钢轨铣磨车铁屑收集存储及排放装置设计
2017-06-19蔡永波
蔡永波
(中国铁建高新装备股份有限公司,650215,昆明∥工程师)
钢轨铣磨车铁屑收集存储及排放装置设计
蔡永波
(中国铁建高新装备股份有限公司,650215,昆明∥工程师)
从钢轨铣磨车对钢轨进行作业的实际需求入手,阐述了设计一套铁屑收集、存储及排放装置的必要性。通过对装置功能要求的分析,提出了相应的实现方式。对所设计装置的工作原理、工作过程进行了详细介绍,并计算了铁屑仓的设计存储量。所设计的装置经过实际运用,效果良好。
钢轨铣磨车; 线路养护; 铁屑处理
Author′s address CRCC High-tech Equipment Corporation Limited,650215,Kunming,China
钢轨铣磨车作为对铁路线路钢轨在线病害处理的大型设备,近些年来引起了国内外高速铁路及城市轨道交通等线路维护部门的高度重视。由于钢轨铣磨车采用的是在线对钢轨进行铣磨削加工的方式,故铣磨削作业产生的铁屑需要进行实时高效的收集并存储,以防止加工作业产生的铁屑四处散落,造成安全隐患,污染周边环境,同时还需要对收集存储的铁屑择机排出机体之外。为此,设计一种能够适用于钢轨铣磨车铁屑在线收集、存储并排放的高效装置十分必要。
1 铁屑收集、存储及排放装置的功能要求及实现方式
1.1 功能要求
国内某生产制造企业自主研发的钢轨铣磨车采用圆周铣削的加工原理,对钢轨病害进行在线铣削加工[1]。目前此机械已投入国内某路局的线路维修作业中。在钢轨铣磨车的作业过程中,其铣削模块(见图1)对钢轨进行高效的铣削作业,产生大量铁屑。在铣削模块刀盘的惯性作用下,铣削下来的铁屑被集中抛至铣削作业点后方300~700 mm范围内。此时的铁屑具有温度高、尺寸偏大、铁屑数量多、边缘锋利的特点。这些特点要求所设计的铁屑收集及排放装置应具有较强的收集能力及较高的吸收效率,能够耐受高温,抵抗铁屑磨耗,同时还具有较大的存储容量。

图1 某钢轨铣磨车铣削模块
1.2 实现方式
目前在机械加工行业通常采用电磁收集方式实现铁屑收集,而现有铁路道床吸污车则采用风机产生负压的方式实现铁屑吸收。由于钢轨铣磨车的铁屑为在线移动式产生,铁屑的产生量大,电磁收集的方式一方面难以将产生的大量铁屑及时收集并输送掉,另一方面,该方式可能存在对钢轨产生磁化的隐患。而铁路道床吸污车采用的风机方式也存在风机选型较大、功耗较大的不足。综合考虑后,本设计引入文丘里效应的原理,将气力输送的负压收集和正压输送有机结合,对产生的铁屑进行收集和输送。