825镍基复合管热丝TIG焊接接头组织与性能分析
2017-06-05尹立孟朱洪亮姚宗湘张丽萍
李 东,尹立孟,朱洪亮,姚宗湘,张丽萍
(1.重庆科技学院冶金与材料工程学院,重庆401331;2.四川石油天然气建设工程有限责任公司,四川成都610213)
825镍基复合管热丝TIG焊接接头组织与性能分析
李 东1,尹立孟1,朱洪亮2,姚宗湘1,张丽萍1
(1.重庆科技学院冶金与材料工程学院,重庆401331;2.四川石油天然气建设工程有限责任公司,四川成都610213)
采用热丝TIG焊接方法对L360QS/N08825双金属复合管进行焊接,并研究分析了焊接接头的显微组织和性能。结果表明:焊缝中心的显微组织较为均匀,大部分为胞状晶,过渡层存在少量柱状晶,盖面层存在少量树枝晶;常温下焊接接头的平均抗拉强度为521 MPa,为典型的韧性断裂;-30℃下焊缝及热影响区的冲击吸收功分别为120 J和231 J,断口分析表明分别为混合式断裂和韧性断裂;热影响区及焊缝硬度明显高于母材,根焊层焊缝区硬度约为265 HV,明显高于其他焊道。
双金属复合管;热丝TIG;显微组织;抗拉强度;冲击韧性
0 前言
酸性油气田在我国已探明的油气藏中占有很大的比例,目前已有越来越多的高压高酸性油气田被开采利用[1]。为了应对高酸性介质对管道的腐蚀,力学性能与耐腐蚀性优异的双金属复合管应运而生,并且已经在各主要油气田中有所应用[2]。双金属复合管分为基层和覆层两部分,基层材质为碳钢,覆层材质为不锈钢或耐蚀合金。厚度为1.5~3 mm的耐蚀层与基层碳钢紧密结合,在保证管道性能的同时将成本控制到最低[3]。
由于国内对复合管的研究起步较晚,许多技术问题亟待解决,尤其是复合管的焊接问题尤为突出,不仅方法单一、生产效率低,焊接接头质量也难以保证。目前,国内焊接复合管的常用方法是钨极氩弧焊打底以及焊接过渡层,焊条电弧焊填充盖面,采用2~3种焊丝完成[4-6]。焊接过渡层是为了防止耐蚀层的合金元素和碳钢层的Fe、C等元素发生扩散,造成合金元素稀释,进而降低焊接接头耐腐蚀性[2,7-9]。但是焊条电弧焊的线能量较大,在焊接过程中对元素的烧损情况十分严重,因此对过渡层的质量要求十分苛刻。同时,更换焊丝和设备会影响生产效率。热丝TIG焊是一种优质高效的焊接方法,可以用来焊接复合管的基层金属且不受工作效率的限制,减少了更换设备的时间。且热丝TIG焊较之冷丝TIG焊不会增加线能量,降低合金元素稀释率,保证焊接接头的耐腐蚀性。但目前针对热丝TIG焊接复合管,并对焊接接头晶间腐蚀速率、成形美观和力学性能等方面的研究还非常少见[11-12]。
为此,本实验采用背部充氩保护的半自动热丝TIG焊设备对N08825/L360QS复合管进行对接试验,并采用光学显微镜和扫描电镜分析焊接接头不同区域的显微组织;同时分析其抗拉强度和冲击韧性等力学性能,为热丝TIG焊接复合管的深入研究和进一步推广应用提供参考依据。
1 实验材料和方法
实验材料为国内某钢管厂生产的N08825/ L360QS复合管,N08825为内衬层金属,耐腐蚀性能优异,L360QS为基层金属,是油气输送管道中常用的钢材。基层和覆层的显微组织如图1所示,图1a为N08825母材的显微组织,主要是奥氏体,图1b为L360QS母材的显微组织,主要为铁素体和回火索氏体。管道规格尺寸为219.1 mm×(10+3)mm,焊丝为ERNiCrMo-3,母材及焊丝化学成分如表1所示。

表1 管材基体及焊丝主要化学成分%

图1 复合管母材显微组织
在施焊前,首先需要用砂轮清理试样表面,并用丙酮去除油污。然后向管内充入氩气0.5 h置换掉内部的空气,焊接过程中持续通气,焊接参数如表2所示。
显微组织分析试样,首先用400#~1200#的砂纸将其打磨至光亮,然后使用0.1 μm的喷雾抛光剂抛光至无划痕。碳钢采用4%的硝酸酒精溶液腐蚀5~6 s,镍基合金采用王水腐蚀3~5 s。然后使用金相显微镜以及扫描电子显微镜进行金相观察。依照API Specification 5LD-2009、GB/T 228以及GB/T 229等标准对焊接接头进行拉伸及冲击等力学性能测试。

