航空发动机零件机加工艺信息管理系统研究与开发*
2017-05-16周星晶黄斌达
周星晶,卫 炜,2,黄斌达
(1.南京航空航天大学机电学院,南京 210016;2.江苏省精密与微细制造技术重点实验室,南京 210016)
工艺是连接设计与制造的桥梁,工艺信息管理是对工艺相关信息的组织和处理过程的管理[1]。航空发动机作为飞机的动力来源,其零件具有几何结构复杂、工艺种类繁多、数据量庞大等特点,对设计、工艺和制造之间的工艺信息集成性要求较高,但是现有的信息管理系统面对纷繁复杂的工艺信息已很难满足需要,且目前航空发动机制造依据是二维工程图,工艺信息的发布形式依然以传统二维图纸形式的工艺规程指导下游工人进行加工[2-3]。这种工艺管理形式和发布方法已经很难满足现代航空发动机制造企业数字化制造技术的发展需要,其不足主要体现在: (1)缺乏完整的工艺资源信息管理和知识共享,工艺信息完整性和追溯性差,使得查询和集成工艺信息极为不便; (2)工艺编制要求工艺人员具有丰富的生产经验,工艺数据的准确性难以保证以及信息集成度低; (3)现行的工艺规程大多以二维简图和文字等说明方式,不能直观展示零件的几何信息,对下游加工工人识图要求较高,且一旦出现问题,需要返回到工艺设计阶段修改,重新生成二维图纸,严重影响产品生产效率。
近年来,部分学者对工艺信息管理和工艺文件可视化展示进行了相关研究,董思洋等[4]提出了一种基于过程驱动的飞机制造工艺管理模式,并针对每个工艺业务的不同特点设计了封装模型,给出了过程驱动的响应机制;杨晓军[5]等研究了基于PDM系统的集成化工艺信息管理模式,实现了工艺信息的规范化管理;王帅等[6]提出了一种基于移动终端的飞机装配现场工艺可视化及信息管理方法,并利用移动终端无线网络数据传输技术实现了装配现场信息的实时发布和反馈;陈睿等[7]研究了基于模型定义的机加工装派工文件可视化展示,实现了工艺规程下工装派工文件生成和发布。
为改变二维环境下机加工艺设计中信息管理存在的不足,本文结合工艺设计过程中工艺信息的特性,研究了航空发动机三维模式下零件机加工艺信息管理的关键技术,并基于PLM平台开发航空发动机零件机加工艺信息管理系统,实现了三维工艺规程可视化文件生成,缩短了航空发动机零件的制造周期,对降低零件成本、提高经济效益具有重要意义。
1 工艺信息分类
工艺信息是产品工程信息的重要组成部分,在产品设计、工艺设计及加工制造起关键性纽带作用,决定着产品最终质量[8]。从零件加工过程中涉及的工艺信息可以看出,工艺信息具有多样化、繁杂化等特点。本文通过对机加零件加工过程中涉及的工艺信息进行分析,将航空发动机零件机加工艺信息分成动态工艺信息和静态工艺信息两类,具体分类如图1所示。
