闪电防护铜网在航空复材制件VARI成型工艺中的树脂导流应用
2017-05-16
(上海飞机制造有限公司,上海201324)
航空安全一直是备受瞩目的话题,尤其民航飞机由于起降飞行频繁,雷击、闪电等不可抗拒的自然因素,一直是航空飞行的安全隐患[1-2]。据统计,飞机日利用率若达到10h,每10个月就可能被闪电击中一次。因而,闪电防护是飞机设计制造过程中必须考虑的重要内容,是保证飞行安全的重要措施之一[3-5]。随着先进复合材料优异性能的不断显现,其替代铝合金等金属材料,在飞机结构中的用量不断提升,空客和波音最新的机型A350和波音787等复合材料的结构重量已经超过了50%[6-8]。但复合材料的抗雷击损伤能力比铝合金等金属材料要差,这也对航空复材制件的闪电防护提出了新的要求。目前,国际通用的复合材料结构闪电防护措施,是在复材结构件的制造过程中,在需防护面加入金属网,或者通过火焰、离子喷涂等措施引入金属涂层,通过金属网或涂层将雷击电流引走,而引入金属网用作闪电防护层的措施更加常用,一般采用的金属网是铜网或铝网[9-11]。
另一方面,随着航空复材制件在民机结构中的大量应用,其制造成本较高的问题也愈发凸显,降低制造成本已成为促进航空复材制件应用发展的重要因素。由此,以液体成型技术为代表的复材低成本制造技术应运而生,并备受瞩目。RTM树脂传递模塑成型(Resin Transfer Molding)和VARI真空辅助树脂注射成型(Vacuum Assisted Resin Infusion),是液体成型技术的典型代表[12-13]。VARI工艺是在RTM工艺基础上发展而来,VARI工艺是在单面刚性模具上以柔性真空袋薄膜包覆、密封纤维增强材料,然后在真空负压下排除模腔中的气体,利用树脂的流动、渗透实现对纤维及其织物的浸渍,并在非热压罐条件下(固化炉)固化成型的一种工艺方法[12-16]。波音787机翼襟副翼、庞巴迪Learjet 85公务机的机翼壁板等,都成功采用VARI工艺制备,据报道俄罗斯正在研制的MS-21型客机,整个机翼包括壁板、梁等结构件,均采用VARI等先进液体成型工艺制造。
而VARI工艺面临的一个问题是,注胶过程中通常会采用一层导流网(一般为聚合物材料)铺覆在制件表面,促进树脂的渗透和流动,在制件固化成型后,导流网上富集的过量树脂会连同导流网一起从制件表面剥离去除,这在航空复材制件的工业化大量生产中将会造成极大的浪费。此外,在导流网的机械剥离过程中也易造成复材制件的表面质量缺陷。
