激光熔覆修复15-5PH不锈钢的拉伸性能及组织研究
2017-05-28刘海涛司超阳霍登平张青绒杨东辉
刘海涛,司超阳,霍登平,张青绒,杨东辉
(1. 航空工业西安飞行自动控制研究所,西安 710065;2. 西安铂利特激光成形技术有限公司,西安 710072)
15-5PH是一种低碳马氏体型沉淀硬化不锈钢,具有强度高、耐蚀性好、韧性和低温性能良好等特点,广泛应用于航空航天、兵器工业、船舶制造等领域。尤其在航空制造领域,作动器部件广泛采用15-5PH沉淀硬化不锈钢,使作动器具有10年以上的服役时间和较长的维修周期[1]。
作动器部件在长期使用过程中易产生应力开裂、机械磨损等缺陷,在制造过程中也会因误加工而形成过切、啃刀等缺陷,这些缺陷的存在将显著影响整个组件的使用性能,甚至导致报废,从而造成很大浪费。面对这种情况,国内外对修复技术做了大量研究,常规修复方法如电弧堆焊、氩弧堆焊和等离子弧堆焊等,由于输入的热量巨大,且要求将零件预热到非常高的温度,必将导致零件有较大的变形,甚至内部组织发生变化,修复后的零件经常无法使用。兴起于21世纪初的激光熔覆修复技术很好地解决了此类问题,受到普遍关注。
激光熔覆技术是利用大功率高能量激光束, 结合CNC控制技术,在短时间内将预先涂覆在零件表面的涂层或同步送粉与基体表面一起熔化后快速凝固,获得与基体冶金结合的致密覆层,实现零件的增材制造或修复,后续结合机械加工或打磨,可恢复零件的几何尺寸。在此过程中,激光加热速率极快,并以基体金属作为冷却介质,冷却速率可达103 ~ 108 K/s, 使修复区域瞬间熔化和凝固。既可减小修复区氧化的几率,又使晶粒来不及长大,较大的温度梯度加剧了熔池的对流,使组织进一步细化,还可使其对基体的热效应降至最小限度,将零件变形和开裂的几率控制到最小[2-3]。
综上所述,激光熔覆技术具有修复质量高、操作方便、热影响区小等优点,是一种非常好的零件快速修复技术。目前该技术在钛合金零件修复上得到一定程度的应用[4-5],但鲜有15-5PH不锈钢零件激光熔覆修复的报道。
