焊接速度对Mg-Mn系镁合金光纤激光焊接接头组织和成形的影响
2017-07-12张秋美侯军才
张秋美 侯军才
(陕西理工大学 材料学院,陕西 汉中 723003)
焊接速度对Mg-Mn系镁合金光纤激光焊接接头组织和成形的影响
张秋美 侯军才
(陕西理工大学 材料学院,陕西 汉中 723003)
采用大功率光纤激光器对Mg-Mn合金进行一系列激光焊接工艺试验,并对焊缝成形的形成规律、接头的微观组织进行研究。使用金相显微镜分析测试手段,研究光纤激光焊接接头各区域的显微组织,分析主要焊接参数(焊接速度)对焊接质量的影响。试验结果表明:当焊接功率为2 200 W、焊接速度为1 500~1 800 mm/min时,焊缝成形良好,无气孔缺陷。Mg-Mn合金激光焊接在不同的焊接参数下,焊缝的晶粒中均存在等轴晶和柱状晶,且晶粒主要组织为α-Mg固溶体和Mg8Ce金属间化合物。焊缝的组织形态受到焊接速度的影响比较明显,随着焊接速度的不断升高,焊缝的熔宽相应减小,且晶粒尺寸也随之减小。
晶粒尺寸 树枝晶 等轴晶 熔宽 气孔
0 序 言
镁合金由于具有密度小、比弹性模量大、传热性能好等优点,可有效减小汽车的振动与噪声。此外,产品回收利用率高,可高度集成化应用,减小部件在加工和组装过程中的费用,使产品在设计过程中更加简洁、灵活,对于研究环保型的低能耗工程机械、交通工具和医疗器械等具有重要的意义。而激光焊具有焊接速度快、热影响区小、工件变形小、自动化程度高、熔深大等优点,其焊接质量比传统焊接方法高,在不锈钢[1]、钛合金[2]、铝合金[3]上均进行相关的研究。 镁合金采用普通的熔焊焊接时容易晶粒长大。可见,激光焊非常适合焊接镁合金。国内对镁合金焊接研究主要集中于AZ系列合金(AZ31[4-6],AZ61[7]和 ZK60[8])和AM系列合金(AM60[9]),而对具有优异的耐腐蚀和高温性能的Mg-Mn系镁合金焊接研究较少,只有高明等人[10]研究了MB8镁合金CO2激光焊。为此,文中采用大功率光钎激光器对4 mm厚的Mg-Mn合金薄板进行焊接试验,研究焊接速度对接头显微组织和成形的影响规律,获得工艺参数窗口,为Mg-Mn系镁合金激光焊接的工程应用提供参考。
1 试验材料与研究方法
1.1 试验材料
试验采用尺寸为200 mm×80 mm×4 mm的长方体Mg-Mn镁合金薄板,并对其表面氧化膜和油脂进行清理。表1为Mg-Mn系镁合金的化学成分。用99.99%的高纯氩气作为焊接保护气体,并且分别在背面、侧面、正面进行保护。在正面进行施焊,背面穿孔焊接,侧面吹高纯氩气,进行不填丝对接焊。

表1 Mg-Mn系镁合金的化学成分(质量分数,%)
1.2 研究方法