由上所述,一方面是铜网在航空复材制件表面用作闪电防护层;另一方面,常用导流网在VARI成型工艺中造成大量浪费,也易引起质量问题,将这两方面的需求相结合,本文提出在表面应用类的航空复材制件(如蒙皮、壁板等)的VARI成型工艺中,将闪电防护铜网用作导流介质,将铜网的闪电防护作用和树脂导流作用进行集成,并对闪电防护铜网在VARI工艺中的树脂渗透效果进行试验研究。本研究对于丰富复材VARI成型工艺技术手段,提升VARI工艺的综合经济性,进一步拓展VARI工艺在民机复材结构中的应用具有积极意义,也为VARI成型工艺制备的闪电防护复材制件在飞机结构中的设计与应用提供参考。
1 试验
1.1 试验原料与设备
原 材 料:NCF纤 维 布 SCF35S(12K,260gsm SAERTEX公司);为方便观察研究,试验未采用高温固化树脂,而采用低温固化树脂EPOLAM5015树脂和5014固化剂(AXSON TECHNOLOGIES公司);闪电防护铜网CYB9T21(Dexmet Corporation公司);导流网RESINFLOW 90HT(AIRTECH公司),耐温218℃;真空袋膜;四氟可剥布;螺旋管;导管等。
图1(a)展示了试验所用NCF纤维布,该NCF布纤维丝束排布致密平滑,在操作中铺贴性能很好,这得益于其独特的编纺方式,其编纺线并非简单与纤维丝束垂直,而是呈锁型走线,设置巧妙,既可以有效固定纤维丝束,又保持了较好的柔韧度。此外,其料片背面带有一薄层粉末定型剂,利于操作,便于预成型体制备过程中的料片定型。图1(b)是试验所用的90HT导流网,为业界常用产品,可以看到,该导流网平均孔径较大,约9mm2,而在VARI工艺中制件经注胶固化后,导流网的孔洞均会充满树脂,在导流网上也会富集一层树脂,可见,这将造成树脂的浪费,尤其工业生产中航空复材制件一般采用高温固化树脂,带来的成本浪费更大。图1(c)是试验所用的闪电防护铜网,该铜网厚度较薄,材质柔软,剪裁和铺贴的操作性很好。
试验设备:GERBER Cutter自动下料机、Al平板工装、固化炉(温度波动≤±1℃)、真空泵等。
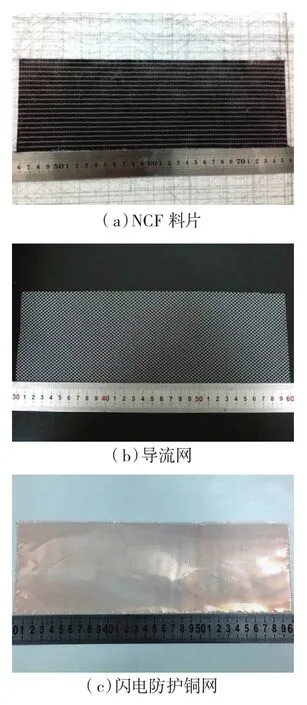
图1 试验所用NCF料片、导流网和闪电防护铜网Fig.1 NCF, flow mesh and lightning-strike-protection copper mesh used in the experiments
