白车身车门铰链电泳流痕的解决方案
2017-10-17何杰叶卓成尹鹏
何杰,叶卓成,尹鹏
(一汽-大众汽车有限公司质量保证部,广东 佛山 528000)
白车身车门铰链电泳流痕的解决方案
何杰,叶卓成,尹鹏
(一汽-大众汽车有限公司质量保证部,广东 佛山 528000)
电泳流痕是涂装车身制造过程中常发工艺缺陷,多见于车门铰链、门盖压合边等部位。电泳流痕与白车身构造有直接的关联,文章以车门铰链区域为例,分析问题成因, 通过零件与过程优化解决电泳流痕问题,节省车身制造成本。
白车身;铰链;电泳流痕;解决方案
Abstract:Electrophoretic flow is typically manufacturing process defects in Paintshop, more found in door hinges and door edges. Electrophoretic flow has a closed relationship with white body’s structure. This article takes door hinges for example,analyze the cause of the problem and through parts and process optimization to solve it.
Keywords: white body; hinge; electrophoresis flow; solution
CLC NO.: U466 Document Code: A Article ID: 1671-7988 (2017)18-223-02
引言
电泳流痕,是车身制造过程中常见的工艺过程缺陷,多见于车身的车门铰链、门盖压合边等部位。白车身在电泳过程中,因液体毛细虹吸作用影响使得少量电泳槽液或清洗液残留在车身钣金缝隙或零件间隙中,电泳后的烘干过程中残留液体的表面张力变小,从缝隙或间隙中流淌到车身表面,形成电泳流痕。电泳流痕形成于电泳层外,并不影响电泳层本身质量,所以对于非外表面的电泳流痕一般不予处理;但门盖、侧围等外表面的电泳流痕,中涂层和面漆层无法有效遮盖,导致漆面缺陷,生产过程中必须予以消除。打磨流痕耗费大量人力、物力,浪费生产节拍;电泳流痕严重时,返修时间超出生产节拍,会造成生产停台;打磨返修也增加了车身制造成本。综上,解决电泳流痕问题对于提高车身漆面质量、降低制造成本、提升车身生产平顺性有重要意义。
电泳流痕产生于涂装的生产工艺,但引发电泳流痕的因素有多种,白车身构造就与电泳流痕的产生有直接关联。文章以车门铰链为例,分析车门铰链区域电泳流痕成因, 通过零件与生产过程优化系统性的解决电泳流痕问题。
1 问题描述

图1 铰链附近的电泳流痕
车身电泳烘干后,车门铰链区域侧围外板的表面出现电泳流痕(见图1),流痕为白色或淡黄色,喷涂面漆后仍清晰可见,综合缺陷率在40%左右。电泳流痕会导致漆面缺陷,必须在面漆工序前返修消除,程度较轻流痕用砂纸打磨即可,程度较重流痕需要用设备打磨;若遇到连续多台车身均需设备打磨,容易引发生产停台。流痕返修属于返修工艺,并非正常的生产工艺,消耗人力物力,给生产造成困扰的同时也增加了车身制造成本。
2 原因分析
从生产线抽取发生电泳流痕的车身,拆卸铰链,观察流痕内部的状态;通过对多辆份流痕车身的分析,查找车门铰链区域电泳流痕产生原因。