由于整个收集装置采用的构件皆为钢质,能够满足耐高温、耐磨耗的功能需求。同时,由于采用了文丘里效应的原理,整个气力系统在较小压力空气源的作用下可实现两项功能:①在真空发生器之前的管路具有较高的真空度(负压),能够对铁屑有效吸附收集;②在真空发生器之后的管路为正压输送环境,被收集的铁屑在大流量的正压气体作用下,被顺利输送至存储排放装置。
对于存储及排放装置,在铁路机械中大多采用履带式或者料斗式的输送装置。这两种装置主要用于铁路路基道砟的存储及运输,而对于钢轨铣磨车铣削作业产生的炙热铁屑,则不适用。本文所涉及的铁屑存储及排放装置采用铁屑存储与铁屑排放分开处理的方式,在有效解决铁屑作业过程中的存储问题外,有效克服了钢轨铣削产生的炙热铁屑对排放装置输送带的灼伤。
2 铁屑收集、存储及排放装置工作原理和工作过程
2.1 铁屑收集、存储装置工作原理及过程
铁屑收集、存储装置构成及工作原理示意图见图2。
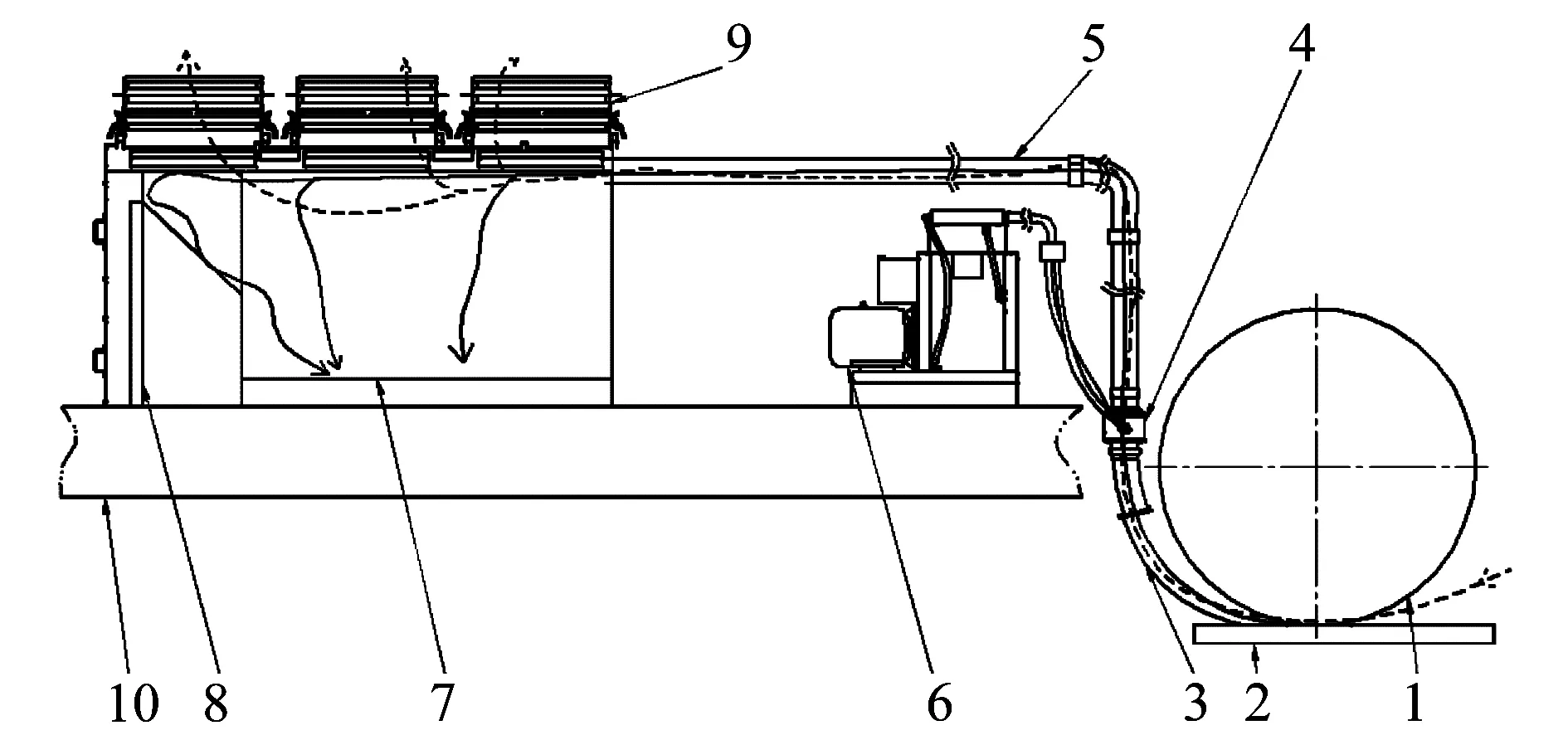
1——铣削模块示意;2——钢轨示意;3——铁屑收集口;4——真空发生器;5——正压输送管道;6——空气压缩机;7——铁屑存储装置(仓底);8——铁屑侧向排放装置;9——铁屑存储装置排气口;10——车架示意
空气压缩机产生高压气体进入真空发生器4,在真空发生器4的作用下,发生文丘里效应,在铁屑收集口3处形成真空区,在正压输送管道形成正压空气流,此空气流流量被放大[2]。此时,铣削模块1及加工钢轨2产生的大量炙热铁屑由于铣盘的铣削惯性堆积在铁屑收集口3入口处。由于此时收集口3处为真空区(负压区),外部常压空气急速向此处流动,流动的大气迫使产生的铁屑迅速涌入收集口3中,并经过真空发生器4的中腔被输送到正压输送管道5。在管道5中,由于为正压大气流环境,大量高压空气混杂着收集的铁屑在管道5中顺畅流动,并最终被输送至铁屑存储装置7中。在存储装置7中,其上部为排气口,高压空气流在此处经安装的铁栅网一级过滤、滤网二级过滤后排入大气中,铁屑在铁栅网、滤网的阻挡作用以及自身的重力作用下落入仓底,从而实现铁屑的收集及存储功能。气流流向示意如图2中虚线路径所示,铁屑流向示意如图2中细实线路径所示。
2.2 铁屑排放装置工作原理及过程