1.2 试验方案
试验通过VARI工艺制备平面尺寸相同的复材层压板,如图2所示,分别采用导流网和闪电防护铜网(以下简称铜网),进行表面导流,并与无导流的层板进行对比,分析在导流网、不同厚度铜网导流以及无导流情况下的树脂渗透情况,并将层板固化,研究铜网在层板表面的成型质量。
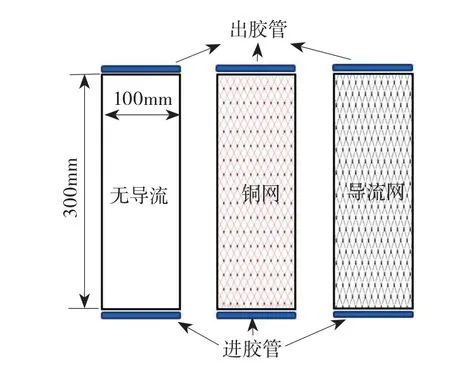
图2 对比树脂渗透率的试验示意图Fig.2 Schematic of the resin permeability measure method in the experiment
制备层板的NCF铺层数设定为8层,铺层顺序为[(+45°,-45°)/(0°,90°)/ (-45°,+45°)/(90°,0°)/(0°,90°)/ (+45°,-45°)/(90°,0°)/(-45°,+45°)],单层料片尺寸为100mm×300mm。试验中NCF料片通过自动下料机下料,然后在平板工装上进行手工铺贴。铺贴过程中通过电熨斗热熨料片,将料片背面的定型剂加热熔化实现料片贴合定位,铺贴第1层打真空袋,之后每4层料片打真空袋,保压15min,以促进料片压实。
在NCF料片最上层,铺放铜网或导流网,由于铜网厚度较薄(0.1mm),试验采用1层、2层、4层的铜网以对比不同厚度铜网的导流效果,如图3所示,从左向右,铜网层数分别为0、1、2、4层。铜网上覆盖四氟可剥布,以防铜网边缘刺破真空袋膜,同时便于注胶固化后,清除层板表面的真空袋。需要说明的是,为便于观察记录树脂的流动情况,试验中将铜网置于试件的贴袋面而非贴模面,在后续的工作中,将进一步构建铜网在贴模面的相关试验与测试。
每个试样彼此独立打袋,如图4所示,5个试样从左向右依次为无导流、1层铜网、2层铜网、4层铜网和导流网。两个试样间使用密封胶条进行隔离,进出胶管路通过开关阀门控制并彼此隔离,从而尽可能避免导流试验时不同试样间由于渗透速率不同而产生的相互影响。同时,为方便试验记录,在真空袋表面标记上垂直于渗透方向的刻度标线,相邻刻度线的间距为10mm。试验过程中,在室温下注胶,记录树脂前锋达到刻度线所需的时间,辅以摄像记录每个试样的注胶过程,方便后续分析研究。
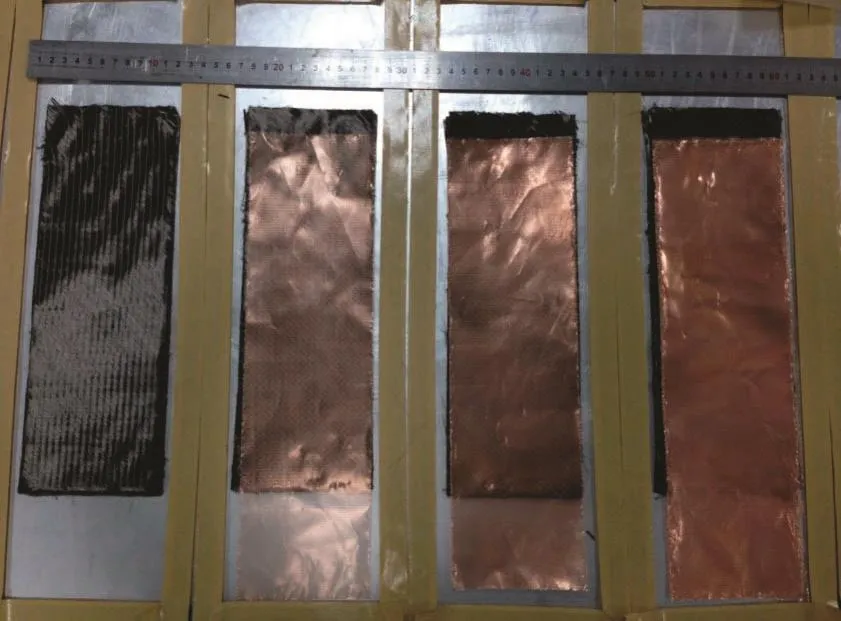
图3 NCF料片上铺放的不同层数的铜网Fig.3 Different layers of copper meshes on the NCF laminates

