,在垂直焊缝方向上均匀分布,具体示意图如图2所示。

图1 DP780+Z和HC420LA的微观组织形貌

表3 激光焊接工艺参数

图2 显微硬度取点示意图
2 试验结果与讨论
2.1 激光焊接接头组织和显微硬度
激光焊接过程中,焊缝区域组织在激光的作用下快速的熔化凝固,形成熔化区(如图3中A区域),焊缝两侧区域受激光的热量影响发生有规律的组织变化形成热影响区(如图3中B区域),母材(如图3中C区域)在焊接过程中不发生变化,激光焊接接头总体形貌如图3所示。图中所选接头的激光焊接工艺参数为:激光功率2 000 W、离焦量-0.5 mm、搭接间隙0 mm、焊接速度2.1 m/min。

图3 激光焊接接头组织形貌
对上板HC420LA热影响区附近组织进行放大观察,如图4a所示。为了更好的观察焊缝的组织形态,对焊缝和热影响区进行如图所示的分区,可以看出焊接后的熔化区(FZ)和熔合区(FB)主要为粗大的板条马氏体,热影响区粗晶区(CGHAZ)主要为马氏体和少量残余奥氏体,热影响区细晶区(FGHAZ)则为细小的马氏体和残余奥氏体。粗晶区与细晶区差别有两点:一是粗晶区的马氏体含量比细晶区高,原因是粗晶区靠近焊缝区域温度较高,形成马氏体较多;二是粗晶区的晶粒尺寸比细晶区大,这是由于粗晶区温度较高,奥氏体化较充分,奥氏体晶粒严重长大,晶粒较大。临界热影响区(ICHAZ)为少量马氏体、细小的铁素体和游离分布的渗碳体,低温热影响区(LTHAZ)组织变化不明显,与母材(BM)类似,为白色的铁素体和游离分布的渗碳体。
对下板DP780+Z热影响区附近组织进行放大观察,如图4b所示,可以看出与HC420LA热影响区组织分布方式大体相同,但因为母材成分差异,热影响区组织仍有一定差别。焊接后的熔化区(FZ)和熔合区(FB)主要为粗大的马氏体,热影响区粗晶区(CGHAZ)和热影响区细晶区(FGHAZ)主要为马氏体、铁素体和残余奥氏体,其中粗晶区马氏体含量较多且晶粒较粗大,临界热影响区(ICHAZ)组织为铁素体、残余奥氏体和少量马氏体,低温热影响区(LTHAZ)与母材(BM)组织相同,都为铁素体和马氏体,但低温热影响区经过了一次快速升温降温的类“回火”过程,因此带状组织相比母材有一定程度的缓解。