本文主要研究了15-5PH沉淀硬化不锈钢不同熔覆修复比例(25%、50%、75%、100%)对力学性能的影响,以及熔覆修复后试样的断口形貌、金相组织、内部缺陷和显微硬度。
1 试验材料及方法
激光熔覆修复试验在西北工业大学凝固技术国家重点实验室建立的LSF-I型激光立体成形设备上完成。该设备由RS-850型CO2激光器,LMP-408型4坐标数控工作台,DPSF-1型送粉器,同轴送粉喷嘴和惰性气体保护箱等组成。试验采用的主要工艺参数见表1。
试验材料为15-5PH不锈钢基材和粒径为75~150μm的15-5PH球形粉末,基材和粉的化学成分见表2。15-5PH基材经580℃时效硬化,硬度为31~38HRC。试验前将粉末材料在150℃真空条件下(≤0.1Pa)进行烘干处理,以减少粉末吸潮对成形质量带来的不良影响,用砂纸对基材表面进行打磨处理,再用丙酮清洗干净[6]。
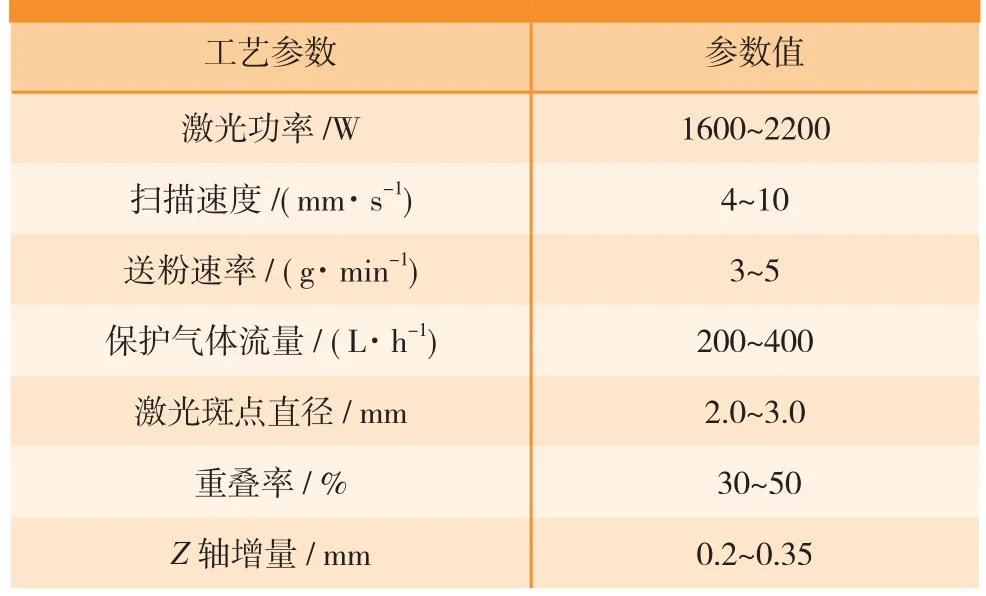
表1 激光立体成形工艺参数
为反映不同熔覆修复比例对15-5PH室温拉伸性能的影响,确定飞机作动器部件激光熔覆修复技术的适用范围,本文设计了缺损体积比分别为25%、50%、75%、100%的拉伸试棒。激光熔覆修复前,先加工成槽状试样(见图1),槽底与中心线距离决定最终车加工后标准试棒取样区域的熔覆修复比例。激光熔覆修复后,将槽状试样车加工成图2所示的标准试棒,取样位置为图1中槽型试样横截面中心位置,拉伸试样轴心与槽型试样轴心重合,修复区横截面积分别占试棒径向总横截面面积的25%、50%、75%和100%。每种修复比例的试棒各4根。在ZWICK 250型电子万能试验机上进行室温拉伸试验,分别测量了各试样的抗拉强度、屈服强度、伸长率和断面收缩率,与15-5PH基材制成的标准试棒拉伸数据进行比对。
5种类型试样的拉伸性能数据见表3,其中熔覆修复比例0是指利用15-5PH原材料加工的对照试棒,100%是指试样平行段完全由激光熔覆修复材料打印后加工而成的试样。
