TC17钛合金焊接接头组织与力学性能分析
2017-05-28
(中国航空制造技术研究院航空焊接与连接技术航空科技重点实验室,北京 100024)
钛合金具有高的比强度和优良的抗腐蚀性能,同时也具有较好的热稳定性以及热加工性能,是优异的结构材料[1-5]。TC17是一种富β稳定元素的α-β型两相钛合金,其名义成分为Ti-5Al-2Sn-2Zr-4Mo-4Cr。含有α稳定元素Al、中性稳定元素Sn和Zr、同晶型β稳定元素Mo、共析型β稳定元素Cr,该合金具有断裂韧性好、强度高、锻造温度范围宽等一系列优点[6-7],广泛应用于飞机框梁等承力构件和发动机的叶盘等承受大应力的转子部件,而这些构件中的很大一部分又采用了焊接结构[8]。TC17钛合金可以采用熔焊(如氩弧焊、激光焊、电子束焊)和钎焊、摩擦焊等多种方法焊接,焊接接头的力学性能是影响焊接结构设计和使用的重要因素[9]。
氩弧焊(TIG焊)是工程上最为常用的焊接方法,常用于钛合金薄板焊接。电子束焊在钛合金的焊接中被广泛应用,其主要特点是热源能量密度高、热效率高,接头焊缝的熔深比大,热影响区小、焊接变形小,熔池周围处于真空保护环境中,焊接质量较好[10]。本研究通过试验获得了TC17钛合金氩弧焊和电子束焊工艺规范和参数,对TC17钛合金采用两种焊接方法的接头力学性能和微观组织的关系进行了分析,为两种焊接方法在工程中的选用和工艺优化提供参考。
1 试验材料与方法
试验所用材料为方块锻件,焊接试样为由锻件经过机加工而成的厚2.3mm的板材。研究中采用的TC17钛合金的化学成分如表1所示。
钛合金显微组织如图 1所示,为在β区锻造和热处理后形成的网篮组织,所有原始β晶界已破碎。
焊前用4% HF+10% HNO3的水溶液清洗试片,并要求从酸洗到焊接中间的间隔时间不能过长, 焊前采用干净棉球蘸丙酮擦拭待焊处。
氩弧焊试验所用设备为六轴弧焊机器人,焊接过程中,焊枪、拖斗和夹具上位于焊缝下的垫板上的小孔内均通有氩气作为保护气体,保护焊缝不受外部气氛的影响;同时,在焊枪内通冷却水。对各个工艺参数之间的匹配进行了工艺试验,获得了2.3mm厚TC17钛合金平板焊接工艺参数为:电弧电压9.5V,焊接电流90A,焊接速度24cm/min,送丝速度40cm/min,焊枪内氩气流量15L/min,拖斗和垫板内氩气流量5L/min。
电子束焊试验所用设备型号为ZD150-15MH。通过试验,获得电子束焊接工艺参数为:电压120kV,聚焦束流1990mA,电子束流27mA,焊接速度25 mm/s。
试板在焊后进行了去应力热处理,热处理后将试板加工成标准力学试样进行试验,试验后制取试件的断口试样,并沿垂直焊接方向截取焊缝金相试样,采用Leica DM6000M光学显微镜和Supra55扫描电子显微镜分析显微组织形貌。
2 接头截面组织形貌
对氩弧焊接头横截面进行了组织观察,如图2所示。可以看出接头明显的分为焊缝区、粗晶热影响区、过渡区和母材区。在经历氩弧焊接热循环后,焊缝及靠近焊缝的热影响区晶粒长大严重。焊缝区可以观察到明显的板条析出α相,呈现典型的网篮状,并可以观察到β晶界,这些β晶界是熔焊后金属从高温冷却过程中保留下来的。粗晶热影响区金属超过了合金的β转变温度,发生了完全β相变,在冷却过程中,高温β相转变为α相的过程来不及进行,在亚稳β晶粒内析出质点状α相。因为钛合金熔点高,导热性差, 使得近缝区组织长时间处于过热状态,β晶粒严重长大。远离焊缝靠近母材的热影响区组织,则形成了带状形貌的过渡区。