图4 接头组织(1-FZ;2-FB;3-CGHAZ;4-FGHAZ;5-ICHAZ;6-LTHAZ;7-BM)
使用Fe-C相图可以对焊缝及热影响区各分区显微组织变化进行解释。各分区组织不同的原因就是受热程度不同,不同区域加热和冷却过程的区别导致了组织形态上的差异,具体焊接接头分区与Fe-C相图对应关系如图5所示[5],图中1~7区域分别对应焊缝、热影响区和母材各分区。
熔化区为母材受激光加热熔化的区域,熔化后快速凝固形成了大量的板条马氏体组织。熔合区为母材金属临界熔化区域,为δ铁素体和液相共存,冷却后也形成了板条马氏体组织。热影响区粗晶区和热影响区细晶区没有达到熔融状态,但经历了完全奥氏体化过程,冷却后形成一部分马氏体和残余奥氏体。临界热影响区经历了部分奥氏体化过程,冷却后组织为母材组织加少量马氏体和残余奥氏体。低温热影响区不会发生相转变,组织种类基本与母材相同,但由于经历了一次热循环,形态上有可能与母材出现差别。
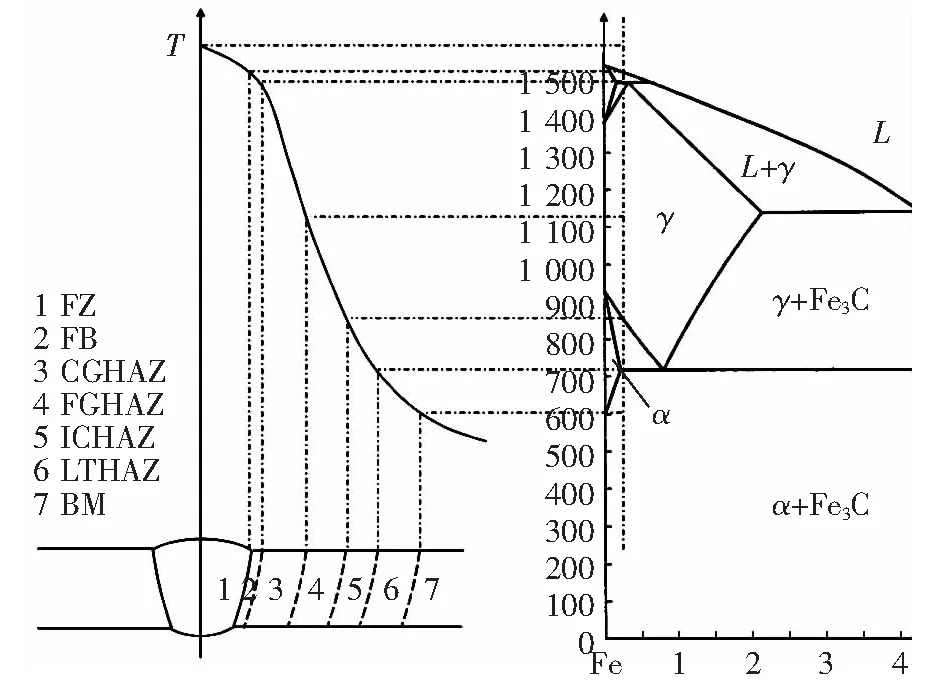
图5 单次热循环接头分区与Fe-C相图对应关系[5]
由于焊缝、热影响区、母材等各分区组织和成分不同,所以显微硬度也不同,为了得到明显的显微硬度变化趋势,需要各分区内有尽可能多的显微硬度点,所以选取表1中焊接速度最小的1号试样焊接接头进行显微硬度分析,图中两条线分别显示上板HC420LA和下板DP780焊缝附近的显微硬度变化,将显微硬度点的位置与各分区相对应,如图6所示。

图6 HC420LA和DP780+Z激光焊接接头显微硬度与组织分区对应关系
从图6中可以看出,HC420LA与DP780在焊接接头处显微硬度趋势变化有较大差异,对HC420LA显微硬度进行观察可知,低温热影响区为软化区,硬度相比母材有一定程度的下降。从临界热影响区到热影响区细晶区,随着组织中马氏体含量增加,显微硬度一直增加,进入到粗晶区之后,由于晶粒粗大,硬度稍有下降。到达熔合区和熔化区之后,由于板条马氏体的大量生成,材料显微硬度有了较大提升。对DP780+Z显微硬度观察可知,由于低温热影响区缓解了母材带状组织的影响,所以低温热影响区显微硬度比母材高。从临界热影响区到热影响区细晶区,DP780+Z的变化趋势与HC420LA相同,都是由于马氏体含量的增加,硬度逐渐变大。进入粗晶区后,由于晶粒粗大,显微硬度下降,并且由于DP780+Z的含碳量0.17高于HC420LA的含碳量0.077,组织淬硬性更好,所以DP780+Z热影响区硬度比HC420LA高。进入焊缝后,两母材金属熔化混合,液态金属总体的碳含量处在0.17到0.077之间,组织淬硬性也在两母材之间,所以焊缝处显微硬度相比DP780+Z热影响区硬度有所下降,比HC420LA热影响区硬度有所上升。
2.2 焊接速度对接头显微硬度的影响
HC420LA和DP780+Z在不同焊接速度下得到的接头显微硬度分别如图7a和图7b所示,为了便于观察图形,省略了一些中间焊接速度下生成焊缝的显微硬度。