为研究熔覆修复后材料及其界面的微观组织,特制备了两块尺寸为10mm×10mm×10mm的15-5PH试样,在其中一个面激光熔覆15-5PH粉末,熔覆层厚度约5mm,沿熔覆界面法向制备金相试样。
利用JSM-6390A 型扫描电子显微镜(SEM)研究不同修复比例拉伸试样的断口形貌特征。利用OLYMPUS GX71型倒置式金相显微镜观察金相试样的显微组织形貌,并利用Duramin-A300显微硬度计测试金相试样不同区域的显微硬度。
2 试验结果与讨论
2.1 熔覆修复试样力学性能
图3为室温拉伸时5种试样的抗拉强度、屈服强度、伸长率和断面收缩率的均值变化图。抗拉强度随熔覆修复比例增加呈现先增大后减小的现象;屈服强度无明显变化规律;延伸率和断面收缩率随熔覆修复比例增加呈先减小后增大趋势。
由试验结果可见,不同缺损体积比修复试样的抗拉强度略高于基材和100%修复试样,而基材试样和100%修复试样的抗拉强度接近。对试样进行修复会提高材料的抗拉强度,该现象与试样修复界面区域的硬度升高有关,这点在2.5节中可以看到。不同缺损体积比修复试样的屈服强度并未表现出与抗拉强度相同的变化规律,在所研究的4种熔覆修复比例的试样中,75%熔覆修复比例时屈服强度最高。不同缺损体积比修复试样的延伸率和断面收缩率均低于基材和100%修复试样,修复试样的延伸率和断面收缩率随着修复比例的增加而降低。由于基材和100%修复试样上不存在修复界面,修复界面会降低试样塑性,因此基材和100%修复试样的延伸率和断面收缩率均高于不同比例的修复试样。

表2 15-5PH基材和球形粉化学成分(质量分数) %
2.2 熔覆修复试样断口形貌
缺损体积为25%、50%、75%的熔覆修复试样断口均为V形断口,断口形貌相似。V形断口的两个断面方向分别沿修复界面和与轴线夹角呈45°。以50%熔覆修复试样断口形貌为例,其断口的扫描电镜照片如图4所示。其中修复界面是断口的稳定形成面,表明修复界面的结合力弱于基体内部的结合力。100%缺损体积比的熔覆修复试样的断口与基材制成的标准试样断口一致。断口特征为:心部受三向应力的作用产生裂纹,裂纹由中心向四周扩展导致断裂。在断口上存在断裂过程中产生的二次裂纹(见图5和6)。
