反极性等离子切割的流场及温度场数值模拟
2017-07-12郑世达克里夫出益戈里韩善果蔡得涛
郑世达 克里夫出·益戈里 韩善果 蔡得涛
(广东省焊接技术研究所(广东省中乌研究院),广州 510650)
反极性等离子切割的流场及温度场数值模拟
郑世达 克里夫出·益戈里 韩善果 蔡得涛
(广东省焊接技术研究所(广东省中乌研究院),广州 510650)
通过建立反极性等离子切割的数值模型,模拟了不同参数下的等离子体热力学和动力学特征。结果表明,等离子体在枪体内被加热加速并在压缩孔道内达到峰值,而在扩散区域和工件切割腔内等离子体的温度和速度基本保持恒定;等离子枪体的几何尺寸(喷嘴直径和压缩孔道长度)和工艺参数(电流、离子气流量和喷嘴高度)对等离子体的温度和速度具有重要的影响。
反极性等离子切割 枪体几何尺寸 等离子体温度 等离子体速度
0 序 言
相对于正极性等离子切割,反极性等离子切割的优势在于:在同样的能量参数下,弧长增加;在工件上形成更多的阴极斑点,可以减少切口宽度10%~15%;等离子体能量流分配更加均匀,有利于提高切割边缘垂直度;切割厚度增加,切割效率提高15%~20%[1-3]。等离子切割枪是等离子切割设备的关键部件,其可靠性、耐久性和切割性能的提高不仅需要高效的冷却系统,还需要枪体内部的结构尺寸的优化,因为枪体孔道尺寸、喷嘴直径与离子气流量、温度和压力差密切相关[4]。但关于反极性等离子切割枪的文献极少,文中研究目的是利用数值模拟的方法,模拟枪体结构和工艺参数对热场、流场的影响。
1 试验模型的建立
反极性等离子切割枪示意图如图1所示。反极性等离子切割设备上的工件接负极、焊枪接正极,枪体内的阳极为中空铜电极,通过绝缘旋流器与喷嘴分开,电极和喷嘴内部均有水冷孔道。工作时,等离子弧在中空铜电极和工件间燃烧,离子气通过旋流器切向孔供给到加热腔中。涡流离子气在加热腔内产生气旋,使得等离子根部沿着阳极的内表面快速移动,从而避免局部过热熔化。此外,形成的气旋在等离子弧与中空铜电极、喷嘴之间形成了有效的热绝缘,并确保弧柱在最低静态压力区域仍能保持沿加热腔轴线的稳定。

图1 反极性等离子切割枪
为了描述反极性等离子枪的热过程和气体动力学过程,在边界层可使用简化的磁流体动力学(MHD)系统[5]。
(1)

(2)
(3)
(4)

(5)
(6)
图2为空心阳极反极性等离子切割枪设计图,其中RA为中空电极的内半径,其长度一直延伸到Z1;等离子弧阳极点的位置为ZA,一般由试验获得;离子气G通过螺旋形孔道Z1≤z≤Z2进入等离子枪内;离子气被电弧加热后,经喷嘴导流后(Z3≤z≤Z4)进入压缩孔道,压缩孔道直径为Re,长度为Z4;等离子穿过空气后,便在待割金属上形成直径为Rc的切割孔洞,Rc值由试验获得。由上可知,等离子弧在等离子枪体、切割腔和空气三个部分中燃烧。