表1 化学成分%
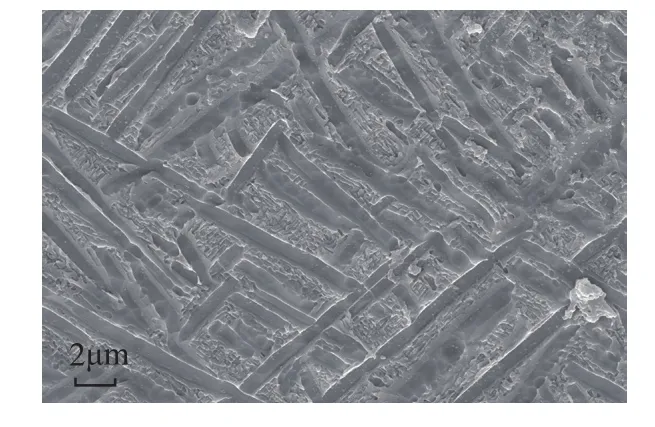
图1 TC17合金显微组织Fig.1 Microstructure of TC17 alloy
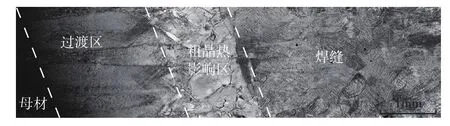
图2 氩弧焊接头横截面形貌Fig.2 Cross section morphology of TIG welded joint
电子束焊的接头组织与氩弧焊的组织有明显的区别,如图3所示,焊缝区相比氩弧焊接头较窄,焊缝组织具有从熔池两侧的母材向焊缝中央生长的形貌特征,焊缝区的金属在冷却过程中,晶粒依附附近加热到半熔化状态的基体金属表面,以柱状晶的形态向焊缝中心生长, 从而交互结晶。在β→α转变区间,α相首先在β晶界上形核,并向晶内生长,形成带状组织,且呈一定位相排列,而原始β晶界保留了下来。在焊缝与热影响区之间没有形成氩弧焊接头组织中出现的粗晶区。
3 接头拉伸试验
为了评定接头的力学性能,对接头拉伸性能进行了测试,在Z100电子万能材料试验机上试验,轴向加载,按照GB/T228-2002《金属材料室温拉伸试验方法》在室温下进行测试。TC17钛合金母材及两类焊接接头拉伸试验结果如表2所示。
由试验结果可以看出,氩弧焊和电子束焊接头的室温抗拉强度(Rm)基本与母材等强,表明这两种焊接工艺均没有显著改变材料的拉伸强度。氩弧焊接头的相对延伸率(A)下降明显,试验均值达到了母材的28.9%,电子束焊接头的平均延伸率为10.4%,达到了母材的68.7%。根据焊接接头微观组织的分析可知,塑性降低主要是由于热影响区及焊缝的组织变化所致。氩弧焊焊缝组织较电子束焊更为粗大,接头不均匀性更为显著,接头塑性从而低于电子束焊。
4 断口分析

图3 电子束焊接头横截面形貌Fig.3 Cross section morphology of EBW welded joint

表2 TC17接头拉伸性能
观察拉断试样横向截面显微组织,氩弧焊试样断裂位置在粗晶热影响区(见图4),电子束焊试样断裂位置位于焊缝(见图5)。对断口进行分析,氩弧焊拉伸断口表面粗糙,高度差较大,如图6所示,主要由沿晶和解理单元组成,明显可见沿原始β相界断裂,断口中韧窝少且较浅,表现为脆性断裂。
电子束焊断口形貌与TIG焊断口形貌有明显的区别,沿原始β晶粒晶界断裂的特征不及氩弧焊断口明显,焊缝中可见气孔存在。如图7所示,断口显示有明显的撕裂棱,显示接头具有较好塑性。
氩弧焊与电子束焊均为熔焊,然而两种工艺接头微观组织有较大差异,电子束焊的热源密度高,焊接速度快,热输入量小;与之相比,氩弧焊时近缝区组织在高温区停留时间较长,产生了粗晶热影响区,塑性明显降低,然而氩弧焊方法高效、低成本,焊接接头也具有较好的拉伸强度,在工程中也具有较广的应用范围。

