西门子840Dsl控制电主轴星角转换的技术应用*
2017-07-01邵毅马国艳沈阳机床集团有限责任公司沈阳110142
邵毅,马国艳(沈阳机床(集团)有限责任公司,沈阳110142)
西门子840Dsl控制电主轴星角转换的技术应用*
邵毅,马国艳
(沈阳机床(集团)有限责任公司,沈阳110142)
针对西门子840Dsl数控系统控制电主轴星角切换控制方式,以往均是利用编写PLC程序以及加工编程时采用不同的M代码来进行主轴的星角切换,文章通过对西门子840Dsl数控系统BICO SINAMICS驱动连接技术的研究,通过驱动反馈的实际主轴转速只读信号r关联控制单元参数p实现了主轴星角自动切换,经实际应用验证该方式性能稳定,接线简单,操作方便能够满足应用要求。关键词:西门子840Dsl数控系统;电主轴星角转换;参数设置
0 引言
随着数控机床高速切削的发展,为了获得更高的加工质量,降低生产成本,因此对数控机床电主轴的性能提出既要满足低速粗加工时的重切削,又要在高速切削时精加工的要求。为此很多电主轴厂家开发出的电主轴,可以在星型和角型连接方式下运行,这样可以满足电主轴在低速大转矩,又可以满足高速大功率的加工要求。如何实现电主轴星角接法的安全切换,保证数控机床的正常运行,是一项关键的控制技术[1]。
以往西门子数控系统控制电主轴的星角切换的方式是编写PLC程序块,程序中定义了电主轴星角切换时所对应的M代码,在编程时根据工艺要求的电主轴不同的转速来运行相对应的M代码,进而启动PLC中FC17基本功能块,来实现电主轴星角切换、以及生效相应的电机参数[2]。由于用作电主轴星角切换的M代码没有统一的标准,因此各个机床厂家所用的M代码也不相同,这样造成了程序通用性不强,容易出现混乱。并且编程人员在编程时需要时刻注意加工时主轴的转速,来确定所用的M代码,降低了工作效率。因此本文旨在开发一种避免外部人员介入只靠数控系统很据主轴的实际转速自动进行主轴星角切换以及生效相应电机参数的方法。
1 电主轴星角切换电路图
电主轴采用的是星角接线形式,从电主轴引出6根电机动力线。将其中动力线U1、V1、W1、U2、V2、W2与电源模块和两个接触器K1、K2相互连接(图1),当接触器K2吸合,接触器K1断开时,电主轴以星形方式低转速运行[3-4]。当接触器K2断开,接触器K1吸合时,电主轴为角形方式高转速运行。为保证电机运行安全,接触器K1与K2之间要进行互锁,不能同时吸合[5]。
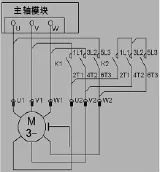
图1 电机接线图
西门子840Dsl数控系统中NCU控制端子X122各个隔离端子作为输入还是输出是可以自由设置的,选择X122上的端子3、4做为星角转换接触器K1、K2的反馈信号[6]。X122上的端子9、10作为星角转换接触器控制的输出控制,由于输出电流较小不足以带动接触器的线圈吸合,所以利用中间继电器K3、K4进行转接控制,如图2所示。
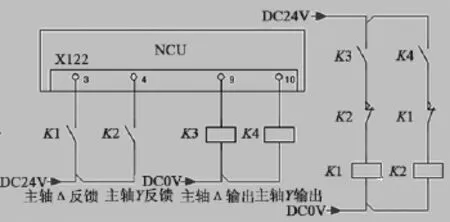
图2 NCU端子接线图
2 电机参数配置
由于此电主轴为高速电主轴,要保证低转速扭矩输出的要求,又要保证高转速时的功率恒定[7]。因此电主轴配置了两套参数,主轴厂家标定了主轴在4700转以下运转时,要使用并生效星型接法的参数。主轴在4700转以上运转时,同样使用并生效角型接法的参数[8]。由于该电主轴不是西门子生产的电机,在数控系统中配置电机时选择第三方旋转异步电机,在系统中电机组默认为一个,对于两套参数的电主轴要增加一个数组,在MDS0数组输入电机星型接法的参数,在MDS1数组输入电机角型接法的参数。
3 配置星角转换参数
3.1 主轴驱动参数设置
电主轴对于西门子数控系统属于第三方电机,因此在主轴驱动参数中P922选择主轴使用BICO的自由报文设计[9]。
在P2155.0、P2155.1中输入主轴电机星角转换的分界转速,当主轴实际转速高于所设置的分界转速时R2197.2输出值为1。当主轴实际转速不高于所设置的分界转速时,R2197.2输出值为0。
P820是驱动数据组选择位,关联R2197.2(图3),这样就可以根据R2197.2的0.1变化对应生效的驱动数据组DDS第0位与第1位。
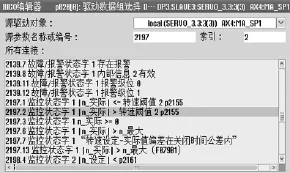
图3 驱动参数P820关联图
P186.0、P186.1是电机数据组MDS的编号,分别设置为0和1,这样当驱动数据组DDS第0位与第1位生效时,就可以对应选择电机数据组MDS0与MDS1。
P827.0、P827.1电机切换状态字位号,分别设置0和1,即当选择MDS0时,R830.0有效为1。当选择MDS1时,R830.1有效为1。
P831.1、P831.0分别关联NCU上X122的3号端子与4号端子分别为电机星型运转、角型运转的状态输入信号(图4)。由这个反馈系统自动来确定当前电机运行状态,从而生效所对应的星角电机参数。