铁屑排放装置工作原理示意图如图3所示。当钢轨铣磨车作业1~2个天窗时间后,铁屑存储装置中将积存5 m3左右的铁屑量,此量的大小与作业速度、作业切削深度及作业时长有关。本文所设计的存储装置容量为10 m3,并允许满载。线路维修人员可根据具体作业时间安排对存储装置中的铁屑进行定点排放。假定选择在车体右侧某地点或移动存储装置中排放铁屑,则流程及原理如下:①开启侧向排放带排放装置7,选择右侧控制,使右侧排放带1缓缓落下至水平位置;②开启右侧排放带驱动电机,打开输送功能,此时,右侧排放带成顺时针旋转;③开启横向排放带2,选择右旋控制;④开启螺旋输送器驱动电机及减速箱4,此时螺旋输送器组件5在减速箱4的驱动下顺时针旋转,将其中的铁屑依次在螺旋输送器的叶片挤压、横向排放带及侧向排放带的带式输送作用下,成功由车体内部转移至车体外部。实际装机后的应用效果见图4。
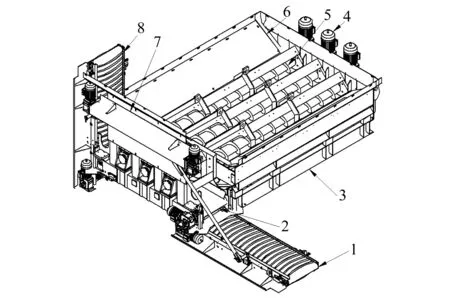
1——右侧排放带;2——横向排放带;3——装置安装骨架;4——螺旋输送器驱动电机及减速箱;5——螺旋输送器组件;6——装置四侧骨架及耐磨层;7——侧向排放带收放装置;8——左侧排放带

图4 某钢轨铣磨车对收集存储的铁屑进行定点排放
3 铁屑仓容量确定
本文所涉及的铁屑仓容量是一个关键参数,将直接影响到作业机械的单次作业时间,也即线路维修天窗时长。铁屑仓的容量与钢轨类型、铣削机械的作业速度、铣削机械的钢轨加工能力直接相关。现以某钢轨铣磨车的实际性能为基础进行铁屑仓容量计算。
某钢轨铣磨车的作业基本参数见表1。为计算铁屑仓的设计最大需求容量,在计算时皆采用该铣削机械的最大作业能力参数,即作业时长为5 h,作业速度为1.8 km/h,铣削深度为1.5 mm,轨头铣削范围按标准60 kg/m、轨宽73 mm核算,铣削对象为标准60 kg/m钢轨。
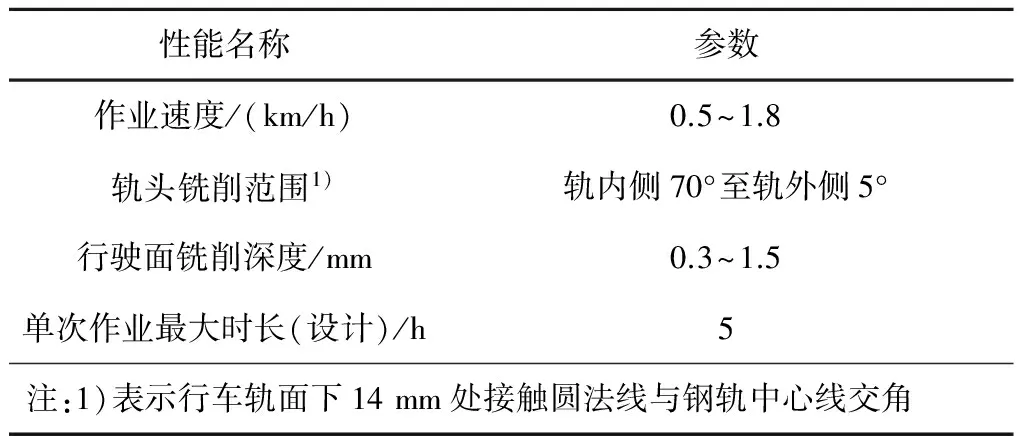
表1 某钢轨铣磨车作业基本参数
由于某铣削车采用的作业方式为圆周铣削,故所产生的铁屑在铣削过后均为弯曲状态,其体积将增大为初始状态的5倍左右(见图4)。为使计算简化,本文采用在标准平面铁屑的基础上叠加体积膨胀率的方式计算。左侧铣削模块铁屑体积计算方式
如下:
Vr=Φ·D·v·T·W/1 000
式中:
Vr——左侧铣削模块单次铣削作业产生的铁屑体积;
Φ——铁屑体积膨胀率;
D——最大轨面切削深度,m;
v——最大作业速度,km/h;
T——单次最长作业时间,h;
W——最大轨面切削宽度,m。
代入上述各参数数值,经计算后可得:Vr=4.927 5 m3。
由于单次作业,左右侧铣削模块同时作业,故单次作业产生的铁屑体积应为两者之和,即:V=2Vr=9.855 m3≈10 m3。
因此,本文设计的铁屑仓容量为10 m3。
4 结语