图4 打袋封装后的5块试验层板Fig.4 Five experimental laminates after bagging
每个试样注胶结束后,立即打外层真空袋保压。待所有试样均注胶结束后,将体系转移至固化炉中,保持外层真空袋压力,在固化炉中,70℃固化1h。固化结束后,关闭加热,随炉冷却。待试样冷却至室温后,脱模清理。
2 结果与讨论
2.1 引入铜网导流的VARI制件注胶情况分析
引入铜网后,试验中通过观察试样的注胶情况,可以明显的发现铜网的引入起到了预期的导流作用。同时启动1层铜网导流和无导流的两个试样的注胶(两试样独立注胶),如图5(a)所示,尽管铜网较薄,仅约0.1mm厚,但其仍发挥了一定的树脂导流作用,可以看到,在单层铜网的导流作用下,其树脂的流动前锋明显领先于无导流的试样,领先约30mm。
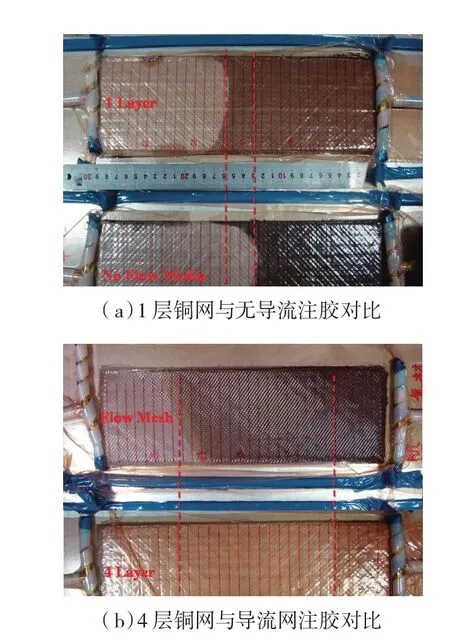
图5 引入铜网导流的VARI制件注胶情况Fig.5 Resin infusion of the VARI laminates with copper mesh as flow media
进一步对比4层铜网和导流网两个试样的树脂流动情况,如图5(b)所示,同时启动注胶后,4层铜网的树脂流动前锋尽管流动较快,但仍要落后于导流网,这主要是由于铜网和导流网的厚度差异所致,4层铜网厚度约0.4mm,仅为导流网厚度的1/2,而且从图1试验材料的对比上也可以看到,由于试验材料的限制,试验所用铜网的孔径明显小于导流网,铜网更加致密,也导致其导流效果不及常用导流网。
在试验中还可以发现,随着铜网层数的增加,树脂的流动速度明显加快,表1记录了各个试样的树脂流动前锋到达50mm处的净耗时,除了使用导流网外,4层铜网的试样耗时最短,用时15s,仅为单层铜网耗时(116s)的1/8,为无导流试样耗时(170s)的1/11。这也说明在一定范围内,随着铜网层数的增加,其对树脂的导流作用更显著。对于铜网导流下的树脂渗透率将在下文中作进一步分析。

表1 各试样树脂流动前锋到达50mm刻线处的净耗时
2.2 导流铜网层数对VARI制件树脂渗透率的影响分析
在VARI成型工艺中,树脂渗透率是一个重要的因素。渗透率表征了树脂流过干纤维预成型体的难易程度,其值越大,表明树脂流过预成型体的阻力就越小。由于导流介质的引入,在预成型体材料及铺层形式相同的条件下,尤其对于本试验的VARI层压板试样,分析渗透率也可以为导流介质的导流能力评价提供参考。

