RH多功能顶枪设计及制造的实践探讨
2017-07-01雷雨田任彤陈亚文
雷雨田,任彤,陈亚文
RH多功能顶枪设计及制造的实践探讨
雷雨田1,任彤2,陈亚文2
(1.苏州宝联重工股份有限公司,江苏苏州215152; 2.中国重型机械研究院股份公司,陕西西安710032)
顶枪是RH炉外精炼装备中的重要设备,在冶炼超低碳钢的作用尤为重要,本文从制造工艺的角度出发,根据拉瓦尔孔型的顶枪结构特点,选择紫铜做为枪头材料,并制订详细的异种金属焊接工艺,严格的质量检验,获得批量制造的成功经验,为实现顶枪的冶炼工艺和国产化奠定了坚实的基础。
RH真空精炼;顶枪;拉瓦尔孔
0 前言
多功能顶枪是真空精炼的关键设备之一,可以对钢液进行吹氧脱碳、喷粉脱硫和钢液加热,熔化冷钢等工作,有效减轻转炉负荷,缩短精炼时间。顶枪喷头工作时离钢液面最近,处于高温区,要求具有良好的导热性同时必须有充分的冷却。喷头的拉瓦尔孔型决定着吹向钢液面的气流特性,直接影响精炼效果。喷头的材料采用紫铜,与枪体各钢管之间均采用焊接连接,且属于紫铜与钢的异种金属焊接,焊接难度及要求相对较高,为获得良好的焊接质量,必须有详细的焊接工艺来保证。
1 顶枪的基本结构
如图1所示,顶枪采用水冷的多层套管结构。主氧气管位于顶枪的中心层即第一层的位置,冷却水管在主氧气管的外层,是循环冷却水进水通道;第3层是燃烧氧气管;第4层是燃气管;第5层是冷却水管,是循环冷却水回水通道。各管头部与紫铜喷头焊接,保证各层管道气密性的密封件位于顶枪的尾部,允许各层管在受内外显著的温度变化时可自由膨胀和收缩;各层管上按一定距离在圆周上均匀分布着三个定位块,保证各层管的同心度。
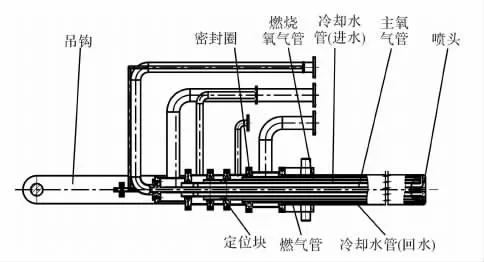
图1 顶枪的基本结构Fig.1Basic structure of top lance
2 顶枪喷头的研制
顶枪喷头的型式国内外应用的很多,按孔型可分为拉瓦尔型、直筒型和螺旋型;按喷头孔数又可以分为单孔喷头和多孔喷头。拉瓦尔多孔型喷头是目前应用比较普遍且工艺效果良好,其结构如图2所示,主氧气孔为单个,其孔型为拉瓦尔;最外层是冷却水通道,保持冷却水通道畅通是顶枪枪头设计的关键之一。进水腔体和回水腔体在枪头处的连接必须考虑设置合适的加强筋,不但保证枪头的强度和刚度,同时可有效对枪头的各部分进行冷却。

图2 拉瓦尔型喷头的结构Fig.2Structure of Laval lance head
单个主氧气孔在大吨位的钢包进行RH真空处理时,喷吹面积相对较小,无法满足冶炼工艺要求,根据此要求苏州宝联重工股份公司设计开发出三个吹氧孔的顶枪枪头,如图3所示。三个主氧气孔在圆周方向均布,吹氧时可加大与钢液的接触面,提高吹氧脱碳效率;中心为燃气孔。冷却水可环绕各孔,无冷却死角。有效的冷却使枪头的寿命大大增加。

图3 三吹氧孔喷头结构Fig.3Structure of three Laval lance head
喷头处于高温区,必须选用热传导性能优良的材料,优先考虑高纯度紫铜(TU1、TU2或TP1、TP2),采取锻件焊接或精密铸造;且须采取相应的热处理工艺消除铸造或焊接应力,然后与枪体各层套管焊接。根据苏州宝联重工股份公司近年的实践经验,对铸造喷头的技术要求如下:
(1)铸件必须致密,内、外表面光洁,不得有粘砂、裂纹、夹杂等缺陷。
(2)铸件必须进行水压试验,试验压力1.5 MPa,保压30 min不得有任何渗漏现象,压降不大于1%。
(3)铸件化学成份:Cu≥99.9%,P≤0.0015%,O≤0.006%,S+Fe≤0.01%,Sn+ Pb≤0.007%。
