铝型材矫直机的设计要点
2017-06-07隋永丰
隋永丰
铝型材矫直机的设计要点
隋永丰
(辽宁忠旺机械设备制造有限公司,辽宁辽阳111003)
通过阐述铝型材矫直机的矫直原理、常用的矫直机结构、自锁式钳口的夹紧原理及等比例拉伸等,介绍铝型材矫直机的技术特点及设计思路,并通过理论计算结合使用效果对设备几个主要参数作了设计、讨论。该类型矫直机的使用对拉伸矫直设备方案选型及设计具有参考意义。
铝型材挤压;拉直机;设计
铝合金是工业中应用最广泛的一类有色金属,其强度高、重量轻、塑性好、易加工、抗蚀性和光泽明亮的表面等优良特性,在航空、航天、汽车、轨道交通、机械制造、船舶,建筑,装修及化学工业中有着越来越广泛的应用。本文对铝型材矫直机进行研究,分析其技术特点及设计思路。
1 型材矫直的原理
由于铝合金型材(以下简称型材)在挤出过程中经过牵引、淬火、搬运等工序后会产生弯曲变形,不同的截面位置会产生集中应力,为了解决这个问题,就要求型材在挤出冷却到常温后,对挤出的型材进行矫直校形。
铝型材矫直机工作原理为:型材挤压后经淬火冷却、牵引机牵引后其纵向纤维必然长短不齐,而长短不齐的纤维受到塑性拉伸达到长短相等之后卸掉外力时,必然以基本相等的弹复量恢复到稳定状态,以达到矫直目地。
2 型材矫直的机结构设计
型材矫直的方法有很多种,采用矫直机为工厂中最常见的拉伸矫直法(见图1).其方法为在拉伸轨道(5)上调整固定拉伸头(6),使拉直机的移动拉伸头(3)与固定拉伸头(6)间的距离可以夹住一根被拉直型材(4),然后移动拉伸头(3)与固定拉伸头(6)将被拉型材(4)的两端夹紧,最后主拉直缸(1)通过主拉直杆(2)拉动移动拉伸头(3)向左移动,使被拉直型材(4)产生塑性变形,达到矫直的目的。整个拉直机位于拉伸轨道上,而拉伸轨道通过拉伸座与基础相连。

图1 型材矫直机
3 固定拉伸头的调整方式
由于挤出型材的种类不同,定尺长度也不同,这就使得两个拉伸头之间的距离必须是可变的,移动拉伸头(3)由于与主拉直缸(1)相连,所以可以通过改变固定拉伸头(6)的位置来调整两个拉伸头之间的距离。主要是通过固定拉伸头(6)上的液压马达带动固定拉伸头(6)在拉伸轨道(5)上移动,在固定拉伸头(6)的底部有异型插销机构,当固定拉伸头(6)行走至合适位置后,异型插销伸出,插入到拉伸轨道(5)上的销孔中,使得固定拉伸头与拉伸轨道刚性联接,起到固定作用。
4 夹钳的自锁性分析
矫直机的钳口采用自锁虎钳式锲形钳口,这种钳口只需给一个初使的预压力u,在拉伸过程中就可以根据拉伸力T的大小自动的改变夹紧力,拉伸的力越大,钳口对型材的夹紧力就越大(见图2),并在预夹紧装置中增设液压减震元件减小工件断裂时的弹性冲击。
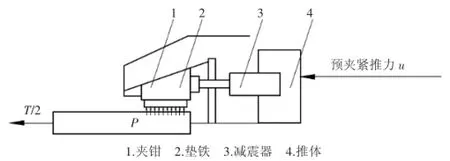
图2 夹钳的自锁性分析
以钳口的上半部份为例进行分析,经过推算可以得出斜面锲角大小的公式:

式中:斜面的锲角为α;型材与钳口间摩擦系数为μ1;钳口上面与楔面的摩擦系数为μ2.