式中,Q为树脂流量,ν为树脂流速,A为横截面积,Vf为纤维体积含量。

由式(1)~(3)可得,
对式(5)两边积分,可得:
由式(7)可以看出,当其他试验条件一定时,树脂流动距离的平方与流动时间的比例,可以反映出渗透率的大小[17-18]。由此,通过分析试验得到的树脂流动距离的平方与时间关系曲线,可以便捷地比较拟合曲线的斜率,斜率越大,对应的渗透率越高,在本试验中,也可以认为相应的导流介质的导流作用越好。这也是一种较便捷的试验方法,用以研究铜网引入对树脂渗透率的影响。
将试验中各个试样的树脂流动和时间数据进行处理,得到流动时间-距离平方的关系图,如图6所示。可以看到,1、2、4层铜网导流及导流网对应的各条曲线,呈较好的线性关系,表明试验结果较理想。而且,随着铜网层数的增加,曲线斜率随之上升,4层铜网导流下的树脂渗透率最大。
进一步对各条曲线进行拟合,得到各试样树脂流动的拟合曲线斜率比结果如图7所示。可以看到,当导流铜网层数较少、厚度较薄时,如本试验中的1~2层铜网,对应曲线的斜率较小,其导流效果较差。当铜网达到一定层数和厚度时,对应曲线的斜率明显提升,4层铜网对应的曲线斜率是1层铜网的6倍,是2层铜网的5倍,其导流作用明显提升,对应树脂的渗透率显著增大。
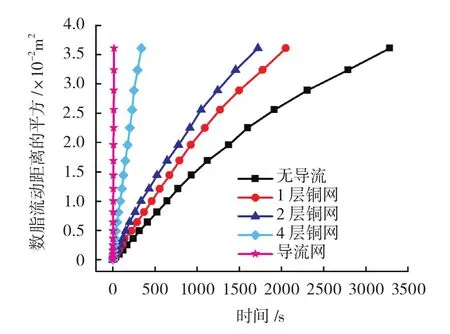
图6 各试样的树脂流动距离的平方与时间关系曲线Fig.6 Relationship between the square of resin flow distance and time
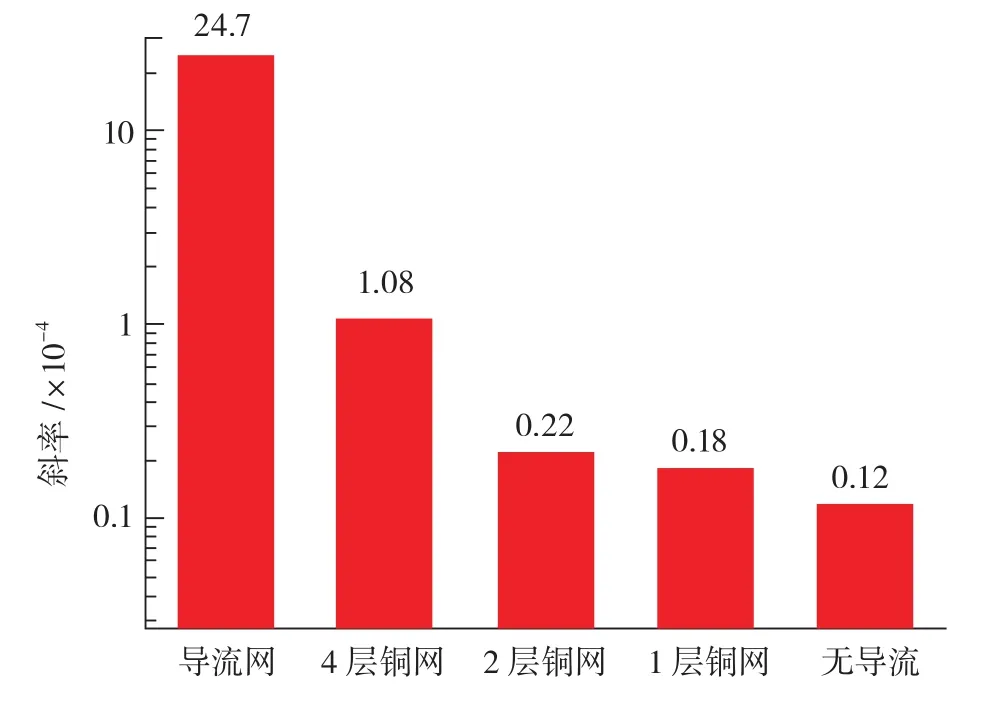
图7 各试样树脂流动曲线拟合斜率的对比Fig.7 Histogram of the slope values under compare
2.3 引入铜网导流的VARI制件成型效果与表面质量
最终制件的成型效果与表面质量,是衡量引入铜网导流的VARI工艺效果的关键评价指标。经固化、脱模清理后得到的制件如图8所示,可以看到,固化得到的各试样表面质量较好,未出现明显的贫胶及干斑等缺陷,尤其表面铜网与制件贴合很好,即便4层铜网(图8(c))仍能很好贴合。对比图 8(a)、8(b)和 8(c),可以看到,随着表面铜网层数的增加,其表面铜黄色逐渐加深,而且铜网表面均十分平整,在注胶、固化以及脱模清理的过程中,未发生损伤破坏,生产操作性较好。后续也将对制件的防雷击性能开展进一步的研究,进一步完善该工艺的应用准备。