试验选取3组试样进行激光焊,选用的输出功率均为2 200 W,速度分别为1 200 mm/min,1 500 mm/min,1 800 mm/min,并采用高纯氩气保护,保护气流量为20~30 L/min,离焦量均为0。为防止焊接变形,焊件两端采用夹具固定。表2为具体焊接工艺参数。焊接完成后,分析试样的表面成形质量。
1.3 金相试样制备
焊接完成后,用牙托水和牙托粉进行镶嵌,镶嵌后分别使用 120#,240#,600#,800#干砂纸将金相试样逐级磨平抛光后,使用腐蚀剂进行腐蚀(表3),腐蚀时间约为20~30 s。然后在金相显微镜上观察焊接接头微观组织形貌。

表2 激光焊接工艺参数

表3 腐蚀液的化学成分
2 试验结果及分析
2.1 焊接速度对焊缝表面成形的影响
Mg-Mn合金激光焊在焊接功率均为2 200 W,不同焊接速度下,试样正面和背面均形成焊缝,表明在三个焊接速度下,接头均被焊透。随着焊接速度的增大,鱼鳞纹连续均匀,焊缝成形质量进一步提高。当焊速为1 800 mm/min 时,焊缝正面的宽度为3 mm,背面的宽度为2 mm。
2.2 焊接速度对焊缝宏观形貌的影响
在不同焊接速度下接头的宏观组织如图1所示,焊接速度为1 200 mm/min的1#试样焊缝上部和下部均出现了气孔缺陷,而2#和3#试样未发现明显缺陷,在焊缝厚度方向上无界面,说明焊缝均已经被焊透,呈典型指状形貌,为小孔焊接,组织明显,所以焊接速度应选用1 500~1 800 mm/min为宜。且图1中1#试样熔宽明显最大,说明在激光功率恒定的条件下,随着焊接速度的不断减小,焊接热输入随之升高,熔池体积也相应增大,且焊缝的熔宽明显变大。这是因为随着焊接速度的不断减小,熔池流动的动能和方式将会改变,低速焊接下熔池吸收热量多,尺寸大而宽,且容易产生焊缝上表面下塌,熔化金属的体积较大,熔池的自身重力太大,其表面张力难以维持液态熔池的平衡,而使熔池从焊缝中间下沉,随后熔宽变大,在焊缝上表面形成凹坑,接头尺寸增大。当焊接速度较小时,热输入较大,熔化的金属体积较大容易使小孔坍塌将等离子气体封在小孔状的焊缝中从而形成气孔缺陷,如图1所示。
2.3 焊接速度对焊接接头微观组织的影响
2.3.1 母材区显微组织
Mg-Mn镁合金母材的显微组织形态如图2所示。可以看出,母材中分布着沿相同方向拉长的晶粒,个别处发生了明显的再结晶。母材的显微组织表明,母材经历热轧加工过程,发生了部分的动态再结晶。母材的显微组织为均匀α-Mg固溶体,且α-Mg固溶体基体中以及晶界上中布满了黑色细小颗粒Mg8Ce,其作为Mg-Mn合金中最重要的沉淀相之一,可以强化Mg-Mn镁合金板材,提升力学性能,而粗大的块状相为Mn相。
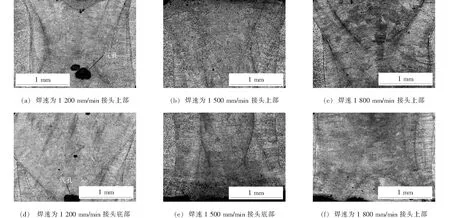
图1 不同焊接速度接头的宏观组织