图4 驱动参数P831关联图
3.2 控制单元参数设置
主轴驱动参数设置完成后,接下来对控制单元参数进行设置,由于在系统中对X122的3、4脚默认为输入信号端,只需在控制单元参数中P728参数的bit8、bit9定义NCU上X122的9、10号端子为输出端子。参数P738、P739分别为控制NCU上X122的9的10号端子的输出,将P738与主轴驱动中的参数R830.1关联,P739与主轴驱动中的参数R830.0关联,如图5所示。
图5控制参数P738关联图
这样可以根据根据R830.0与R830.1状态变化来确定NCU上X122的9、10号端子的输出,由电路图可以看出,当X122的10号端子输出时主轴在星型状态下运行,当X122的9端子输出时主轴在角型状态下运行。
4 主轴星角运行检测
参数配置完后,在HMI上编写两段检测程序,一个测试程序为主轴低转速星型接法下低转速运行,另一个测试程序为主轴在角型接法下高转速运行[10]。分别查看星角接触器是否切换,并且与星角状态反馈信号相互对应,同时查看诊断页面上主轴星角电机生效状态,星接电机数据生效时为MDS0,角接电机参数生效时为MDS1。
5 结论
本文针对840Dsl数控BICO SINAMICS驱动特有的连接技术,将主轴转速只读信号r最终关联到NCU控制单元设置p,实现了主轴的星角自动切换,提高了加工效率。经验证,本技术性能稳定,易于扩展,满足电主轴对于星角切换的要求。
[1]吴响亮,任宝钢.数控机床电主轴星角转换控制技术研究[J].制造业自动化,2014(4):83-85.
[2]张泰华.SINUMERIK 840DSL数控系统调试与应用[M].北京:机械工业出版社,2015.
[3]张孝恩,张明利.电主轴在加工中心上的应用[J].制造技术与机床,2000(9):25-26.
[4]宋涛.电机控制线路安装与测试[M].北京:机械工业出版社,2012.
[5]王二镇.加工中心高速电主轴关键技术应用研究[D].合肥:合肥工业大学,2011.
[6]SINVMERIK 840D solution line[Z],2014.
[7]田坤.数控机床编程操作与加工实训[M].北京:电子工业出版社,2015.
[8]王辑祥.电气接线原理及运行[M].北京:中国电力出版社,2012.
[9]Siemens,DocOnCD Sinemens[Z],2013.
[10]崔晓艳,宿建友.数控加工中心电主轴星三角转换控制技术的开发及应用[J].航空制造技术,2012(9): 53-56.
(编辑李秀敏)
Application of SIEMENS 840Dsl Control Spindle Star Delta Changercover Technology
SHAO Yi,MA Guo-yan
(Shenyang Machine Tool(Group)Co.,Ltd.,Shenyang 110142,China)
The spindle star angle changercover controlmode control SIEMENS 840Dsl CNC System,the past is the use of PLC programming and machining programming w hen using different M code to the axis of the star angle sw itch,based on SIEMENS 840Dsl CNC system BICO SINAMICS of connection technology driven by the actualspindle speed signal R controlunitread-only association the main parameters of P star angle automatic switching driving feedback,the w ay of the stable performance,simple w iring,convenient operation and can meet the application requirements.
SINUMERIK 840Dsl;spindle star delta changercover;set parameters
TH165;TG659
A
1001-2265(2017)04-0137-02
10.13462/j.cnki.mmtamt.2017.04.035
2016-07-15;
2016-09-09
“高档数控机床与基础制造装备”科技重大专项(2013Z×04001-031)
邵毅(1983—),男,辽宁海城人,沈阳机床股份有限公司工程师,研究方向为机床电气设计,系统调试等,(E-mail)shaoyi131@163.com。