喷油嘴针阀体中孔圆度在线测量系统的研究
2017-06-23张路军
张路军,孙 哲
(烟台大学 机电汽车工程学院,山东 烟台 264005)
喷油嘴针阀体中孔圆度在线测量系统的研究
张路军,孙 哲
(烟台大学 机电汽车工程学院,山东 烟台 264005)
针对目前喷油嘴针阀体中孔磨削不能实现中孔圆度在线测量的问题,研发了一套针阀体中孔圆度在线测量系统。论述了组成该在线测量系统的三部分:即气动测量系统部分、机械系统部分以及控制系统部分。
针阀体;中孔;圆度;在线测量
喷油嘴偶件是由针阀和针阀体共同组成的,由于针阀体和针阀的配合间隙很小,且配合的精度要求很高,所以对针阀体的中孔的配合表面的加工要求很高。通常口径6mm的中孔的公差在5丝以下,而对圆度的要求更高,通常在0.5丝左右。如此高的圆度要求,对加工工艺提出了很高的要求。[1]35-37
我国从事喷油嘴针阀体中孔磨床生产的公司都不能实现中孔圆度的在线测量。因为不能在线测量,为了知道工件是否达到了合格的加工尺寸,只能停机将工件拿下来进行人工测量。如果测得工件尺寸未达到合格的加工尺寸,就要重新装夹加工。工人的劳动强度很大。而且人工重复装夹工件的精度仅为0.05mm,远远达不到要求的0.001mm。
由此可见,针阀体中孔圆度的在线测量系统的研发已经迫在眉睫,其研制成功对工程实际有巨大的帮助。
1 测量方法
针阀体中孔采用磨削加工的方法,磨削期间内部温度较高,且有大量的粉末状废屑。由于磨削加工的散热较难,所以在磨杆的中间需要通大量的冷却液。而气动测量恰好具有自洁功能,强大的气流冲击可以自动把废屑以及冷却液吹开,达到合适的精度。[2]53-55所以本系统采用气动测量的方法测量中孔的尺寸。
1.1 气动测量原理
从图1可以看出,稳压后压力为P1的压缩空气进入稳压气室1,经孔径为d1的主喷嘴2进入背压气室3后,由测量喷嘴4和挡板之间的间隙S流入大气。背压气室的压力P2和S有关。