车身经过电泳后,会依次经过超滤喷淋、超滤浸洗、浸泡清洗、沥干、电泳烘烤工艺。将车身拆卸后发现,钣金与铰链安装面的部分区域贴合不严,有液体流动痕迹,见 图2(a)。铰链平面有条棱状凸起,直接导致该区域铰链平面与钣金贴合不严,零件间存在间隙,电泳时会导致电泳液积存,该间隙所在位置与电泳流痕的初始流淌位置是相同的。据此分析,因铰链安装面存在棱形凸起,铰链拧紧后侧围外板与铰链安装面不能完全贴合,零件间存在细小间隙,电泳液受毛细虹吸作用的影响,电泳过程中会有少量电泳液会进入外板与铰链的间隙,沥干工艺并不能消除这些残留的电泳液,电泳液残留示意图见 图2(b)。电泳烘干时,电泳液表面张力随温度的升高而减小,虹吸作用减弱,残留的电泳液流出间隙,在车身外板上形成电泳流痕。
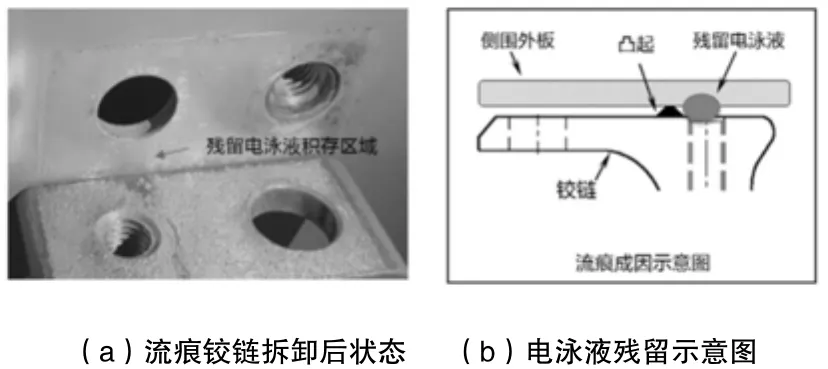
图2
3 解决方案
在明确了电泳流痕成因后,解决铰链处电泳流痕问题的关键在于消除残留在间隙的电泳液,拟定的技术方案包括:①消除导致电泳液积存的间隙;②去除已积存的电泳液。围绕这两种技术方案,设计了相应的工艺方法并通过试验予以验证。通过对比工艺可行性、工艺效果和施行成本,确定最终的解决方案。
3.1 增加车身吹净工艺
电泳最后一道纯水浸泡清洗后设有沥干工艺,但积存在细小间隙的液体因毛细虹吸作用很难沥出。使用高压空气对铰链安装面进行吹净,加快残留电泳液的沥出,消除或减少电泳液的残留量,增加车身吹净工艺能降低电泳流痕的发生率并减轻流痕程度。试验数据表明,电泳流痕发生率降低了36%,但单车流痕个数仍然偏多,且车身吹净需要人工进行,单个生产班次需增加2名人员,人工成本高。
3.2 提高铰链安装面平整度
铰链与侧围外板钣金安装面的平面度原要求为0.3mm,铰链安装面是铸件表面,常有金属铸造过程中形成的凸起或凹坑,当凸起或凹坑程度较重时,导致铰链安装面与钣金不能完全贴合,形成间隙,进而导致电泳液在间隙处积存。通过提高铰链安装面的平面度要求,从0.3mm提升至0.2mm,铰链安装面在铸造后增加打磨工艺,使安装面更为平整,实现铰链与侧围外板的紧密贴合,降低电泳液积存残留的可能性。通过试验发现,提高铰链安装面平整度的方法对解决电泳流痕非常有效,单车流痕个数从5.5下降到0.5,减少91%,铰链处的电泳流痕已基本消除。

表1 两种拟定工艺方法效果的对比
对比两种拟定工艺方法的试验结果,发现提高铰链安装面平整度的方法效果明显,可基本解决铰链区域电泳流痕的缺陷;与财务部门合作,核算两种工艺方法的成本,提高铰链安装面平整度的单车成本增加也少于高压空气吹净;工艺难度上,铰链安装面由供应商负责加工,并不增加主机厂加工深度,简便易行。从效果、成本、工艺难度上综合考虑,推荐使用提高铰链安装面平整度的工艺方法,解决铰链电泳流痕的问题。
4 结语
本文针对车身铰链处的电泳流痕缺陷,通过对发生流痕铰链的拆解分析问题原因,发现零件间的细小间隙导致了电泳液的积存残留进而并在电泳烘干时产生电泳流痕。通过试验在效果、成本、工艺难度方面综合评价两种拟定的解决电泳流痕的工艺方法,发现提高铰链安装面平整度能基本消除铰链处的电泳流痕。
[1] 张永彦, 赵安伟. 电泳漆二次流挂性检测方法及其应用[J]. 现代涂料与涂装, 2010(8):47-48.
[2] 田学强, 郭培. 预防电泳流痕的前期策划及控制[J]. 汽车工程师,2014(6):53-54.
The Solution of Electrophoresis Flow in White Body Hinge
He Jie, Ye Zhuocheng, Yin Peng
( FAW-Volkswagen Automobile Co., Ltd. Quality Assurance Department, Guangdong Foshan 528000 )
U466 文献标识码:A 文章编号:1671-7988 (2017)18-223-02
10.16638/j.cnki.1671-7988.2017.18.077
何杰,就职于一汽-大众汽车有限公司质量保证部。