电泳槽阳极板设计研究
2017-05-29高岳鑫
高岳鑫
(一汽-大众汽车有限公司规划部,吉林 长春 130011)
前言
阴极电泳是目前轿车车身制造普遍采用的涂装工艺,随着科技的发展,人们对质量的要求越来越高,而阴极电泳技术可以有效保证车身电泳膜厚的均匀性,从而提高车身使用寿命(耐腐蚀性)。阳极板是轿车阴极电泳设备的一个重要组成部分,必须科学设计选材,精心选型安装,细致维护清理,才能发挥阳极系统的功能,为生产出良好的电泳防腐涂层提供保证。
1 阳极板设计方法
1.1 阴极电泳原理
车身阴极电泳是将具有导电性的车身和滑撬浸渍在装满水稀释的、浓度比较低的电泳涂料槽中作为阴极,在槽中另设置与其相对应的阳极,在两极间通直流电,从而在车身上析出均一、不溶于水的涂膜的一种涂装方法。
通过直流电将水和树脂分子分别电解为相应的阴阳离子,阳离子泳向阴极,阴离子泳向阳极,借助于电,树脂分子从液体析出形成电泳漆膜,半透膜两端通电后,低浓度向高浓度移行,电泳涂膜在加电作用下脱水使涂膜致密化。
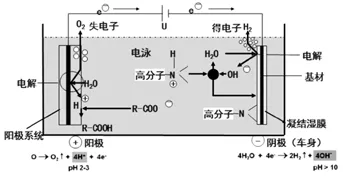
图1 车身阴极电泳原理
1.2 阳极板作用
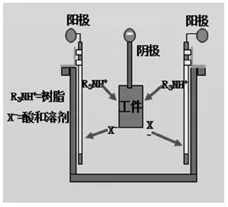
图2 阳极板工作原理图
由于在阴极电泳过程中,树脂阳离子容易在车身上沉积,有机酸根离子积聚,PH值降低,电导率升高,从而电泳漆面容易形成条印,漆膜粗糙等问题。这就需要安装阳极板来除去槽液中的游离酸,并防止酸的积聚,维持槽液的稳定。
1.3 阳极板分类
阳极板按照形状来划分,可以分为板式阳极、管式阳极以及弧形阳极板,相同情况下三种管路对比如下表所示:
1.4 阳极板材料的选择
阳极电极材料,一般选择316L不锈钢,厚度大于1/8英寸(3.2mm)。为延长阳极的使用寿命,可选用氧化钌或钛基氧化物的电极。涂覆有氧化钌成分的阳极寿命是不锈钢阳极的数倍,但初期投资也比不锈钢要多。
阳极膜材料,一般为只有水分子、小的酸根离子等能通过的半透膜(阴离子交换膜),树脂、颜料等大分子则不能透过。
阳极循环管路的材料,一般为不锈钢 316L或者材质优良的PP管材,因为管路中的阳极液PH范围在2-3左右,需要抗酸液腐蚀。
1.5 阳极板面积的计算方法

图3 阳极板面积计算图
阳极面积可通过下列公式计算:

其中, SA——阳极面积
JPH——生产节拍(hour-1)
T——单车电泳涂装时间(min)
SC——单车表面积
R——阴极面积/阳极面积(通常≤4:1)
阳极宽度通常为b=690mm,长度a根据槽体深度确定。从而,阳极板的数量m=SA/a*b。
1.6 阳极板安装及排布原则
一般情况下,安装时间为电泳漆投槽前,并通过渗漏测试。一旦投入生产,阳极板必须一直保持湿润的状态,并且干燥的时间不能超过3小时。否则阳极膜将发生破裂。
阳极单元应沿槽壁布置,浸入深度不大于槽液深度的40%。
在全浸泳涂时间大于 3min的场合,阳极的排布要从出槽口向前排,一般入槽端靠近入槽车身部位不布置阳极板。
阳极板相邻2个电极段之间至少有1个极罩的间隙。如果两个极罩之间的电压差超过75V,要留出2个极罩的间隙。如果电压差超过100V,则要留出3个极罩的间隙。
在泳涂车身面积较大的情况下,一般在电泳槽的底部也设置阳极板,这样可以使电泳涂层更加均匀。

图4 电泳槽中阳极板排布
2 结语
以上是对电泳槽阳极板的工作原理及设计原则作了简要介绍。作为阴极电泳涂装工艺的重要设备,阳极板的质量决定了电泳车身膜厚、粗糙度等重要参数指标,从而将会影响车身的防腐性能。由于篇幅的限制,本文仅根据工作经验和相关资料,对一种阳极板的设计尺寸进行了计算。未来还需要在实践中不断优化阳极板的设计理论,结合新型材料,改善阳极板的电泳效果,从而提高车身防腐性能。