图2 反极性等离子切割枪设计方案
对于对称轴,边界条件应满足:
而对于特殊对称轴(0≤z≤Zc1),边界条件应满足:
在等离子枪体内(r=Rc(z),z≤0),当
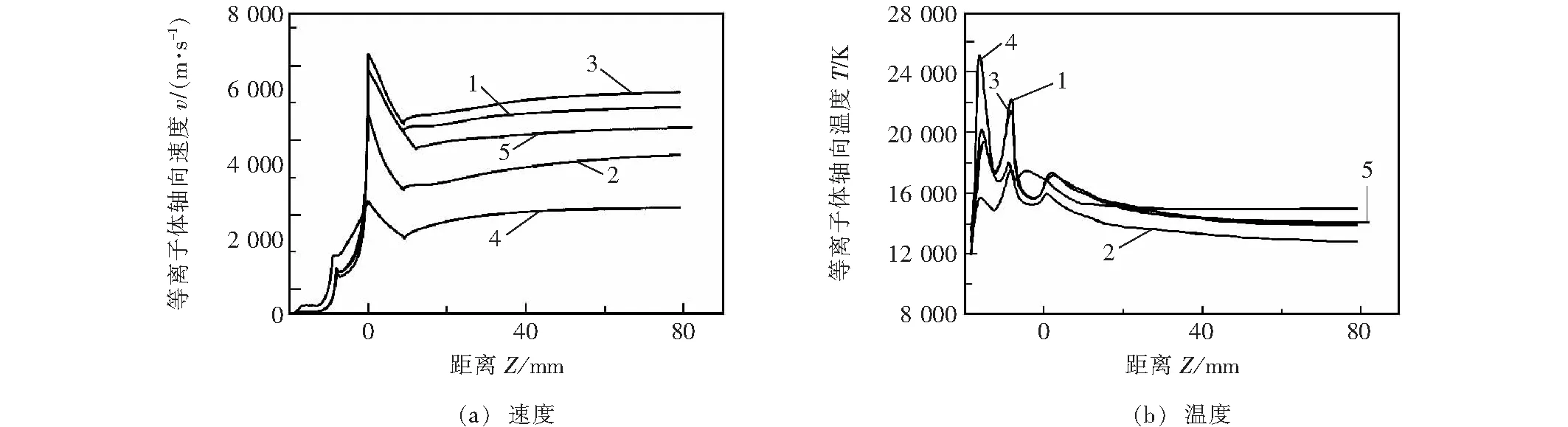
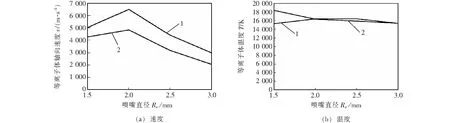
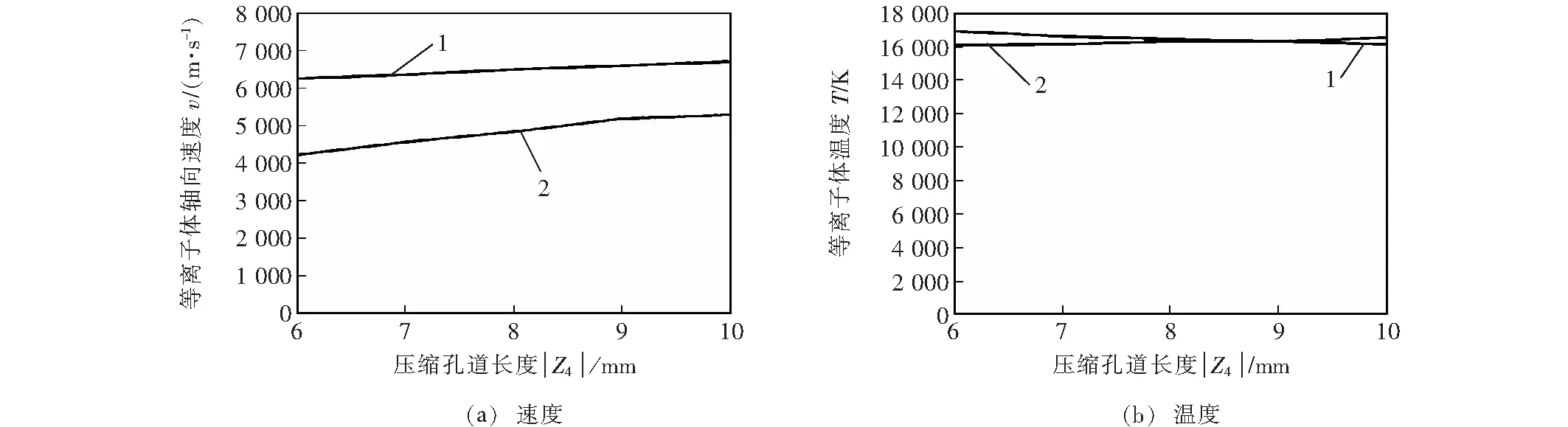
Rc(z)=RA;z Rc(z)=RA;z 离子气通过等离子枪的切向螺旋孔道形成涡流,其流量公式为: (7) 其等离子枪孔道的初始化条件为z=Z1;相应的离子气输入通道的外横截面: (8) w(r,Z0)=w0(r),T(r,Z0)=T0(r) (9) 根据给定的Z0=Z1横截面上等离子分布,可以确定等离子弧枪的工作孔道(Z1≤z≤0)、开放区域(0≤z≤Zc1)、切割孔(Zc1≤z≤Zc2)以及空心阳极(ZA≤z≤Z1)等离子体流的参数。 反极性等离子切割枪体的实际尺寸Re=2 mm,Z4=-8 mm,Z3=-13 mm,Z2= -17 mm,Z1=-18.5 mm,ZA= -58.5 mm,RA=7 mm。枪头距离切割工件距离为9 mm,切割工件的厚度为Zc2-Zc1=70 mm,电源负极Zc位于切割工件背部,即Zc=Zc2,且切割腔Zc2≤z≤Zc1。一个半径为RC的圆柱体,切割枪头工作参数为:电流I=350 A,离子气流量G=6.42 m3/ h。为了研究不同工艺参数对等离子切割的影响以实现参数的优化,在计算模型中,工作电流变化范围为200~400 A,离子气流速变化范围为5~8 m3/h,压缩孔道半径R2变化范围1.5~3 mm,它的长度变化范围为7~10 mm,工件到切割头距离变化范围为8~10 mm,被切割工件厚度变化范围为15~70 mm。 图3为反极性等离子切割时等离子体沿轴向的温度、速度分布模拟计算结果。由图可知,等离子体在等离子枪、扩散区、切割腔内的规律如下:低温的等离子体在孔道Z1≤z≤Z2处汇聚,并在狭窄导电区域(ZA)被加热电离,等离子体温度高达15~24 kK,但速度较低,同时在环形通道壁的冷却作用下,加热区域的等离子体保持着压缩状态。在Z3≤z≤Z4区间,等离子体逐渐被压缩,等离子体的速度和温度大幅度增加,速度达1 500~3 000 m/s,温度达18~22 kK。在压缩孔道Z4≤z≤0,速度急剧增加,而温度降低,速度达3 000~7 000 m/s,温度为16~18 kK。在0≤z≤Zc1范围内等离子体开始扩散,但等离子枪喷嘴和被切割表面距离较短,等离子体没有足够时间扩展,其温度和速度只是略微下降。