螺旋挤压式对虾去头装置设计研究
2017-07-05苗庆波
苗庆波
王 伟
张秀花
李 铎
李珊珊
(河北农业大学机电工程学院,河北 保定 071001)
螺旋挤压式对虾去头装置设计研究
苗庆波
王 伟
张秀花
李 铎
李珊珊
(河北农业大学机电工程学院,河北 保定 071001)
设计了一种螺旋挤压式对虾去头装置,该装置根据对虾的生理特性和体型特征,利用对虾头部和虾体连接处薄弱的特性,依靠2个平行螺旋辊形成的螺旋槽夹持对虾头部并进行挤压使得对虾在头部与虾体分离,从而实现对虾的去头工作。对按照厚度分级后体长为120~150 mm的新鲜南美白对虾进行了试验研究,试验结果表明:螺旋挤压式对虾去头效果良好,去头率达到95%,得肉率达到68%,工作效率提高1倍多,为今后对虾去头装置的研制提供了参考依据。
对虾;去头;螺旋挤压
对虾肉质松软,易消化,富含蛋白质和镁、磷、钙等人体必需的元素,深受广大消费者的喜爱。中国是世界上最大的对虾生产国,也是对虾主要贸易国之一[1-3]。中国对虾养殖量和捕捞量较大[4],其中约有50%的对虾加工成虾仁。但是由于对虾头部壳体坚硬,且近年来江河湖海污染和泄露问题严重,鱼虾类吸收到体内的有害物质主要是通过血液流通并沉积到虾头部分造成重金属的堆积[5],在后续的加工工序中会导致虾头部分的重金属流出,从而污染虾仁、设备及周围的环境,造成重大的经济损失,因此对虾去头成为机械化深加工过程中最重要的环节之一。然而,中国在对虾机械化加工处理技术和装备方面相对落后,目前大多采用人工方式进行作业,劳动强度大且对虾的外壳坚硬极易刺破人手,产品易受细菌、病菌等污染,影响其鲜度和品质。
对虾去头是机械自动化深加工过程中的重点和难点,去头的质量和效果直接影响后续开背和剥壳工序,进而影响虾仁成品的质量[6-7]。William J.Gruber等[8]发明的摆动滚筒去头装置属于搅拌式去头装置,该方式耗能较大且去头过程复杂;Stephenson[9]发明的水射流去头装置需要在高压水流的冲击下完成去头,对动力装置要求严格;Edwin等[10]发明的刀切式去头装置对定位要求严格且虾肉浪费较严重;还有学者[11]发明了一种剥落式去头装置,该方式需做曲线运动,对运动轨迹要求严格。以上装置均能完成对虾的去头作业,但是由于这些装置机械结构及其运动过程复杂,成本高,使其应用受到限制。目前中国仍多采用手工去头,加工效率低、加工环境恶劣。
根据目前中国国情和当前市场的需要,本研究设计一种螺旋挤压式对虾去头装置,充分利用对虾头胸部和虾体连接处薄弱,依靠去头辊组之间的螺纹槽进行挤压去头。
1 对虾去头装置的总体机构
1.1 整机机构
对虾去头装置的结构见图1。该对虾去头装置主要由机架、输送夹持机构、去头机构和调整机构组成。调整机构分为间隙调整机构和高度调整机构,间隙调整机构安装在输送夹持机构的下方,高度调整机构安装在去头机构的上方;输送夹持机构主要包括输送带、尼龙辊、转动轴、张紧辊,输送带外表面设置有一层发泡海绵用来对对虾进行夹持,调整尼龙辊底部的调整装置来调节两条输送带之间的间隙,通过改变两条输送带之间的间隙来满足不同级别的对虾虾体夹持的要求,并进行对虾的输送,在每条输送带上都设置有2个张紧辊,用于对输送带的张紧,保证对虾虾体的夹持力;去头机构主要包括齿轮2、轴承、去头辊组3、转轴4,去头辊组由2个直径相同的去头辊组成,通过调节机架上的高度调整装置8来实现不同级别对虾的夹持,驱动装置带动去头辊组转动,使得对虾在2个去头辊形成的椭圆形螺纹槽中完成对虾的挤压式去头工作,并且试验过程中输送夹持机构和去头机构的运行速度匹配。
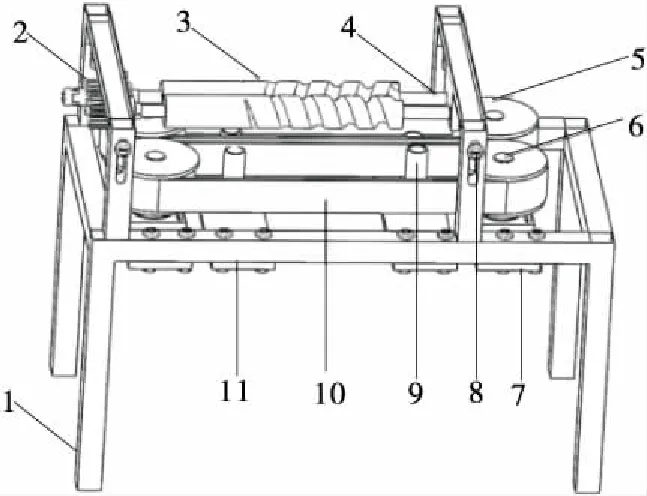
1. 机架 2. 齿轮 3. 去头辊组 4. 转轴 5. 尼龙辊 6. 转动轴 7. 间隙调整底板 8. 高度调整装置 9. 张紧辊 10. 输送带 11. 支撑底板
图1 对虾去头装置的结构图