以上说明,闪电防护铜网的引入,在VARI工艺的注胶过程中起到了很好的导流作用,能较好地满足形状较简单复材制件的VARI工艺制备,同时实现较高的制件表面质量,而且该工艺技术具有较强的生产适用性。
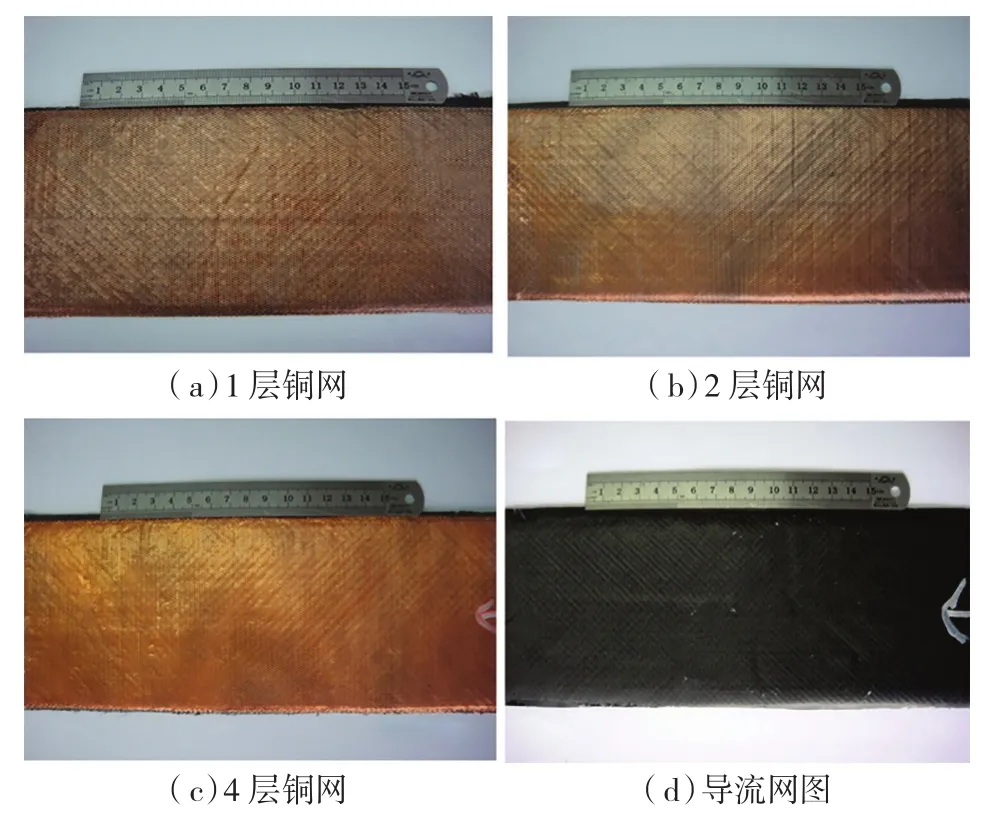
图8 使用导流介质固化后的VARI层板Fig.8 VARI laminates using flow media after curing
3 结论
(1)在复材制件的VARI成型工艺中,闪电防护铜网的引入可以起到有效的导流作用。即便厚度较薄的单层铜网注胶过程中,亦可见其树脂的流动前锋明显领先于无导流的试样。在一定范围内,随着铜网层数的增加,其对树脂的导流作用也更加显著。
(2)本文采用一种较便捷的试验测试方案,通过记录树脂流动前锋到达试样固定距离处所需的时间,并对试验所得数据结合推导的公式进行处理,从而对引入铜网导流后铜网层数对树脂渗透率的影响进行了量化对比分析。研究发现,在一定范围内,随着铜网层数的增加,其导流作用提升,对应树脂的渗透率增大。
(3) 引入铜网导流的VARI工艺所得到的固化制件铜网表面平整,且与制件贴合很好,制件表面质量较高,该工艺技术具有较强的生产适用性。
参 考 文 献
[1]贠钦东. 飞机结构雷击损伤和修理[J]. 中国民用航空,2009(9):71-72.YUN Qindong. Lightning damage and repair of aircraft structure[J].China Civil Aviation, 2009(9): 71-72.
[2]SWEERS G, BIRCH B, GOKCEN J. Lightning strikes:Protection, inspection, and repair[J]. Boeing, 2004(12): 19-28.
[3]王天顺,雷虹,李锋,等. 飞机雷电防护设计与鉴定试验[J].飞机设计,2009(5):54-59.WANG Tianshun, LEI Hong, LI Feng, et al. Aircraft lightning protection design and identification test[J]. Aircraft Design,2009(5):54-59.