图7 焊接速度对激光焊接接头显微硬度的影响
从图中可以看出,焊接速度对焊缝显微硬度的影响主要在两个方面:其一,随着焊接速度的增加,焊缝、热影响区等各区域宽度明显减小;其二,HC420LA和DP780+Z焊缝熔化区显微硬度均随焊接速度改变而发生变化。
不同焊接速度下得到的焊缝显微硬度如图8所示,随着焊接速度的增加,上板HC420LA焊缝显微硬度先增加后保持不变,推测原因为焊接速度过低时,焊缝处过热,晶粒长大明显,硬度偏低。随着焊接速度的增加,下板DP780+Z焊缝显微硬度总体呈先增加后降低趋势,推测原因为焊接速度过低时,焊缝处过热,晶粒过大,硬度较低,焊接速度过高时,焊缝处热量不足,马氏体含量下降,硬度下降。
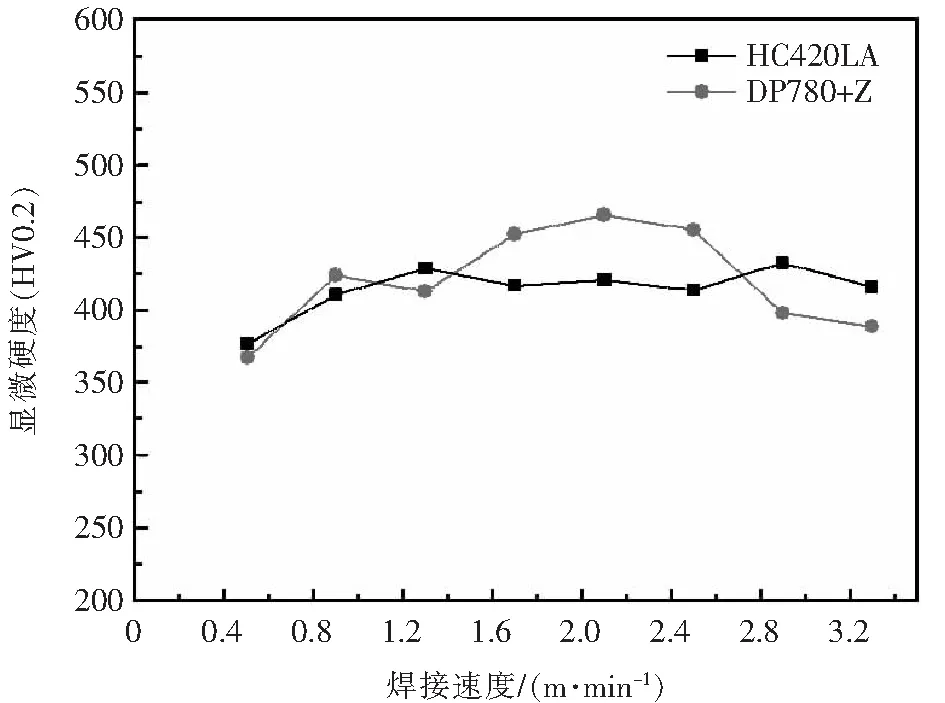
图8 不同焊接速度对HC420LA和DP780+Z焊缝显微硬度的影响
3 结 论
(1)接头焊缝及热影响区附近组织形貌的变化可以用Fe-C相图进行解释:熔化区(FZ)为母材受热熔化后重新凝固的组织;熔合区(FB)代表液相与固相的交界处;热影响区粗晶区(CGHAZ)与热影响区细晶区(FGHAZ)经历了完全奥氏体化过程;临界热影响区(ICHAZ)经历了部分奥氏体化过程;低温热影响区(LTHAZ)经历类“回火”过程;母材(BM)保持不变。
(2)HC420LA与DP780+Z激光焊接接头显微硬度分布不同,从母材到焊缝,HC420LA显微硬度变化趋势为先增加后保持不变,DP780+Z显微硬度变化趋势为先增加后下降之后保持不变,且两种母材在焊缝处的显微硬度基本相同。
(3) 随着焊接速度的增加, HC420LA焊缝处显微硬度先增加后保持不变;DP780+Z焊缝处显微硬度先增加后减小。
[1] 于 群. 车用双相钢DP780的激光焊接接头组织性能研究[D]. 北京: 北京工业大学硕士学位论文,2010.
[2] 胡 唯,张延松. 焊接速度对高强钢激光焊热影响区软化的影响[J]. 热加工工艺,2013,42(9): 166-167.
[3] 顾春影,陈根余,梅丽芳,等. 车身零部件的激光搭接焊与电阻点焊对比分析[J]. 热加工工艺,2011,40(17): 136-138.
[4] 马东升. 超高强度钢激光焊接工艺与接头力学性能[J]. 电焊机,2011,41(12): 35-36.
[5] 崔金鹏.高强度钢激光焊接的材料机理研究[D]. 上海: 上海交通大学硕士论文,2009.
2017-02-17
TG456.7
刘庆永,1990年出生,硕士。主要从事激光焊接、电阻焊接的试验研究和分析,已发表论文1篇,已申请专利5项。