在电磁场作用下,等离子体进入工件切割腔(Zc1≤z≤Zc2),受周围壁的作用处于压缩状态,速度较为均一,随着电弧逐渐填满切割腔,等离子体重新分布,导致等离子体的温度小幅度下降而速度小幅度增加。 图4和图5分别为等离子枪喷嘴出口和被切割工件表面的等离子体径向速度和温度分布,由图可知,在流量相同的条件下,喷嘴直径越大,即等离子体接触到被切割工件时其接触直径相应增加,其对应的等离子体速度急剧下降。在工件表面,随着距轴线距离的增加,等离子体温度和速度逐渐降低。 图6~7为等离子枪头喷嘴出口(z=0)、被切割产品表面(z=Zc1)的轴向速度、等离子体温度随电流、离子气流量变化图。由图中可知,扩散区(0≤z≤Zc1)的等离子体轴向速度随着电流、离子气流量的增加而增加;等离子体温度随电流的增加而增加,而随离子气流量的变化不大,这主要是因为等离子体边缘温度场的扩张以及等离子电导率的降低,其焦耳热相应的增加,电弧扩散部分的等离子体温度变化不是很显著。 图3 沿轴线的等离子体轴向速度和温度分布(1,4,5:I=350 А,G=6.42 m3/h; 2:I=200 А,G=6.42 m3/h; 3:I=350 А,G=8 m3/h;1,2,3:Re=2 mm,Zc1=9 mm; 4:Re=3 mm,Zc1 =9 mm; 5:Re=2 mm,Zc1=12 mm) 图4 枪头喷嘴出口(z=0)的径向速度和温度分布(1,4:I=350 А,G=6.42 m3/h; 2:I=200 А,G=6.42 m3/h;3:I=350 А,G=8 m3/h;1,2,3:Re=2 mm,Zc1=9 mm;4:Re=3 mm,Zc1=9 mm) 图5 被切割工件表面(z=Zc1)的径向速度和温度分布(1,4,5: I=350 А,G=6.42 m3/h; 2:I=200 А,G=6.42 m3/h;3:I=350 А,G=8 m3/h;1,2,3:Re=2 mm,Zc1=9 mm;4:Re=3 mm,Zc1=9 mm; 5:Re=2 mm,Zc1=12 mm) 图6 电流对等离子体轴向速度、温度的影响曲线(1:等离子枪喷嘴出口(z=0);2:被切割产品表面(z=Zc1)) 图7 离子气流量对等离子体轴向速度、温度的影响曲线(1:等离子枪头喷嘴出口(z=0);2:被切割产品表面(z=Zc1)) 等离子枪喷嘴几何尺寸对等离子体气体动力学和热力学特性影响如图8~9所示,由图可知,当喷嘴直径为某一值时,轴向速度达到峰值,但随着等离子体扩散范围的增加而急剧下降。随着压缩孔道长度增加,电弧在等离子压缩孔道内的时间增加,等离子枪喷嘴出口的等离子体温度和速度相应增加。 图10为喷嘴高度对等离子体的气体动力学特性和热力学特性影响曲线图,由图可知,工件表面的等离子体速度和温度随喷嘴高度的增加而直线减少。 