[4]肖桂兵. 飞机雷击的防护、检查和修理[J]. 中国民用航空,2015(4):86-88.XIAO Guibing. Lightning protection, inspection and repair of aircraft[J]. China Civil Aviation, 2015(4): 86-88.
[5]BOUQUEGNEAU C. A critical view on the lightning protection international standard[J]. Journal of Electrostatics, 2007, 65(5): 395-399.
[6]任晓华. 航空复合材料制造技术发展[J]. 航空科学技术,2010(4):2-4.REN Xiaohua. Development of aeronautical composite manufacturing technology[J]. Aeronautical Science and Technology, 2010(4): 2-4.
[7]沈真. 碳纤维复合材料在飞机结构中的应用[J]. 高科技纤维与应用,2010(4):1-4.
SHEN Zhen. Application of carbon fiber composites in aircraft structure[J]. Hi-Tech Fiber & Application, 2010(4):1-4.
[8]周雷敏,孙沛. 波音787客机的复合材料国际化制造[J]. 高科技纤维与应用,2013(2):57-61.ZHOU Leimin, SUN Pei. Boeing 787 composites’ international manufacturing[J]. Hi-Tech Fiber & Application, 2013(2):57-61.
[9]GARDNER G. Lightning strike protection for composite structures[J]. High Performance Composites, 2006, 14(4): 44.
[10]罗腾腾. 某型飞机复合材料后机身闪电防护设计及应用研究[J]. 民用飞机设计与研究,2014(3):53-55.LUO Tengteng. Design and application of the lightning strike protection on the rear fuselage with composite materials[J]. Civil Aircraft Design and Research, 2014(3):53-55.
[11]GAGNÉ M, THERRIAULT D. Lightning strike protection of composites[J]. Progress in Aerospace Sciences, 2014, 64: 1-16.
[12]BROUWER W D, VAN HERPT E, LABORDUS M. Vacuum injection moulding for large structural applications[J]. Composites Part A:Applied Science and Manufacturing, 2003, 34(6): 551-558.
[13]梅启林,冀运东,陈小成. 复合材料液体模塑成型工艺与装备进展[J]. 玻璃钢/复合材料,2014(9):52-62.MEI Qilin, JI Yundong, CHEN Xiaocheng. Progress on the technology and equipment of liquid molding compound material[J]. Fiber Reinforced Plastics/Composites, 2014(9):52-62.
[14]刘强,赵龙,曹正华. VARI工艺成型纤维增强树脂复合材料层合板厚度和纤维体积分数的影响因素[J]. 复合材料学报,2013(6):90-95.LIU Qiang, ZHAO Long, CAO Zhenghua. Influence factors of thickness and fiber volume fraction of fiber reinforced resin composite laminates with VARI process[J]. Acta Materiae Compositae Sinica,2013(6):90-95.
[15]SUMMERSCALES J, SEARLE T J. Low-pressure (vacuum infusion) techniques for moulding large composite structures[J]. Proceedings of the Institution of Mechanical Engineers, Part L: Journal of Materials Design and Applications, 2005, 219(1): 45-58.
[16]徐东明,刘兴宇,杨慧. 低成本真空辅助成型技术在民用飞机复合材料结构上的应用[J]. 航空制造技术, 2014(S2): 87-89.XU Dongming, LIU Xingyu, YANG Hui. Application of low-cost vacuum assisted molding process in composites structure of civil aircraft[J].Aeronautical Manufacturing Technology, 2014(S2):87-89.
[17]BENDER D, SCHUSTER J, HEIDER D. Flow rate control during vacuum-assisted resin transfer molding (VARTM) processing[J].Composites Science and Technology, 2006, 66(13): 2265-2271.
[18]史俊虎,余启勇,王满昌,等. 一种快速比较纤维/树脂渗透率的方法研究[J]. 玻璃钢/复合材料,2011(4):24-26.SHI Junhu, YU Qiyong, WANG Manchang, et al. Research on fast comparison of permeability between the fiber and resin[J]. Fiber Reinforced Plastics/Composites, 2011(4): 24-26.