Figure 1 The structure diagram of head-cutting device
1.2 工作原理
进行去头工作时,经过头尾定向后的对虾按头朝上的姿态由输送夹持机构将对虾向前输送,其中海绵输送带夹持着对虾虾体部分,而虾头部分位于输送带的上面不受海绵输送带的夹持。电机驱动去头辊组反向转动,由2个去头辊所行成的5组凹槽也将随着去头辊组的转动向前运动,当由海绵输送带夹持着经头尾定向后的对虾输送至对虾去头工位时,位于海绵输送带上方的对虾头部首先进入去头辊组上的螺纹所形成的大的凹槽里,随着两个去头辊的反向转动,对虾头部在去头辊组表面的螺纹所形成的凹槽里从大的凹槽逐渐到小凹槽直至到对虾头部完全被挤掉,虾仁部分在海绵输送带中继续向前输送直至掉落虾仁收集箱内。
在对不同级别的对虾进行去头工作时,需要对去头装置的关键参数进行相应的调整,采用了去头辊组与输送机构的间隙可调、海绵输送带的间隙可调的机械机构。针对不同级别的对虾调整好参数后,用螺栓进行拧紧固定。
2 关键工作部件的结构设计
2.1 去头辊组的设计
去头辊组的主要参数包括去头辊的直径、辊的表面硬度、辊表面上的螺距、螺纹的深度、辊的长度等因素,其不仅直接关系到对虾去头的效果以及效率,还决定了对虾去头装置的整体结构尺寸及其他与之相关的零部件的参数,所以对虾去头辊组的设计是去头装置的重要内容。
本设计基于挤压去头的基础上,对去头辊进一步优化,对虾去头辊组采用表面变径的螺纹,通过螺纹直径、深度以及宽度方向的变化,并通过去头辊组的反向转动,利用去头辊组与对虾接触表面的摩擦力对对虾头胸部进行挤压和拉拔,使得去头辊组在对对虾的头胸部进行挤压的同时对对虾的头胸部拉拔,直至头尾分离,对虾去头辊组的结构见图2。

图2 去头辊组的结构图Figure 2 The structure diagram of head-cutting rollers
参考前期的大量试验[1-7]数据,设置去头辊组的2个去头辊的直径相同,以保证对虾的头胸部挤压过程中的受力均匀,设定去头辊的最大直径为40 mm。根据测得的对虾的头胸部的最大厚度约为18 mm,为了保证能对所有级别的对虾进行去头,须保证对虾的头胸部能完全顺利进入到去头辊组的一端的最大凹槽中,设定去头辊的最大单边螺纹槽深度为10 mm,由去头辊组所组成的椭圆形凹槽的直径为20 mm大于南美白对虾头胸部最大直径18 mm。对虾头胸部在进入去头对辊的凹槽后,在去头辊组的反向转动时,需要对对虾的头胸部有一个渐进的挤压力,通过设置数控加工锥螺纹,其锥螺纹最大直径为60 mm,最小直径为40 mm,去头辊表面的螺距为40 mm,其螺纹有效长度为200 mm,故去头辊组可形成大小间隙不同的5个凹槽,保证了对虾在去头过程中的平稳进给。
2.2 输送夹持机构的设计
输送机构在本设计中起着输送和夹持的双重作用,因此输送机构的设计是整个去头装置的关键环节。由于对虾自身所具有的物理和生理特性(虾体部分具有柔性特性),对虾去头过程中夹持力太小不能使得对虾顺利实现去头,夹持力太大容易对对虾的虾体部分造成损伤,因此针对对虾所具有的柔性特性且不同级别对虾虾体厚度不同,设计了输送机构间隙可调的且具有弹性的海绵体输送带。
根据前期试验[5-6]测得的对虾各物理几何参数,分别对对虾的前4节的体长和体厚进行了测量,并进行了简单的统计可得,对虾虾体在长度方向上逐渐变薄,即成一定的锥度,根据测得的各节的长度和厚度计算对虾虾体长度方向的锥角,并对相同级别的对虾进行锥角验证,如图3所示,可得对虾虾体在长度方向上的锥角大约为6°~7°,因此设计输送带在其宽度方向上的角度为3°,两条输送带在竖直方向上所形成的夹角即为6°,因为海绵体本身具有弹性,保证了瘦长、矮胖等不同类型的对虾都能受到输送带的预紧力。
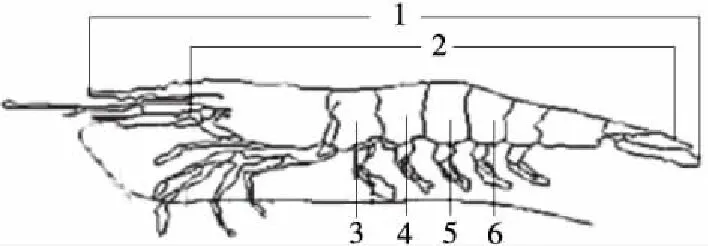