图4 氩弧焊拉伸试样断裂位置Fig.4 Fracture position of specimen with TIG welding
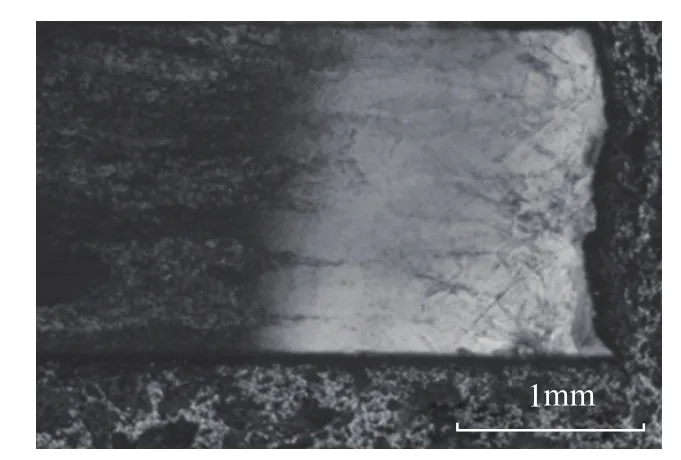
图5 电子束焊试件断裂位置Fig.5 Fracture position of specimen with EBW welding
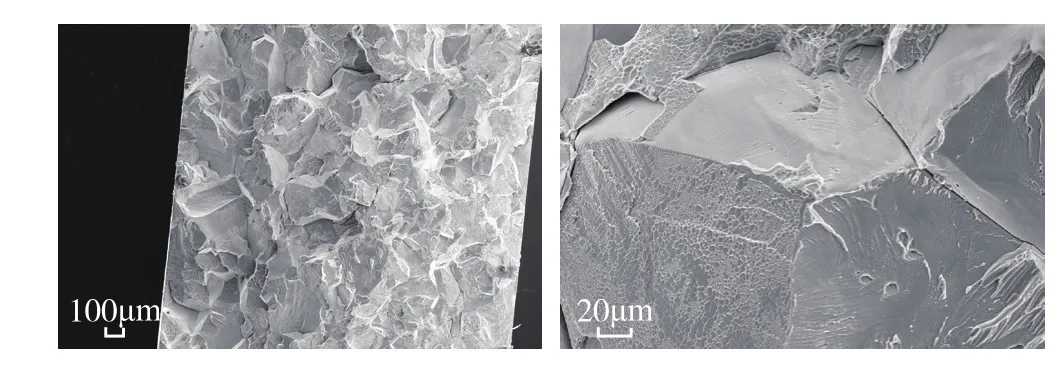
图6 氩弧焊拉伸试样断口形貌Fig.6 Fracture morphology of specimen with TIG welding

图7 电子束焊试件断口形貌Fig.7 Fracture morphology of specimen with EBW welding
5 结论
(1)室温下氩弧焊与电子束焊两种工艺的接头的抗拉强度基本与母材等强。
(2)TC17钛合金氩弧焊接头组织明显地分为焊缝区、粗晶热影响区、过渡区和母材区。电子束焊接头相比氩弧焊接头焊缝宽度较窄,且未出现粗晶热影响区。
(3)氩弧焊相比电子束焊接头的相对延伸率下降明显,主要是热影响区及焊缝的组织变化所致。氩弧焊焊缝组织较电子束焊更为粗大,导致接头塑性低于电子束焊。
参 考 文 献
[1] FROES F H, EYLON D, BOMBERGER H. Titanium technology:present status and future trends[M]. OH:Bomberger TDA Publication, 1985.
[2] BOYER R R. An overview on the use of titanium in the aerospace industry[J]. Materials Science and Engineering: A, 1996, 213(1-2):103- 114.
[3] BOYER R R. Evolving aerospace applications for Ti alloys[C]//Proceedings of the 9th International Conference on Titanium. Saint Petersburg, Russia,1999:1007-1016.
[4] MORAIS L S, SERRA G G, MULLER C A, et al. Titanium alloy mini-implants for orthodontic anchorage: immediate loading and metalion release[J]. Acta Biomaterialia, 2007, 3(3):331- 339.
[5] LEYENS C, PETERS M. Titanium and titanium alloys:fundamentals and applications[M]. Weinheim: Wiley-VCH, 2003.
[6] 黄伯云, 李成功, 石力开, 等. 中国材料工程大典: 第4卷[M]. 北京:化学工业出版社, 2005.
HUANG Boyun, LI Chenggong, SHI Likai, et al. China materials engineering ceremony (Volume 4) [M]. Beijing: Chemical Industry Press,2005.
[7] 吴欢, 赵永庆, 葛鹏, 等. β稳定元素对钛合金α相强化行为的影响[J]. 稀有金属材料与工程, 2012, 41(5): 805-810.
WU Huan, ZHAO Yongqing, GE Peng, et al. Effect of β-stabilized elements on α-phase strengthening behavior of titanium alloy[J]. Rare Metal Materials and Engineering, 2012, 41(5): 805-810.
[8] BOYER R, WELSCH G, COLLINGS E W. Materials properties handbook: titanium alloys[M].OH: ASM, Materials Park, 1990.
[9] 吴巍, 程广福, 高洪明, 等. TC4合金TIG焊接头组织转变与力学性能分析[J]. 焊接学报,2009, 30(7):81-84.
WU Wei, CHENG Guangfu, GAO Hongming, et al. Microstructure transformation and mechanical properties analysis of TC4 alloy TIG welded joints[J]. Transactions of the China Welding Institution, 2009, 30(7):81-84.
[10] 李亚江. 焊接组织性能与质量控制[M]. 北京: 化学工业出版社, 2005.
LI Yajiang. Welding organization performance and quality control[M].Beijing: Chemical Industry Press, 2005.