图8 喷嘴直径对等离子体轴向速度、温度的影响曲线(1:等离子枪头喷嘴出口(z=0);2:被切割产品表面(z=Zc1)) 图9 压缩孔道长度对等离子体轴向速度、温度的影响曲线(1:等离子枪头喷嘴出口(z =0);2:被切割产品表面(z=Zc1)) 图10 喷嘴高度对等离子体轴向速度、温度的影响曲线(1:等离子枪头喷嘴出口(z=0);2:被切割产品表面(z=Zc1)) (1)以简化磁流体动力学(MHD)方程为基础,结合反极性等离子切割枪的几何结构,建立了气体热力学和动力学的数值模拟模型。 (2)模拟了不同条件下反极性等离子切割时等离子体沿轴向的温度、速度分布模拟计算结果,可知离子体在枪体内被加热加速,且在压缩孔道内达到峰值,而在扩散区域和工件切割腔内等离子的温度和速度基本保持恒定。 (3)模拟了不同条件下反极性等离子切割时等离子体在喷嘴出口和工件表面的径向温度、速度分布模拟计算结果,在流量相同的条件下,喷嘴直径越大,其对应的等离子体速度急剧下降;在工件表面,随着距轴线距离的增加,等离子体温度和速度逐渐降低。 (4)模拟了等离子枪喷嘴几何参数和工艺参数对等离子体在喷嘴出口和工件表面轴向温度和速度的分布规律,扩散区(0≤z≤Zc1)的等离子体轴向速度随着电流、离子气流量的增加而增加;等离子体温度随电流的增加而增加,而随离子气流量的变化不大;当喷嘴直径为某一值时,轴向速度达到峰值,但随着等离子体扩散范围的增加而急剧下降。随着压缩孔道长度增加,电弧在等离子压缩孔道内的时间增加,等离子枪喷嘴出口的等离子体温度和速度相应增加;工件表面的等离子体速度和温度随喷嘴高度的增加而减少。 [1] 韩善果,杨永强,闫德俊. 先进等离子焊接与切割技术研究现状[J]. 电焊机,2013,43(10): 6-9. [2] 杨素媛,潘文方. 国内等离子切割的现状及发展趋势[J]. 焊接,2010(3):24-27. [3] 水压缩弧等离子切割枪的研制与工艺试验[J].焊接,1978(3): 23-28. [4] 张义顺,董晓强,李德元. 等离子枪体内部流场及温升的模拟分析[J]. 焊接学报,2005,26(9): 77-80. [5] Madni I P,Pletcher R H. Prediction of turbulent jets in coflowing and quiescent ambients[J]. Fluids Engineering,1975,97(4): 558-564. 2017-02-20 高端铝制船体等离子-MIG复合焊接技术(2015B050502007);激光与等离子先进制造技术创新团队(201101C0104901263);第三批“外专千人计划”(WQ20124400119)资助项目。 TG407 郑世达,1961年出生,学士,高级工程师。主要从事焊接技术研究,已发表论文20篇。
2 模拟结果分析与讨论





3 结 论