1. 全长 2. 体长 3. 第1节 4. 第2节 5. 第3节 6. 第4节图3 对虾测量尺寸简图Figure 3 The schematic diagram of shrimp measurements
为了满足不同级别对虾的去头,需对输送机构进行调整,输送机构间隙调节结构见图4,其中固定板固定在机架上,固定板和移动块上的中间及两侧分别设置有对应的圆孔和长槽,移动块上的圆孔安装有轴承以承载带轮轴,固定板和移动块上的长槽分别相对应,通过调节固定板上的左右2个移动块的距离来调节两个输送带的间隙,通过固定板和移动块上的长槽,使用调节装置来固定移动块与固定板的位置,以此确定2个输送带的间隙。
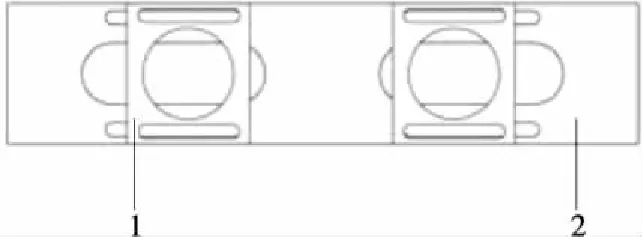
1. 移动块 2. 固定板图4 输送机构间隙调节结构Figure 4 The structure of gap adjustment of conveying mechanism
3 对虾挤压去头试验
3.1 试验设备
拉力测试机:FGS-500TV-S型,最大负荷100 N,精度0.01 N,福建艾普仪器有限公司;
电子天平:JM-A2003型,测量精度0.01 g,余姚市纪铭称重校验设备有限公司;
游标卡尺:601型,测量精度0.02 mm,哈尔滨量具刃具集团有限责任公司。
3.2 试验材料
鲜活南美白对虾:采购于河北保定市水产市场,其体型呈长筒形,虾体六节完整,选取体长为120~150 mm的作为试验样品。
3.3 试验方法与结果
先将经头尾定向的对虾放入到去头装置输送带外侧的发泡海绵上,在驱动装置的带动下输送夹持机构和去头机构共同作业实现对虾的去头工作。计算对虾去头的去头率、得肉率及加工时间。去头率为对虾头尾完全分离成功数占对虾总数的百分比,得肉率为对虾去头成功后质量占整个对虾质量的百分比,加工时间为每只对虾完成去头所需用的时间。该装置能够满足机械自动化去头装置的要求,去头效果良好,并与手工去头方式进行对比试验,结果(见表1)表明,对虾去头率达到95%,得肉率为68%,加工时间较手工去头少了50%以上,利用对虾头胸部和虾体连接部位薄弱的生理特性进行挤压去头,能够保留较多的虾肉避免浪费。
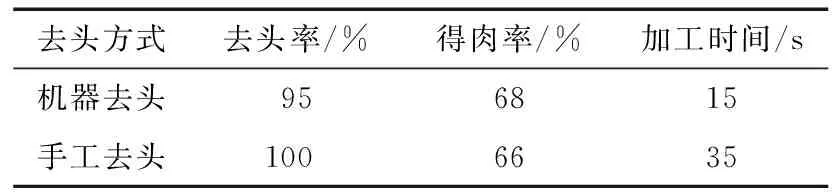
表1 对虾对比试验参数表Table 1 Shrimp comparison test parameter table
4 结论
结合对虾的体型特征,以对虾头胸部为依据,在挤压去头方式的基础上进一步优化,设计了一种新型的对虾去头装置,装置的去头辊组表面采用变径的螺纹槽,利用装置去头辊组形成变径的螺纹槽夹持对虾并进行挤压去头。经试验验证,去头后的对虾虾肉损失较少,解决了机械一刀切去头虾肉浪费严重的问题,为以后对虾去头装置的研究提供了一种新的思路和方法。对虾去头过程中对虾头胸部的重金属会对后续工序带来污染,因此在该装置上加装喷淋装置十分必要。为了更深入地研究喷淋对去头效果的影响,后续可以对不同的喷淋方式、角度和速度作进一步的研究。
[1] 张秀花, 赵庆龙, 赵玉达, 等. 对虾对辊挤压式剥壳工艺参数及预处理条件优化[J]. 农业工程学报, 2014, 30(14): 308-314.
[2] 赵庆龙, 张秀花, 王泽河, 等. 链板式长短V槽对虾开背去头一体机的设计与试验[J]. 食品与机械, 2015, 31(4): 91-93.
[3] 王泽河, 张丽丽, 张秀花, 等. 双辊式对虾粗定向方法的试验与研究[J]. 食品与机械, 2013, 29(6): 99-101.
[4] 张秀花, 赵庆龙, 王泽河, 等. 可调五辊式对虾剥壳机剥壳参数优化试验[J]. 农业工程学报, 2016, 32(15): 247-254.
[5] 李铎, 张秀花, 李珊珊, 等. 对辊挤压式对虾去头装置试验研究[J]. 河北农业大学学报, 2017, 40(1): 97-101.
[6] 李铎, 张秀花, 王伟, 等. 高转速圆盘刀对虾去头装置[J]. 江苏农业科学, 2016, 44(7): 407-409.