表2 热丝TIG焊接复合管焊接参数
2 实验结果与分析
2.1 显微组织
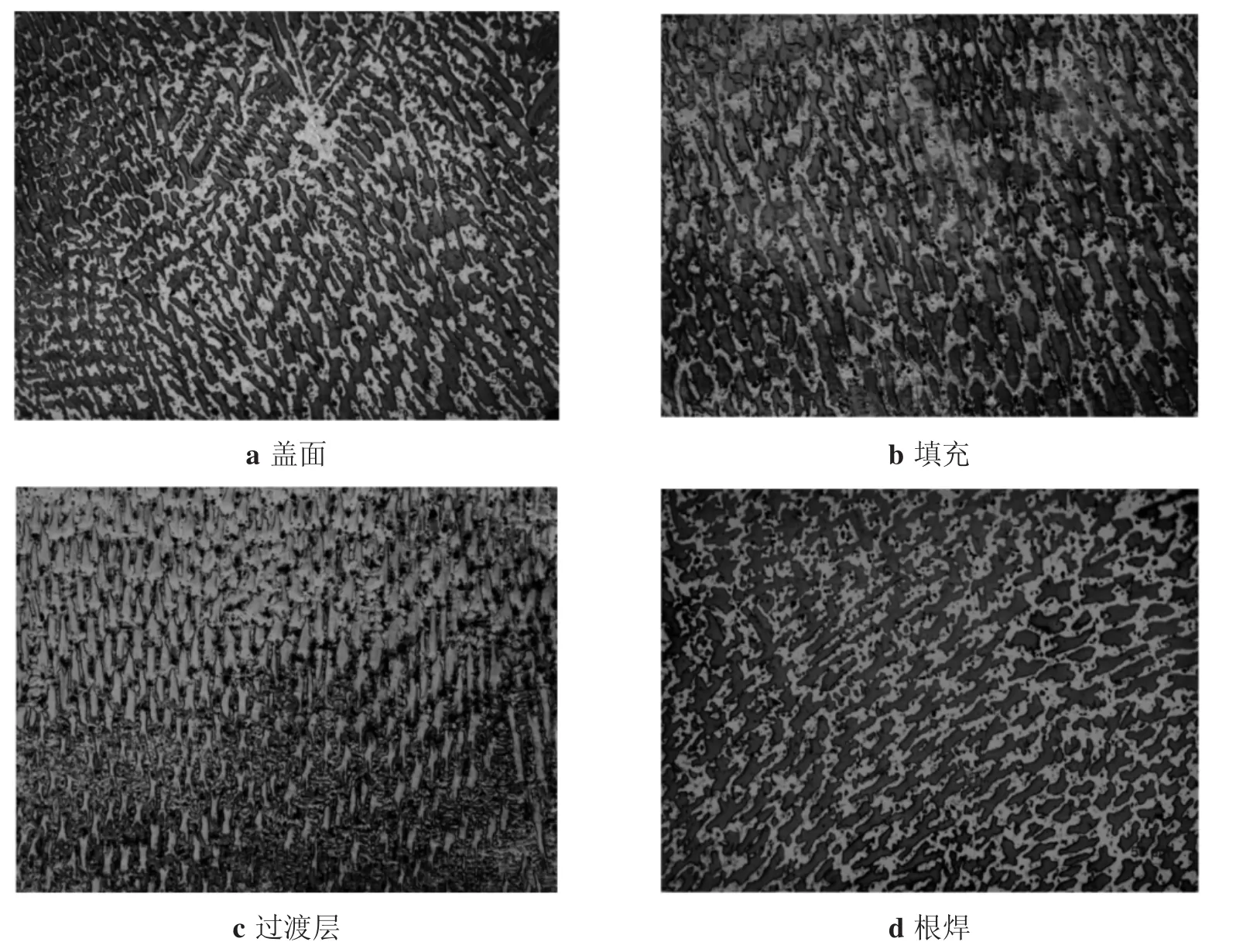
图2 焊接接头各焊道显微组织
由图2可知,根焊层的显微组织为均匀的胞状晶,过渡层同样以胞状晶为主,隐约可见柱状晶。随着焊接过程的继续,填充焊道的显微组织已经观察不到柱状晶,全部为单向胞状晶组织,这是由于多道焊工艺中后道焊缝对前道焊缝的热处理使得填充焊缝的组织得以优化。在盖面焊道中,同时出现少量的树枝晶和胞状晶,这是因为盖面焊道的冷却速度相对较大,加速了树枝晶的形成。
2.2 抗拉强度
测量焊接接头的抗拉强度,试样采用机械加工方法除去焊缝余高。实验结果如表3所示,两次实验均断于母材,平均抗拉强度521 MPa。拉伸断口为典型的45°切断断口,呈平坦的灰白色断面,无发光小刻面存在。由图3可知,母材断口上分布大量的韧窝,韧窝密度较大、直径较小、深度较浅,韧窝底部可见明显的第二相粒子,为典型的韧性断裂。可见焊缝强韧性更优。由于所用ERNiCrMo-3镍基焊丝的抗拉强度σb远高于母材L360QS和N08825,为高强匹配,因此可以获得强度较高的焊接接头。
2.3 冲击韧性
在-30℃条件下测量焊接接头的冲击韧性,采用夏比V形缺口试样,试样尺寸为7.5 mm×10 mm× 55 mm,缺口位置分别位于焊缝中心和热影响区。实验结果如表4所示。在-30℃条件下,焊缝的冲击断口的纤维区面积较小,可以明显观察到缺口两侧剪切唇,放射区上可见零星亮白色刻面。其微观形貌如图4a所示,断口上有较多深度较浅的被拉长的韧窝,并伴有少量的解离刻面,韧窝比例较大,为混合断裂形式,韧性较差。HAZ的冲击断口纤维区面积较大,缺口两侧的剪切唇不明显,放射区较为平坦。其微观形貌如图4b所示,大量韧窝分布其间,直径和深度较大,韧窝底部可见明显第二相粒子,为典型的韧性断裂。由此可见,HAZ的韧性比焊缝更好,这是因为焊缝中存在大量的柱状晶,严重影响焊缝韧性。
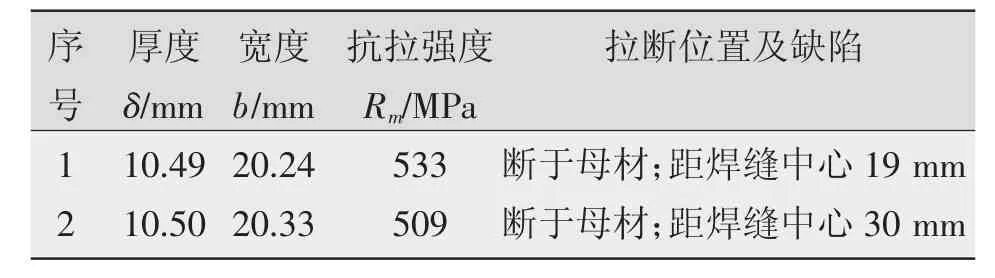
表3 拉伸试验参数及结果