2.3 熔覆修复试样微观组织
图7为熔覆修复15-5PH试样金相组织,可以看出熔覆修复试样组织共分为3个区域:基材区、热影响区和修复区。

表3 试样拉伸性能数据
热影响区是修复区和基材区的过渡区域,深度约为1mm,在靠近修复区和靠近基材区的不同区域显微组织有较明显的差异。热影响区由尺寸较小的α板条长大合并所形成的粗大α板条构成,等轴α基本消失,趋于形成新的晶界。热影响区晶粒沿修复区至基材区方向长大,呈现明显的定向生长规律,该现象因熔覆过程中的热量由修复区至基材区传递导致。基材区为沉淀硬化马氏体组织,呈等轴状和板条状的双态组织[7-10]。
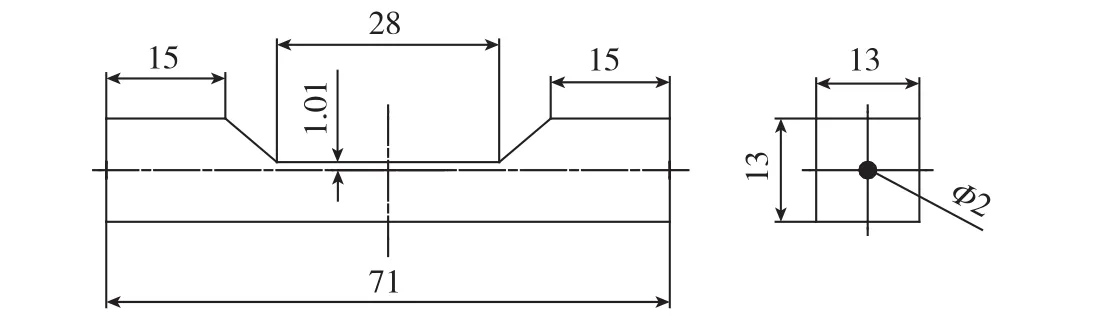
图1 缺损体积比为25%的槽修复试样尺寸Fig.1 Sample with 25% cladding layer
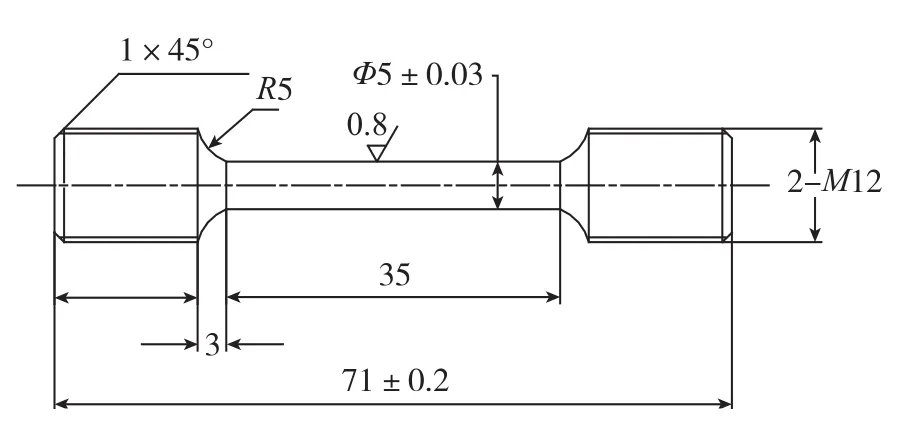
图2 拉伸试样尺寸Fig.2 Tensile test specimen
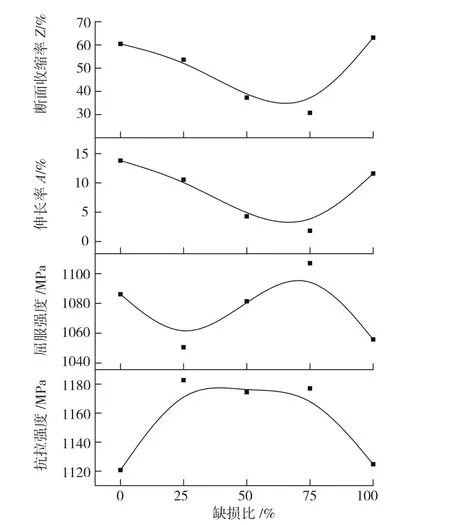
图3 不同缺损体积比15-5PH在室温下的抗拉强度、屈服强度、延伸率、断面收缩率均值Fig.3 Average tensile strength/yield strength/elongation/reduction of 15-5PH with different cladding rates at room temperature
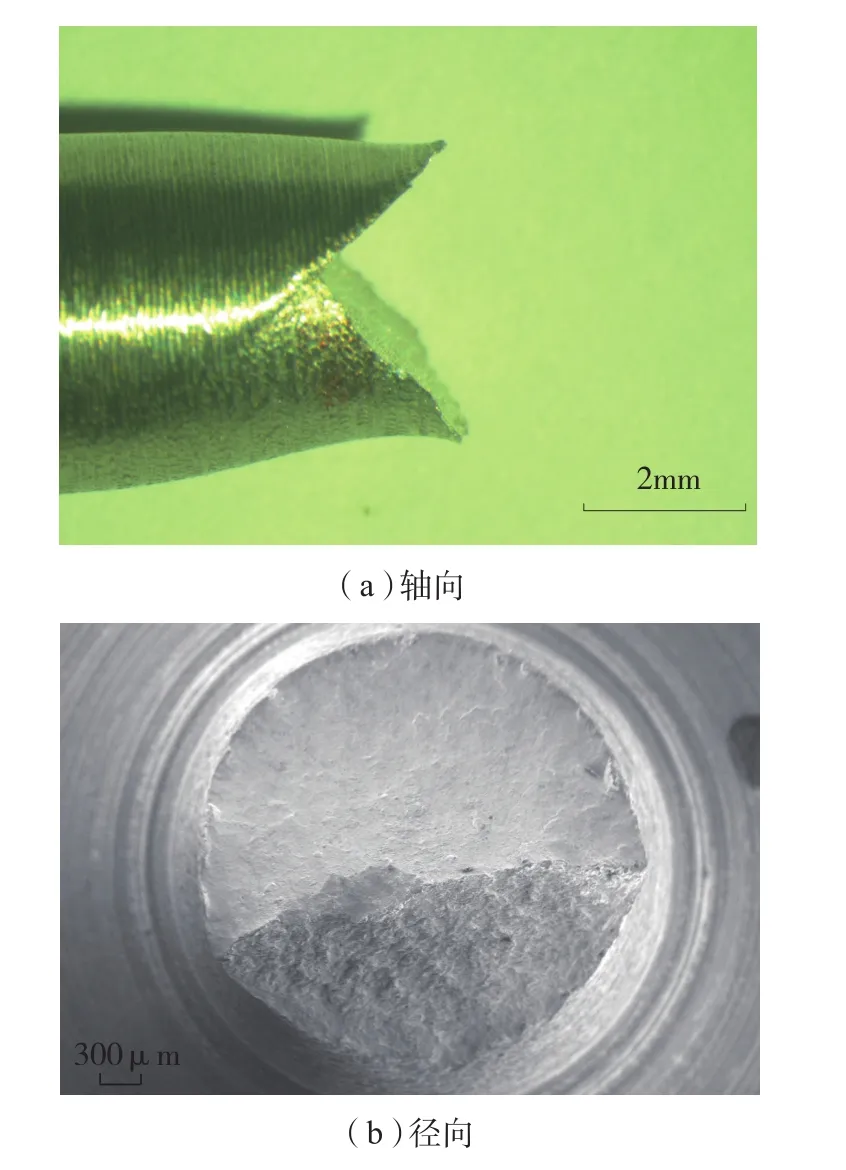
图4 缺损体积比50%的熔覆修复试样断口Fig.4 Fracture of a sample with 50% cladding layer
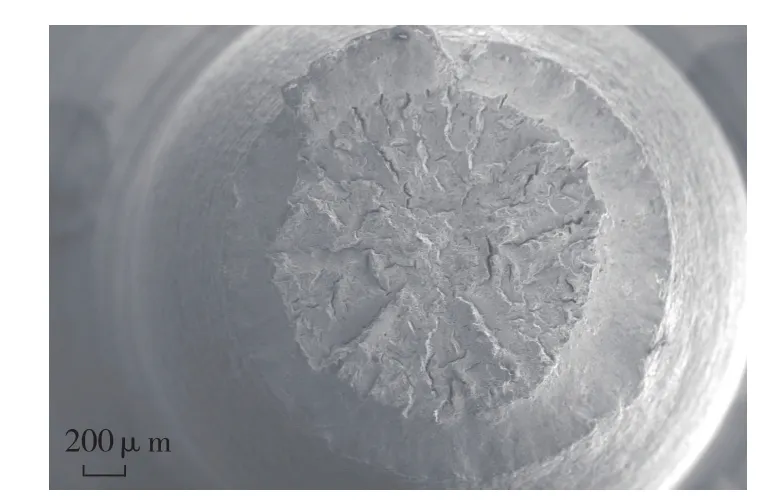
图5 缺损体积比100%的熔覆修复试样断口Fig.5 Fracture of a sample with 100% cladding layer