[7] 王泽河, 张泽明, 张秀花, 等. 对虾去头方法试验与研究[J]. 现代食品科技, 2015, 31(2): 151-156.
[8] GRUBER W J, ISLE G. Shrimp beheading Machine: United States, 3665556[P]. 1972-05-30.
[9] STEPHENSON F W. Method for beheading Shrimp: United States, 3309731[P]. 1965-08-30.
[10] MITCHELL E B. Apparatus for sizing and Beheading shrimp: United States, 4016625[P]. 1976-07-19.
[11] 陆友来. 对虾摘头装置[J]. 渔业现代化, 1979(3): 62-63.
Design and experimental researchon the screw extrusion device for shrimp head-cutting
MIAOQing-bo
WANGWei
ZHANGXiu-hua
LIDuo
LIShan-shan
(CollegeofMechanicalandElectricalEngineering,AgriculturalUniversityofHebei,Baoding,Hebei071001,China)
A kind of screw extrusion device for shrimp head-cutting was designed. According to the physiological and somatic characteristics, using the characteristic that shrimp head and the shrimp body poor connection, the device relied on the thread groove,which is formed by two parallel helical rollers, to hold the shrimp head and squeeze the shrimp head, to realized the seperation of shrimp body and head. The experimental study on the sample shrimps were selected with a body length from 120 mm to 150 mm. The results showed that the device of using the screw extrusion head-cutting was well, the head-cutting rate was 95%, the meat yield was 68%, and the work efficiency was double, which provided reference for the development of shrimp head-cutting device.
shrimp; head-cutting; screw extrusion
海洋公益性行业科研专项(编号:201205031);河北农业大学理工基金(编号:LG201501);河北农业大学理工基金(编号:LG20150104);河北省高等学校科学技术研究项目(编号:ZD2016111)
苗庆波,男,河北农业大学在读硕士研究生。
王伟(1984—),男,河北农业大学讲师,硕士。 E-mail:401182521@qq.com
2017—02—25
10.13652/j.issn.1003-5788.2017.05.022