图1 测量原理示意图
P2和S的关系大致为:[3]29-31

图2 P2和S的关系曲线图
图2中,S0之前为粘性部,S0-S1为线性部,S1之后为水平部。为保证测量的精度,测量喷头和工件的距离应保持在线性部。
1.2 气动测量回路
回路基本结构如图3所示。在测量回路和调零回路的主喷嘴和测量喷嘴之间都有背压气室,气室里面装有压力传感器。由于调零喷嘴没有挡板,而测量喷嘴有工件阻挡,所以两气路的背压气室有压差,反应的是工件距工件内壁的距离。压力传感器经过气—电转换,把压力信号转化为电压信号,再经过A/D转换,输入单片机,经过单片机计算,在LED显示器输出距离。
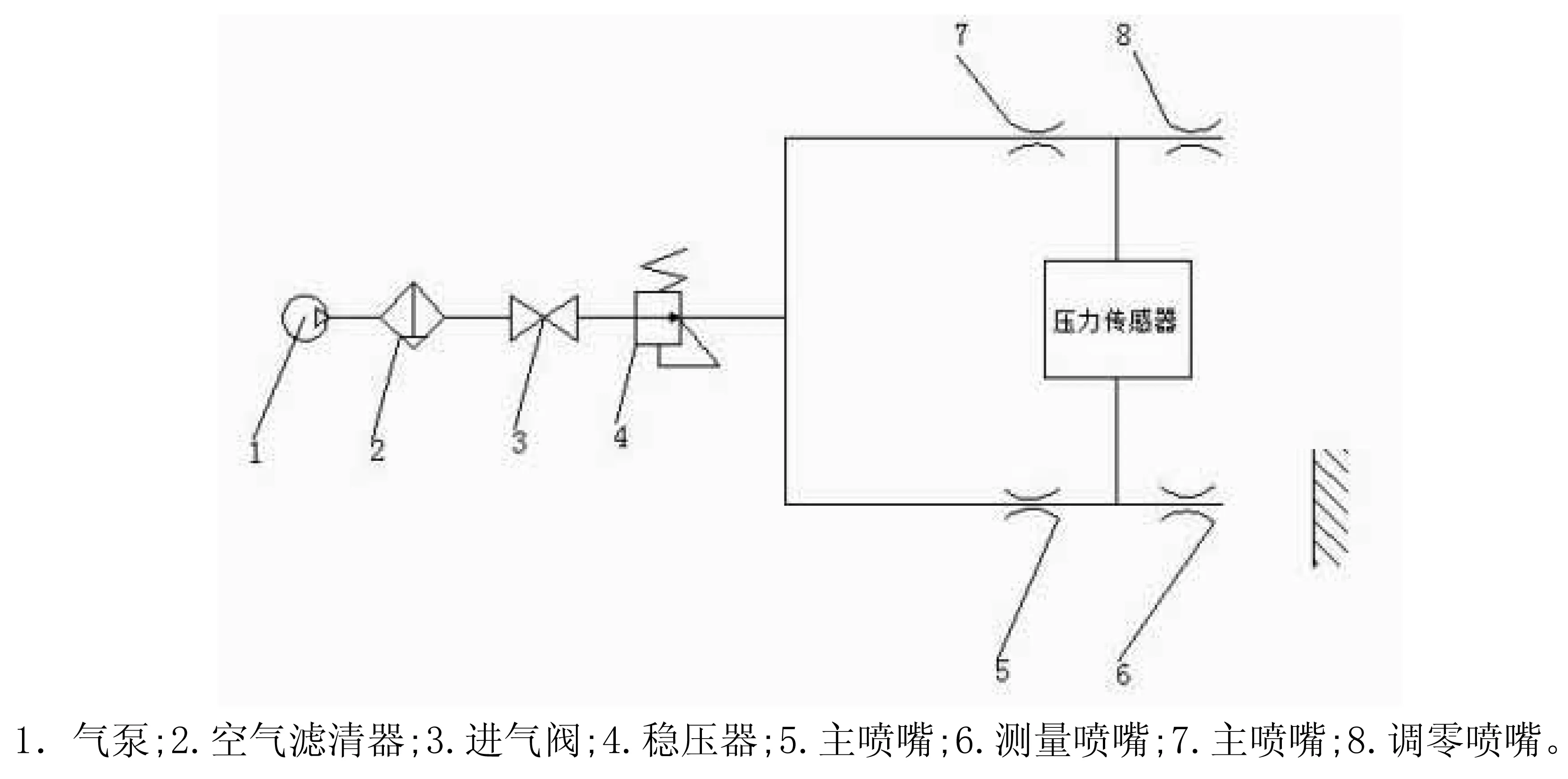
图3 回路基本结构
为了测中孔圆度,需要在孔壁的四个均布点进行测量。因此需要四个测头以及四条气路。实际气路如图4所示。

图4 实际气路图
此种设计是给每一个测量气路单独配一个调零气路,这样完全可以做到无起始误差,精度大大的提高。但是缺点是体积增大,回路复杂。从性价比上考虑,此种方式最合适,最终确定采用此回路。
2 机械结构图