喷头各层通道内部需环形相通以确保最小的流阻及良好的冷却,尤其在喷头局部设计时应考虑辅助的冷却通道,通常采用在冷却水进出通道间设计几组相通的斜孔以强化冷却效果或者在喷头各层之间设计冷却水循环通道。同时喷头的结构设计要考虑到工艺性,以防止铸造时造成冷隔缺陷或加工后不能有效检测冷却水通道是否符合设计要求。
顶枪喷头材料为紫铜,成本较高,对于喷头的毛坯及后续每个工序必须有详细的检测及加工工艺,才能保证喷头的成品率在99.9%以上。
铸造或锻造喷头毛坯均需经过热处理(紫铜件通常采用固溶处理),消除铸造或锻造应力同时细化晶粒。粗加工后对喷头进行气密性检测,密封好喷头进、出水通道后,试验水压升至2.0 MPa,保压1 h,无泄漏、压降或异常变形为合格,再转机加工车间进行各部位尺寸的加工。
喷头的粗加工主要是去除铸件或锻件表面的加工余量和浇、冒口残渣。粗加工后进行超声波检测,检测内部无裂纹、气孔等缺陷,确认合格后再进行精加工。喷头精加工的关键是拉瓦尔孔的加工。苏州宝联重工股份有限公司在加工拉瓦尔孔时采用单刃锥度铰刀,全面提高了拉瓦尔孔的加工质量,降低了加工成本。在此需指出一点:由于喷头结构为多层薄壁件,在加工时要做专用工装来夹持以降低工件夹持力,避免喷头加工后变形,这样才能确保铰出的拉瓦尔孔符合设计要求。表1为喷头加工时的各种工艺参数。

表1 喷头加工工艺参数Tab.1Parameters of lance head
3 枪体的研制及实践
枪体的作用是为枪头所需要的各种介质提供通道,为多层套管结构,对于枪体材质的选择,氧气管通常用不锈钢管,其它介质的管道选用无缝钢管。综合考虑无缝钢管的规格、性能以及目前国内材料的现状,认为优先选用低中压锅炉用无缝钢管(GB3087-1999),材料牌号为20#。无论选取以上哪种钢管,都必须经过严格检验完全合格后才可进入下一步的制造环节。
枪体的长度主要是根据真空槽、热弯管的高度以及喷头距真空钢液面上平面的距离来确定。其中还须考虑到升降装置的结构形式。顶枪的长度一般都在10 m以上,保证枪体的直线度对枪体能否顺利进入密封通道,防止枪头被撞击,提高枪体寿命等具有重要意义,所以枪体的直线度应在设计时予以明确规定。一般要求直线度不大于1/1000,且总长度范围内不大于5 mm。在制作时由于密封通道内孔直径比枪体直径大5~6 mm左右,所以要求枪体钢管圆柱度偏差在2 mm范围以内。如果圆柱度偏差过大,则枪体进入密封通道的困难越大甚至不能进入,并造成密封通道中的密封气囊损坏。有的枪体在枪头部分由于考虑到为加大流速增强对喷头的冷却效果,同时为枪体头部便于进入密封通道而做成斜率很小的锥形结构。
目前市场上的无缝钢管直线度都无法达到顶枪的技术要求,所以在顶枪制作前先要对钢管进行校直。校直一般分为粗校和精校,粗校在钢管校直机上进行,粗校到直线度≤1.5/1000时开始精校,精校须做专门的校直工装,将钢管置于工装的滚轮上,调好水平后,用丝杠进行校直,丝杠上安装百分表进行跟踪读数,校直到直线度≤0.8/1000时即可。
由于钢管的标准长度小于顶枪所要求的长度,所以必须拼接。在钢管拼接前,先将经过校直的钢管置于拼焊工装上(该工装为特殊设计并经精加工,直线度≤0.5/1000)对齐接口,用平尺检查错边量及直线度完全符合设计要求后用氩弧焊的方法点焊拼接接头,焊缝要求单面焊接双面成型,故焊接时钢管内充氩气进行保护,焊接采用直流正接、多层焊接的工艺方法。
枪体对原材料(无缝钢管)的尺寸精度要求相对较高,选取原材料时把好质量关,制作前对材料予以必要的整形会有利于整体质量的保证。由于顶枪结构为多层套管空心结构,而且要承受压力,所以在枪体制作时必须要把握好以下几个关键点:
(1)钢管直线度≤1/1000;
(2)钢管必须进行严格的脱脂处理;