图6 基材试样断口Fig.6 Fracture of 15-5PH sample
2.4 熔覆修复试样表面和内部缺陷
经X射线检测,熔覆修复试样内部未发现裂纹、气孔。按ASTME1444-2001进行磁粉探伤检查,熔覆修复试样内部未发现缺陷,符合MIL-STD-1907 A级验收要求。
2.5 熔覆修复试样显微硬度
激光成形修复零件中修复区、热影响区和基材区的硬度及其分布情况将对修复后零件的性能带来很大影响。如果修复区较基材区硬度过高,会导致韧性严重降低,甚至在局部产生微裂纹,导致整个零件失效。
从图8可以看出,修复区硬度为313~324HV,基材区硬度为354~362HV,热影响区硬度为355~452HV,其中修复区的硬度略低于基材区。值得关注的是,热影响区的硬度明显高于另外两个区域,其原因是激光熔融修复过程中热影响区组织重新加热,所受影响相当于进行了时效处理,因此硬度较高。
3 结论
(1)15-5PH不同熔覆比例试样的抗拉强度均高于基材,但塑性随着修复比例的增大而降低。25%熔覆比例时抗拉强度最高,力学性能最好。
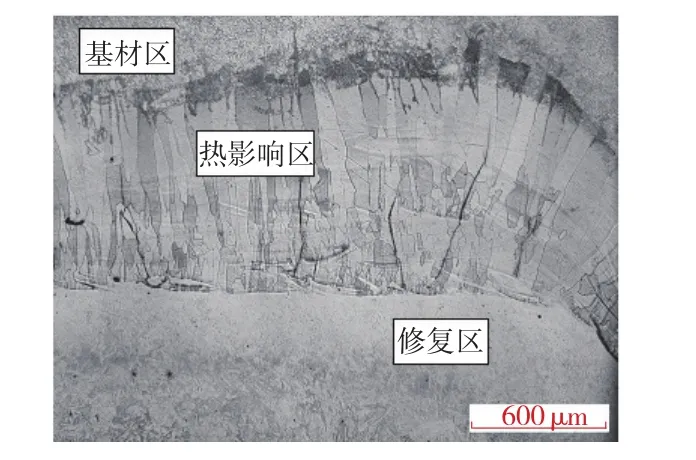
图7 修复区微观组织Fig.7 Microstructure of cladding reparation
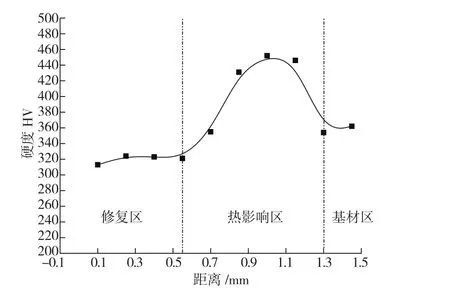
图8 15-5PH熔覆试样显微硬度Fig.8 Microstructure hardness of 15-5PH cladding sample
(2)熔覆界面的结合力较基体内部的结合力弱,修复试样的断口均呈V字形。
(3)15-5PH熔覆试样的微观组织分为修复区、热影响区和基材区,其中热影响区的组织呈现明显的方向性。
(4)15-5PH熔覆试样不同区域的硬度值有差异,其中热影响区的硬度最高。
参 考 文 献
[1] 李树梁,周贤良,华小珍,等. 15-5PH不锈钢长时效时间对组织和力学性能的影响[J]. 失效分析与预防, 2013, 8(6):331-332.
