涂装车间新型膜厚检测系统的开发及应用
2017-05-29程小辉操金明赵晨思宋衍国
程小辉,操金明,赵晨思,宋衍国
(1.一汽-大众汽车有限公司,吉林 长春 130011;2.机械工业第九设计研究院有限公司,吉林 长春 130011)
1 新型膜厚检测系统研制的背景
汽车涂装行业中,部分主流企业要求在涂装线上增设膜厚检测设备(比如大众集团、菲亚特集团),用于在线测量闪干后的本色漆膜厚,监控其稳定性,出现膜厚波动时及时发出报警信息,提醒操作者检查分析原因,避免出现批量的车身油漆膜厚不良等质量问题。
目前,全球较流行的膜厚在线测量系统是CO2气体激光膜厚测量系统,以德国Phototherm公司为主,居垄断地位。其系统基于独立的激光控制主机为主站,不足之处主要表现在以下方面:
1)系统结构复杂,需要空冷,水冷等辅助设备;
2)基于独立的控制系统为主站,导致系统响应时间延长(理论上单个循环延长0.4s以上);
3)附属设备多,造价昂贵;
4)测量时间通常在2s以上,不能满足日益增加的高产能需求。
工艺过程如下:ECU控制激光发生器产生间断激光脉冲—激光脉冲加热油漆涂层—加热的油漆涂层经底层反射衰减热波—热敏传感器感应热量衰减波(不同的厚度对应不同的衰减波) —控制系统采集不同的热量衰减值经换算得到膜厚值并保存—上位机显示保存数据。

图1 CO2激光膜厚测量系统工作原理图
2 新型膜厚检测系统测量原理
1)测量过程。新膜厚检测系统的测量过程:机器人按轨迹将激光探测头靠近测量点(距离 90~110mm)—机器人发送膜厚测量指令—激光控制箱ECU接到机器人测量指令后,触发激光探测头进行膜厚检测—激光控制箱 ECU将检测的数据送给机器人控制柜—机器人控制柜将数据传给上位机—上位机进行数据的采集、分析、存储—上位机向机器人控制柜反馈必要的指令—下一个测量循环。

图2 膜厚测量原理图

图3 厚涂层的信号波形
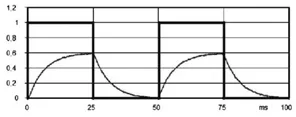
图4 薄涂层的信号波形
2)测量的标定。如图2所示,激光头(Laser Head)产生一定频率的激励激光(Pulse);激光透过涂层(Paint Film),将涂层加热;热量经过基层(Steel Panel)反射(Heat Radiation),不同的厚度反射的时间不同(相位值不同,如图3、图4所示);反射的热波经光学传感器(Optic, Sensor)测定及转换,即得到不同的膜厚值。
3)电泳补偿。实际测量时,由于受镀锌层,电泳层工艺的限制,某个测量点的厚度会上下浮动,最高会有2μm左右的误差产生。另一方面,当所测量的涂层在基层(镀锌层)以上有多于2个涂层,由于涂层材料不同,干湿度不同,导致激光在加热及辐射过程工况不同。基于以上情况下要想得到准确的色漆涂层厚度,就需要做电泳补偿的处理。其处理公式如下:

其中:
BC为电泳补偿后的准确色漆膜厚值;
BCLaser为激光测量系统测定的色漆漆膜厚值
V=Trefi– A10points,Trefi为调试车身上的某个点,A10points为生成拟合公式的楔形板所取10个点电泳值的平均值。
ε= Tactui– A50points,Tactui为实际生产车身上某个点的电泳值,A50points为调试车身上50个点的平均值。
3 新型膜厚检测系统硬件结构
新膜厚系统的硬件结构如图5所示。其主要构成如下:①测量探头,用来进行涂层的加热及测量;②电控单元盒,控制测量探头的开关,并转换测量的膜厚相位值为膜厚值;③连接盒,当线缆进入坦克链时,需要使用超柔线缆,而坦克链外围普通线缆,需要使用连接盒过渡;④机器人控制柜,作为整个系统的主站,一方面控制机器人运动,另一方面进行测量系统数据的采集;⑤PLC控制柜,负责系统安全信号及故障信号的采集与反馈;⑥上位机,系统数据的采集与分析反馈。

图5 新膜厚系统硬件结构示意图
4 新型膜厚检测系统的优势及经济效益
新型膜厚检测系统适应市场需求,基于德国 OptiSense固体激光测量单元,开发出相应的测量软件,创新集成系统,解决技术瓶颈,体现以下几个方面:
(1)系统基于机器人为主站,响应时间较传统系统缩短(理论上单程0.4s以上);
(2)测量时间缩短,产能提高:现行系统2s以上,新系统0.5 s以内;
(3)系统结构简单,较现行系统,削减了空冷、水冷单元;
(4)较现行测量系统,投资成本降低50%以上;
(5)开发的测量软件高效简洁,便于使用和维护。
新型膜厚检测系统的经济效益体现在以下几个方面:
(1)节约一次性投资成本50%以上;
(2)产能提升187.5%以上;
(3)长期使用成本下降70%以上;
(4)使用简化,安全性能提高;
(5)故障率降低,维修方便。
5 总结
新型膜厚检测系统,经一汽-大众汽车有限公司青岛工厂(一期)新建涂装车间项目实施验证,投资成本降低,重复精度高,测量节拍快(整车70个测量点可在一个生产节拍内完成),结构简单,操作维护方便,达到了项目任务的各项指标。