(3)采用超声波探伤检查每道焊缝质量。
4 枪体与枪头、枪尾的连接及密封
顶枪的密封指顶枪枪体各层套管之间的密封,是实现顶枪功能的关键,根据已经成功应用的顶枪的密封结构有两种。一种为尾部各层之间设置O形密封圈,枪体各套管头部与紫铜喷头焊接,如图1中的密封圈位置所示;另一种是尾部各层焊接,头部设置O形密封圈,见图4所示。采用密封的作用是允许各层管在热胀冷缩时能够自由伸缩。同时应确保介质在密封处不致泄漏,降低安全隐患和维修成本。
顶枪头部密封更换喷头容易,只需气割割开顶枪外层套管与枪头的焊接即可拆下枪头更换,但由于尾部固定焊接不便于清理枪体里面的污垢;尾部密封时,枪体与枪头之间用气割全部割开后拆下枪头,同时尾部密封可以拆开,枪体的各层套管完全分离,可以彻底清理各层套管之间的污垢,但是修理工作量大,现场不便于操作。必须返厂维修。维修后的使用效果和顶枪寿命更优。

图4 枪体头部密封Fig.4The forehead sealing for lance body
喷头采用热导性较好的紫铜为原材料,而枪体采用以20#为主的材料,喷头和枪体之间的焊接属于异种金属焊接,异种金属由于物理性能的差异,焊缝质量必须由正确的工艺参数来保证。为确保喷头与枪体之间的焊接质量,采用MIG焊接(熔化极惰性气体保护焊接)方案。
4.1 焊前准备
(1)对工件表面的油污、水等杂质进行清理干净;
(2)检查焊机除污导轮的间隙及表面质量,确保送出的焊丝洁净无油污、水等杂质;
(3)使焊接位置处于平焊位置;
(4)用红外线加热器加热工件并通过控温仪控制温度在650~700℃范围之内。
4.2 焊接工艺操作方法
铜和20#钢焊接工艺参数如表2所示。焊接工艺及操作方法必须按照MIG焊接的相关规范进行。在每一道焊缝完成后,在高温下用专制紫铜锤锤击焊缝附近区域以及焊缝,以消除焊接应力并细化焊缝晶粒;同时用肉眼观察焊缝表面是否缺陷,并对发现的问题应及时处理,不允许带入下一道工序;重要的是在每道焊缝焊接完毕后,将红外线加热器的加热速度调到30℃/h,使焊缝保温2 h后关闭加热器,使焊缝缓冷到室温,此时用铜丝刷清理焊缝表面。焊接完成并完全冷却后,应对焊缝进行超声波探伤。合格后方可进行下一道工序。

表2 铜和20#钢焊接工艺参数Tab.2Weld parameter of Cu and 20#steel
5 顶枪装配
对焊好的各层钢管进行焊缝质量及尺寸检测合格后进行组装。组装在装配平台上进行,用经纬仪找正工装基准后开始组装。由于顶枪以氧气及燃气为主要介质,所以组装时禁止使用润滑油(脂)。密封件均采用耐高温的氟橡胶制作。安装时各层钢管的同心度、直线度须用工装来保证,严禁强行装配,以免损坏各套管的圆度及喷头的表面质量。组装枪体时在等高工装上安装轴承,使套管通过滚动轴承进入另一层套管;在装配有密封圈的位置时,用液压千斤顶缓慢压入。
枪体组装结束,经密封性能检测完全符合技术要求后便可以进行涂装,由于枪体工作在高温及高温辐射区,故涂装所用的底漆及面漆均须采用耐高温涂料,其中紫铜喷头表面不宜涂漆以避免影响紫铜的散热性能。
枪体与金属软管之间的连接形式可采用快速接头或者法兰连接形式,如果采用法兰连接,一般情况下金属软管上的法兰设计为活套法兰以方便安装与更换顶枪及软管。
6 结束语
近年来苏州宝联重工股份有限公司开发设计多种顶枪结构,并成功应用于宝钢等钢铁公司,在设计及制造方面积累了丰富的成功经验。可以完全满足工艺要求并替代进口产品,甚至喷头部分的寿命已超过进口喷头,获得用户好评。多功能顶枪的成功应用,为其国产化提供了较可靠的理论依据和实践经验。
[1]任彤,方杞清,张钰,等.RH炉外精炼设备新型的多用途顶枪布置型式[J].重型机械,2013 (01).