图2 母材区微观组织
2.3.2 焊接接头的结晶形态
根据浓度过冷的结晶理论,焊缝的晶态与溶质浓度C0、结晶速度R和温度梯度G有关。从图3可以看出,在激光焊接即将完成时,由于母材的急冷作用,使得焊缝边缘区域具有很大的温度梯度G,界面成分过冷几乎为零,此时晶核结晶速度R非常小,使得平面晶得到发展,但由于冷却时间相对很短促,温度梯度变化相应很快,平面晶区域面积很小,并与液态金属前沿的成分过冷形成的胞状晶粒夹杂在一起,从而形成平面晶及胞状晶(图3a),图3a区域不稳定[7-8]。熔合线附近不断生长的晶粒开始向焊缝中心位置长大并伸入,随着晶粒的不断生长,热量不断传递,潜在的结晶热量析出等,熔合区液态金属的温度梯度G逐渐减小,结晶前沿的成分过冷明显增大,同时结晶速度也随之上升,在接近焊缝中心位置形成树枝晶(图3c)。随着成分过冷度增大,树枝晶占主导地位,其枝干不断向液态前沿生长,二次横枝也随之伸出,当焊缝中心附近的温度梯度G很小时,液态金属中成分过冷随之进一步上升,晶粒生长开始不受限制,自由生长,生成等轴树枝晶(图3e),所以镁合金激光焊焊接接头熔合线至焊缝中心的结晶趋势为平面晶-树枝状晶-等轴状树枝晶。因为平面晶的区域较小,Mg-Mn合金激光焊接接头主要由柱状树枝晶和等轴状树枝晶组成。
2.3.3 焊缝熔合区微观组织
不同速度下熔合区附近的组织形态如图4所示,焊速从1 200~1 800 mm/min变化时,熔合线附近均为柱状晶。焊速最大的3#试样的晶粒最细小,表明在焊接功率一定时,焊接速度越大,焊接热输入越低,从熔合线处生长的联生晶粒越细小,化学成分和组织越均匀,晶粒沿熔合线生长的方向越清晰。熔合区附近的组织中发现了黑色的Mn相和少量的Mg8Ce。表明,其组织为α-Mg基体分布着Mn相和少量的Mg8Ce。

图3 C0,R和G对结晶形态的影响
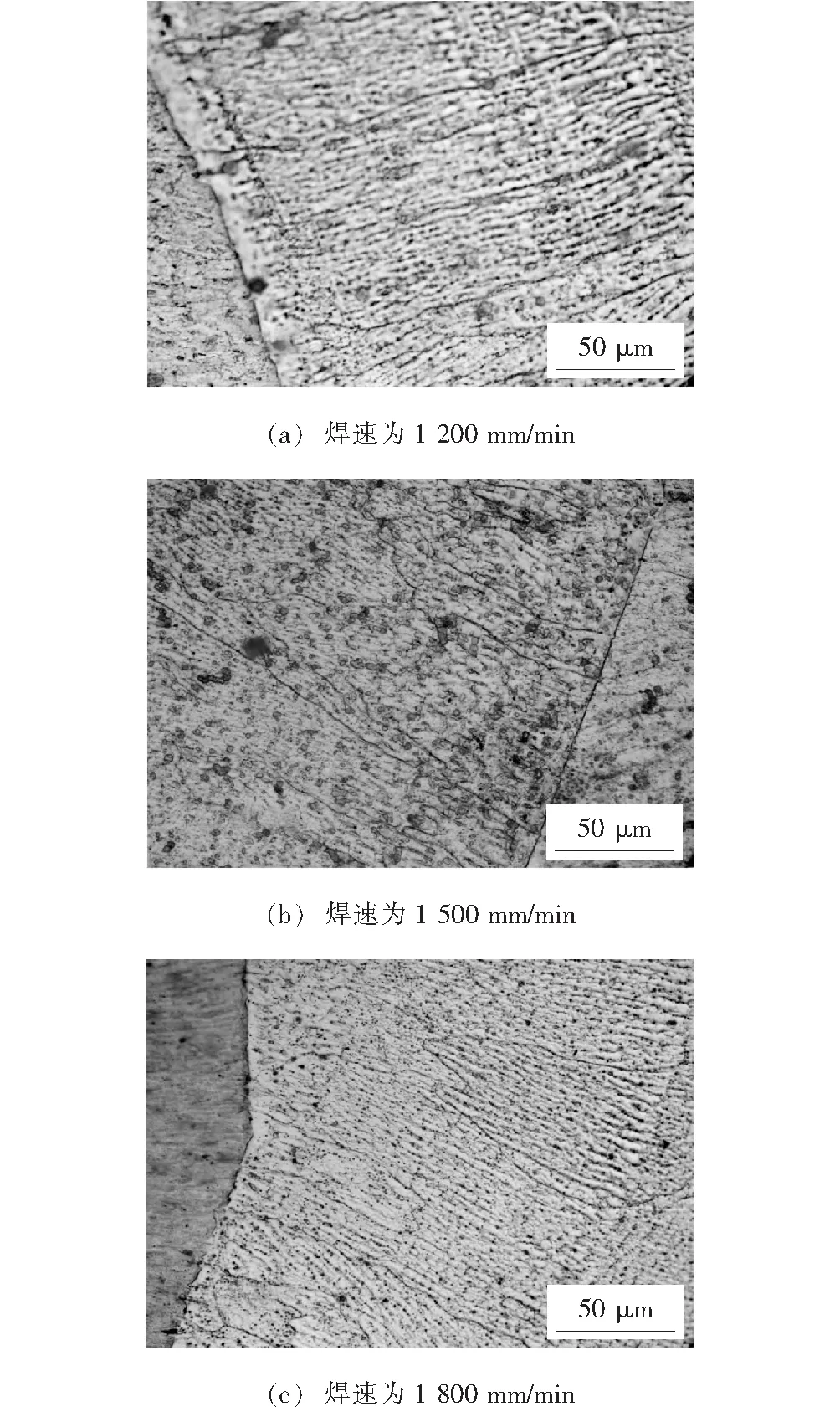
图4 不同焊接速度试样的熔合区的微观组织
2.3.4 焊缝中心区微观组织
图5为在激光功率一定的条件下,随着焊接速度的不断提升,焊缝区的晶粒尺寸随之减小。这是因为焊接速度提升后将会使熔池中心的温度梯度相应减小,导致成分过冷增大,晶粒结晶速度也随之增大;因此,当快速焊接时,在焊缝中心易出现细小均匀的等轴晶(5a);而低速焊接时,单位时间内输入熔池的热量较大,冷却速度相对降低,焊缝中出现的等轴晶较大(图5c);当焊接速度介于两者之间时,在焊接接头中出现了较细的等轴晶(图5b)。当焊接速度从1 200~1 800 mm/min变化时,接头中均出现了较多块状的黑色Mn相和少量的Mg8Ce相,且分布比较均匀。这是由于激光焊能量密度高,焊接速度大,焊缝中心的晶粒较细,致使第二相分布均匀。组织中未发现其他形态的新相生成。可见,焊缝区的组织仍然为其组织为α-Mg基体分布着Mn相和少量的Mg8Ce。