LI Shuliang,ZHOU Xianliang,HUA Xiaozhen, et al. Influence on microstructure and mechanical properties of long-term aged 15-5PH stainless steel[J]. Failure Analysis and Prevention, 2013, 8(6): 331-332.
[2] 贺运初,潘树林,胡祖汉. 大型往复压缩机曲轴裂纹的激光熔覆修复[J].化肥工业, 2007, 34(5): 52-53.
HE Yunchu, PAN Shulin, HU Zuhan. Repair by laser fusion coating of cracks in crank-shaft of large reciprocating compressor[J]. Chemical Fertilizer Industry, 2007, 34(5):52-53.
[3] 贾治国,邓琦林. 铸钢零件激光熔覆修复试验研究和工程应用[J].电加工与模具, 2012(6): 56-57.
JIA Zhiguo, DENG Qilin. The experimental researches and engineering applications on repairing cast-steel components by laser cladding[J]. Electromachine & Mould, 2012(6): 56-57.
[4] HUANG W,CHEN J,LI Y. Laser rapid forming technology of high performance dense metal compents with complex structure[J].Proceedings of SPIE, 2005, 5629:67-75.
[5] 陈静,张强,刘彦红,等. 激光成形修复Ti17合金组织与高温性能研究[J]. 中国激光, 2011, 38(6): 205-211.
CHEN Jing, ZHANG Qiang, LIU Yanhong, et al. Research on microstructure and high temperature properties of Ti17 titanium alloy fabricated by laser solid forming [J]. Chinese Journal of Lasers, 2011, 38(6):205-211.
[6] 张方,陈静,薛蕾,等. 激光成形修复Ti60合金组织与性能研究 [J]. 应用激光, 2009, 29(2): 87-88.
ZHANG Fang, CHEN Jing, XUE Lei, et al. Study on micro structure and mechanical properties of laser solid repaired Ti60 alloy[J]. Applied Laser, 2009, 29(2): 87-88.
[7] 王俊伟,陈静,刘彦红,等.激光立体成形TC17钛合金组织研究 [J].中国激光, 2010, 37(3): 848-851.
WANG Junwei, CHEN Jing, LIU Yanhong, et al. Research on microstructure of TC17 titanium alloy fabricated by laser solid forming [J].Chinese Journal of Lasers, 2010, 37(3):848-851.
[8] SESHACHARYULU T, MEDEIROS S C, FRAZIER W G, et al.Microstructural mechanisms during hot working of commercial grade Ti-6Al-4V with lamellar starting structure[J]. Materials Science & Engineering A, 2002, 325(1-2): 112-125.
[9] STEFANSSON N, SEMIATION S L, EYLON D. The kinetics of static globularization of Ti-6Al-4V[J]. Materials Science & Engineering A,2002, 33:3527-3534.
[10] STEFANSSON N, SEMIATION S L. Mechanisms of globularization of Ti-6Al-4V during static heat treatment[J]. Metallurgical and Materials Transactions A, 2003, 34: 691-698.