[2]陈俊峰,田志红,景财良,等.首钢京唐300t RH快速深脱碳工艺技术[J].炼钢,2015(04).
[3]任彤,孟凡亚,陈亚文,等.RH多功能顶枪的研制与应用[J].重型机械,2010(S1).
[4]刘建华,刘建飞,江海涛,等.RH-MFB脱碳模型及应用[A].第九届中国钢铁年会论文集[C].北京:冶金工业出版社,2013.
[5]刘广涛,唐钢RH-MFB多功能真空精炼技术开发与应用[J].黑龙江冶金,2016(01).
[6]雷辉,RH-MFB吹氧脱碳工艺模型的应用[J].炼钢,2012(06).
[7]吴维轩,王光进,陈浩.武钢120t RH炉MFB顶枪的应用[J].武钢技术,2012(05).
[8]邵隆胜.首钢迁钢RH炉顶枪自动控制系统设计[D].沈阳:东北大学,2013(04).
[9]周剑丰,张波.RH-MFB生产过程对夹杂物的影响分析[J].炼钢,2012(03).
[10]杜善国,王佳力,冀建立.极低碳钢RH生产工艺优化[J].炼钢,2015(02).
[11]周彦召,邹长东,赵家七,等.RH真空深脱碳工艺的优化[J].炼钢,2014(03).
[12]林洋,唐复平,沈明钢,等.RH碳酸盐分解CO2脱碳工艺[J].钢铁,2016(05).
[13]李栋,张永全,陈永金,等.RH真空精炼IF钢实践[J].柳钢科技,2015(01).
[14]周峰,提高RH顶枪投入情况下系统的真空度[J].南方金属,2015(05).
[15]曹海玲,刘彬,王海斌,等.天津钢管公司RHWPB水冷顶枪喷粉系统的应用与展望[J].特殊钢,2015(03).
Practice of RH Multi-function top lance design and manufacture
LEI Yu-tian1,REN Tong2,CHEN Ya-wen2
(1.Suzhou Baolian Heavy Industry Co.,Ltd.,Suzhou 215152,China; 2.China National Heavy Machinery Research Institute Co.,Ltd.,Xi’an 710032,China)
Top lance is important equipment in RH refining.It has particularly very important role in ultralow carbon steel smelting.From the perspective of the manufacturing process,the copper is selected as the lance head material according to the structure and characteristics of Laval top lance.Dissimilar metal welding process is developed and strict quality inspection is implemented,which finally obtained successful experience.It established solid foundation to achieve the top lance smelting technology and localization.
RH refining;top lance;Laval hole
TP391
A
1001-196X(2017)01-0074-05
2016-11-15;
2016-12-08
雷雨田(1973-),苏州宝联重工股份有限公司,工程师。