图5 不同焊接速度试样的焊缝中心微观组织
3 结 论
(1)Mg-Mn系镁合金激光焊缝呈典型指状形貌,当焊接功率为2 200 W、焊接速度为1 500~1 800 mm/min时,焊缝成形良好,在焊缝厚度方向上的宏观形貌无界面,4 mm厚镁锰合金板材被完全焊透,且未发现气孔缺陷。
(2)Mg-Mn系合金激光焊接接头主要由树枝状晶和等轴晶组成,晶内有大量均匀的颗粒状α-Mg相和少量的间隙化合物Mg8Ce。
(3)随着焊接速度的增大,焊缝的熔宽减小,晶粒尺寸减小。
[1] 孟根巴根, 夏明生, 潘文娜, 等. DP600冷轧双相钢的激光焊接性[J].焊接, 2016(8):46-49.
[2] 王 明, 程东海, 范 朝,等. 淬火处理对TC4钛合金激光焊接接头组织均匀性的影响[J].焊接,2015(6):19-22.
[3] 陈 超, 陈芙蓉, 张慧娟. 热输入对7A52铝合金光纤激光焊接头组织及性能的影响[J].焊接, 2017(1):35-38.
[4] 王红英,莫守形,李志军.AZ31镁合金CO2激光填丝焊工艺[J].焊接学报,2007,28(4):93-96.
[5] 何 文. AZ31B镁合金电阻点焊工艺及接头质量的研究[D].南昌:南昌航空大学工程硕士学位论文, 2011.
[6] Lee W B , Yeon Y M, Jung S B .Joining properties of friction stir welded AZ31B-H24 magnesium alloy[J].Materials Science and Technology , 2003, 19(6): 785-790.
[7] 王红英, 李志军. AZ61镁合金激光焊接接头的组织与性能[J].中国有色金属学报, 2006,16(8):1388-1393.
[8] 谢丽初,陈振华,俞照辉.ZK60镁合金的CO2激光焊接工艺研究[J].中南大学学报, 2011,42(5):1332-1337.
[9] 黎 梅.AM60镁合金焊接工艺及组织性能研究[D]. 长沙:湖南大学工程硕士学位论文, 2006.
[10] 高 明,曾晓雁,林天晓,等.MB8镁合金激光-MIG复合焊接分析[J].焊接学报,2009,30(2):71-74.
2017-02-07
陕西省教育厅科技基金项目(16JL1136);兰州理工大学省部共建有色金属先进加工与再利用国家重点实验室开放基金项目(SKLAB02014007)。
TG456.7
张秋美,1978年出生,硕士研究生,讲师。主要研究方向为高效焊接方法及材料的腐蚀与防护。