从上式1可得,钳口斜面锲角α的大小只与型材与钳口间摩擦系数为μ1和钳口上面与楔面的摩擦系数为μ2有关,斜面的锲角α越小,自锁性就越好,但是也会增加钳口夹紧的行程,这样不但会加大钳口的外形尺寸,还会影响钳口夹紧时的速度。要想增大斜面锲角的角度,就应该加大μ1及减小μ2.加大μ1的方法是使钳口粗糙化,如刻纹,或做成细小锯齿形钳口等;减小μ2的途径是磨光楔面,并涂上润滑脂进行润滑[1]。
根据机械设计手册可知,楔面上的摩擦系数按钢与钢摩擦,取μ2=0.1,型材与钳口之间磨擦系数按铝与钢摩擦,取μ1=0.3[2],将这两个数值代入式(1)得出α≤11°.如果将钳口上铣出细小的锯齿,可加大钳口与型材之间的咬合,使摩擦系数μ1趋向于1,代入式(1)得出α≤39.3°.所以如果采用夹钳夹紧达到自锁的情况下,α角必须在11°~39.3°之间选取。不过为了使自锁效果明显且不使钳口的外形太大,α角需要在设计时根据情况选取,在大多工厂中设计者把α角取到23°,即可达到自锁要求,又不至使钳口的外形过大,经过验证比较合理。
5 钳口的高度和宽度确定
钳口的高度值由被拉直型材的最大外型尺寸决定,高度值应该在最大型材高度的基础上增加20~30 mm;宽度值由最大加工范围决定,并在最大型材的两边留有20%左右的余量以必免型材在钳口上摆放位置不正引起的偏移,由于每根型材的弯曲量不尽相同,所以不允许多根型材同时拉直。
6 等比例拉伸原理
从材料力学知识可知,塑性材料当应力达到σe之前属于弹性阶段,在此阶段型材在拉伸时满足胡克定律,即应力σ与应变ε之间成正比例关系[3]。当应力达到σe之后型材属于屈服阶段,只要型材应力超过σe增加到某一数值时,应力基本保持不变,而应变显著增加。所以要求拉直机在拉伸型材时使型材在达到屈服阶段之时停止拉伸,在此之前是弹性变形,遵循胡克定律,当应力与应变的关系不成比例时即停止拉直。
7 等比例拉伸的检测方法
由于型材的塑性变形屈服点很难检测,为了达到工艺要求标准,要对已拉伸型材进行检测,可由附属装置采用最终形变法作为检测标准。在拉伸开始前,取型材任意位置两点,将测试仪夹头固定在型材上,取样检测长度100 mm~200 mm,根据型材可自由调整,记录显示屏上初始数值,拉伸矫直结束后,记录拉伸后的数值,通过计算得出是否满足工艺要求的拉伸比例。如果不满足,在电控操作箱上的工业触摸显示屏上输入修正值,为了达到最理性的效果,可重复此操作,直到满足工艺要求。
当此种型材满足工艺要求后,可将其工艺方案储存到PLC中,等到下次再生产此类型材时可以直接调出此工艺,节省调试时间及提高成材率。
8 结束语
铝型材通过矫直机矫直后能有效地改善其自身的弯曲问题及应力集中现象,通过自锁形式夹钳夹紧型材,可以减化钳口的结构,减少下压式钳口带来的功耗损失。引用了等比例拉伸原理,使拉伸实现自动化控制,将对促进国内高精度型材的生产起到良好的作用。
[1]崔甫.矫直原理与矫直机械[M].北京:冶金工业出版社,2002.
[2]成大先.机械设计手册第1卷[M].5版.北京:化学工业出版社,2008.
[3]刘鸿文.材料力学[M].4版.北京:高等教育出版社,2004.
Key Design Points of Aluminum Profile Straightened
SUI Yong-feng
(Liaoning Zhongwang Machinery Equipment Manufacturing Co.,Ltd.,Liaoyang Liaoning 111003,China)
Analyze the key design points of aluminum profile straightened through elaborating the straightening principles of straightened,common strengthener’s structure.The technical characteristics and design notion of aluminum profile straightened is proposed.Sever almain parameters are designed and discussed by means of theoretically computing concerning the practical effects.The successful application of the stretcher is instructive and referential to the type selection and design of stretcher.
aluminum profile extrusion;stretcher;design
TG333.2.3
A
1672-545X(2017)02-0133-03
2016-11-02
隋永丰(1979-),男,辽宁辽阳人,工程师,大专,主要从事铝挤压机后部设备的研发与制造。