图3 拉伸式样断口扫描图

表4 冲击实验参数及结果

图4 冲击式样断口扫描图
2.4 显微硬度
采用HV-1000显微硬度计测得显微硬度,取点位置如图5所示,每隔0.5 mm采集一个数据。

图5 硬度测试点位置
焊接接头显微硬度分布如图6所示,由图6可知,焊缝位置的硬度明显高于其他区域,硬度值沿着熔合线向母材的方向逐渐降低并最终趋近于母材硬度。除根焊外,其余焊道的显微硬度差别较小,均为210~220 HV。其中过渡层焊缝硬度略高于填充和盖面,但总体上变化不大。根焊层的母材及焊缝硬度均高于过渡层及基层区域。母材硬度较高是由于内衬层母材本身硬度较高,而焊缝硬度明显高于其他焊道则是由于根焊层经历了多次后层焊道对其的热处理,显微组织比较均匀,晶粒细小,因此硬度较大。

图6 显微硬度试验结果
3 结论
(1)热丝TIG焊接的复合管焊接接头焊缝中心的显微组织均匀,各层焊道均以胞状晶为主,仅过渡层存在少量柱状晶,盖面层存在少量树枝晶。
(2)室温下,两次拉伸试验的平均抗拉强度为521 MPa,断裂位置均位于母材,距离焊缝较远。断口存在大量韧窝,为典型的韧性断裂。
Page 103
Microstructure and properties of hot-wire TIG welded joints of 825 nickel-base clad pipe
LI Dong1,YIN Limeng1,ZHU Hongliang2,YAO Zongxiang1,ZHANG Liping1
(1.School of Metallurgy and Materials Engineering,Chongqing University of Science and Technology,Chongqing 401331,China;2.Sichuan Oil and Gas Construction Engineering Co.,Ltd.,Chengdu 610041,China)
L360QS/N08825 bi-metal clad pipe was welded by hot wire TIG,and the microstructure and mechanical properties of the welded joint were then analyzed.The results show that uniform cellular crystal dominated the microstructure,only a small amount of column crystal and dendritic crystal can be observed in the transition layer and cover welding respectively;the average tensile strength is 521 MPa at room temperature,and the fracture morphology shows a typical ductile fracture;the impact absorbing energy of welding bead and heat affected zone was 120 J and 231 J respectively,the fracture morphology implying the fracture modes was mixed fracture and ductile fracture;the microhardness of heat-affected zone is higher that of the welding bead;the maximum value is about 265HV,which occurs in the root bead layer and is apparently higher than others.
bi-metal clad pipe;hot wire TIG;microstructure;tensile strength;impact toughness
TG457
A
1001-2303(2017)05-0073-05
10.7512/j.issn.1001-2303.2017.05.15
2017-03-28;
2017-04-08
国家自然科学基金项目(51674056);重庆市研究生科研创新项目(CYS16227);重庆科技学院研究生科技创新项目(YKJCX1620201);重庆市前沿与应用基础研究项目(cstc2015jcyjA50017)
李 东(1992—),男,硕士,主要从事油气输送管道焊接的研究。E-mail:weldon_lee@126.com。
本文参考文献引用格式:李东,尹立孟,朱洪亮,等.825镍基复合管热丝TIG焊接接头组织与性能分析[J].电焊机,2017,47(05):73-76,103.