本文所涉及的钢轨铣磨车的铁屑收集、存储及排放装置能够在铣磨机械进行线路作业的同时,将铣削产生的铁屑实时收集并输送到相应的存储装置,并根据工况的需求,对所存储的铁屑进行定点排放。整个装置采用封闭式设计原理,与外界环境的隔绝率高,能够明显杜绝散落铁屑对环境的污染及人员的伤害。系统采用正压及负压气力输送相结合的气力输送原理,气力能源利用率高,装置在钢轨铣磨机械上的安装布局更加灵活,具有收集能力强、效率高、耐高温、耐磨耗、存储容量大等优点。该装置目前已在某钢轨铣磨车上得到应用验证,效果得到相关行业专家的一致认可,且已成功获得相关实用新型专利2项(专利号为201420443275.8和201320495057.4)。
[1] 翟中炎,谢江生,李海昆,等.铣磨车铣加工钢轨的铁屑参数分析[J].城市轨道交通研究,2014(11):46-49.
[2] 杨伦,谢一华.气力输送工程[M].北京:机械工程出版社,2006.
Design of Chip Collection Storage and Discharge Device for Rail Milling Machine
CAI Yongbo
From the actual demands of rail milling working process, the necessity to design a set of chip collection storage and discharge device is discussed. After analyzing the functions of the storage and discharge devices, corresponding realization method is proposed. Then, the working principle and process of the devices are introduced, the chip storage design volume is calculated. Through practical operation, the design of the storage and discharge devices proves to be successful.
rail milling machine; railway line maintenance; chip disposal
U 216.65
10.16037/j.1007-869x.2017.05.034
2015-06-03)