图5 机械结构图
所设计的机械结构如图5所示。测量喷头和背压气室是固连在磨杆上的,这样就可以利用数控磨床的运动机构进行移动测量,省去了运动机构,减小了总体体积。
背压气室是用于测量气压差用的,内部装有压差传感器。背压气室的前面就是测量喷头,用于伸进中孔,进行测量。
测量喷头处的结构局部放大如图6所示。
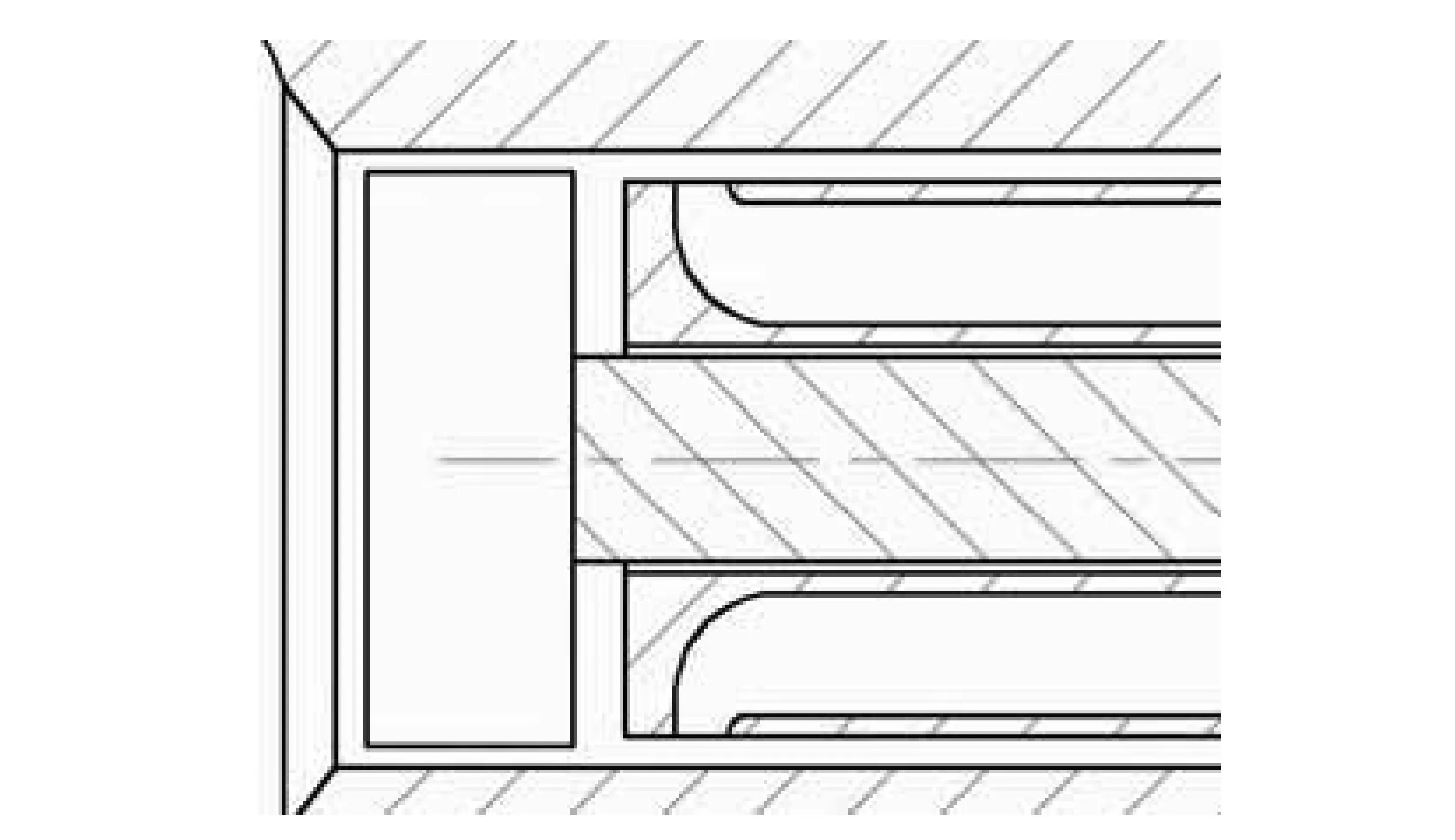
图6 局部放大图
3 控制系统图
控制系统图如图7所示。采用压差式压力传感器,当测头靠近中孔内壁时,由于内壁对气体的阻碍作用,会使背压腔的压力产生变化,从而与调零气路的背压腔产生压力差,这个压力差便以4—20mA电信号的形式传递出来。经过放大电路转换成0—5V的电压信号,然后经过A/D转换,便可以输入到单片机之中。这个反映中孔圆度的电信号与单片机中存储的标准圆度信号进行比较,如果两者相等停止磨削。如果不相等执行机构进一步磨削,直至标准圆度。

图7 控制系统图
本论文主要从机械系统、气动系统以及控制系统三个方面进行了在线测量系统的研发设计,三个部分彼此相依,联系紧密,构成一个整体。在功能上完成了在线测量喷油嘴针阀体中孔圆度的任务,现场使用效果良好。
[1]胡生清,王永红.基于背压式气动测量的喷油嘴偶件自动分选、选配机[J].工具技术,2001(10).
[2]刘军,王广林,潘旭东.滑阀内孔圆柱度误差气动测量系统的研究[J].哈尔滨工业大学学报,2010(1).
[3]牛贾睿,杨慕升.零件内孔的高精度测量方法应用[J].山东理工学报,2009(5).
Class No.:TH16 Document Mark:A
(责任编辑:蔡雪岚)
On-line Measurement for Bore Roundness of Nozzle Needle Valve Body
Zhang Lujun,Sun Zhe
(Yantai University, Yantai, Shandong 264005,China)
When grinding the bore of the nozzle needle valve body, bore roundness cannot be measured on-line. To solve this problem, on-line measurement for bore roundness of nozzle needle valve body is studied. This paper introduces three part of this on-line measurement: the part of pneumatic gauging, the part of mechanical system and the part of control system.
needle valve body; bore; roundness; on-line measurement
张路军,博士,副教授,烟台大学机电汽车工程学院。
山东省科技发展计划项目(项目号:2013GGB01265)。
1672-6758(2017)06-0048-3
TH16
A