静态工艺信息是指在进行工艺设计过程中,只要机加工对象确定,工艺信息就不会随工艺过程改变而发生改变的信息。这部分信息指的是零件属性信息,包括产品名称、零件名称、材料信息等,在工艺设计过程中,静态工艺信息一般是从零件设计BOM(Bill of Material)中继承的工艺信息。
动态工艺信息指是在工艺设计过程中需要获取、输入或者编辑的工艺信息,以及随制造对象与环境不同而产生的信息。不同的工艺过程、不同的加工需求就会产生不同的信息数据,动态工艺信息DPI由工序信息GXI、车间资源信息ZYI和工步信息GBI 3部分组成,因此可将动态工艺信息表达为:

式中:GXIi表示第i道工序对应的工序基本信息,包括工序号、工序名称、车间等,这部分信息是从工艺路线中继承的工艺信息;ZYIj表示第j道工序对应的车间资源信息,包括设备信息、夹具信息、冷却液信息等,这部分信息是从工艺资源库中获取得到;GBIk表示第k道工序对应的工步信息,而工步信息可表示为:

式中,SPIi表示第i道工步对应的工步基本信息,包括工步号、工步内容等,这部分信息由工艺人员根据加工质量要求和生产效率要求编辑得到;PTIj表示第j道工步对应的工艺装备信息,包括刃具信息、量具信息、辅具信息等,这部分信息可以由工艺资源库中获取得到; CPIk表示第k道工步对应的切削参数信息,包括主轴转速、吃刀量、走刀次数等,这部分信息由工艺人员根据设备性能、加工要求编辑或者系统辅助计算得到;HNIl表示第l道工步对应的工时定额信息,包括基本工时定额、辅助工时定额等,这部分信息由工艺人员根据具体加工环境、要求和工时定额表编辑得到。
2 系统工作流程和总体框架
2.1 系统工作流程
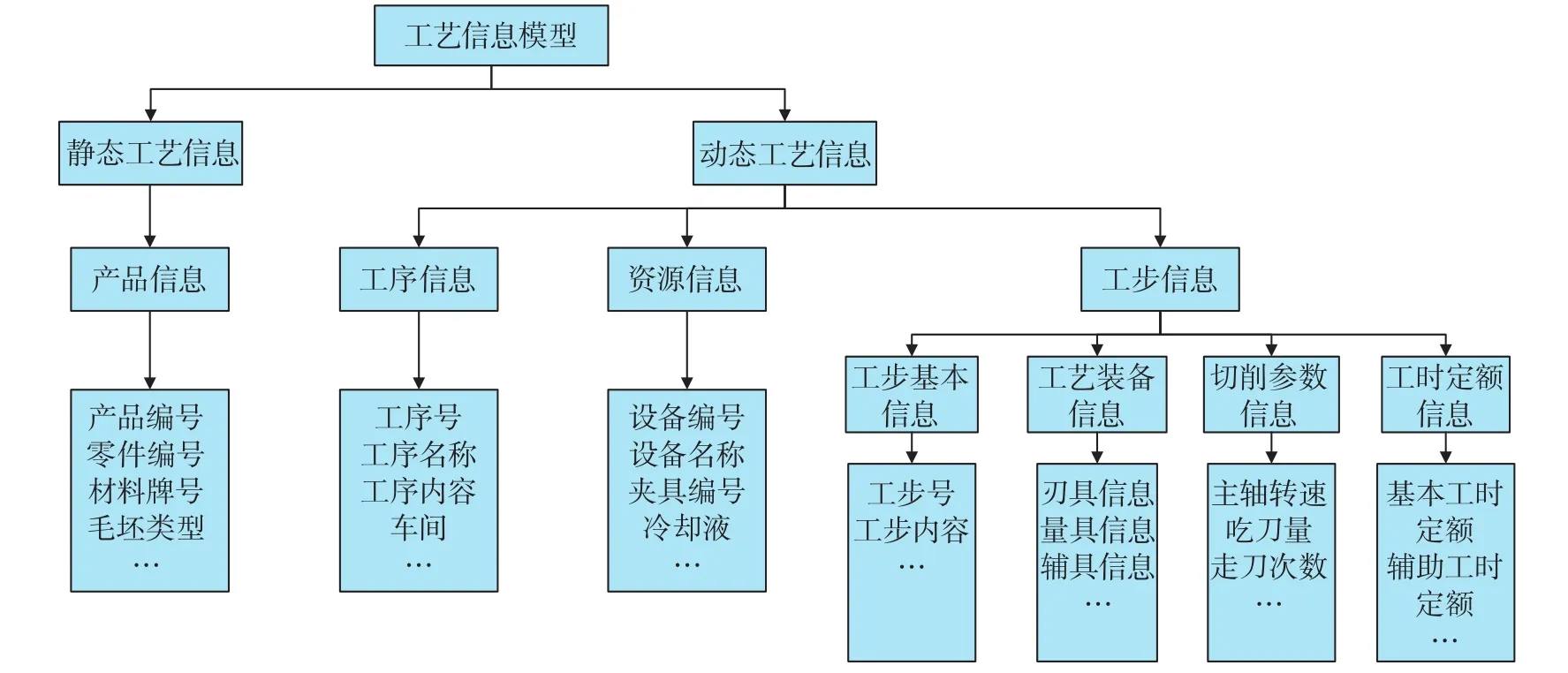
图1 机加工艺信息分类Fig.1 Classification of mechanical process information
零件在进行工艺设计时大体上可分为两个步骤,首先是拟定零件加工的工艺路线,然后再对工艺路线进行详细设计,确定每一个工序的工序(工步)尺寸、所用设备和工艺装备以及切削规范和工时定额等。本系统是针对机加零件工艺路线拟定之后,在工艺详细设计时对工艺数据信息进行的管理,具体工作流程如图2所示,工艺路线规划系统生成的工艺路线文件导入到Teamcenter 8.3平台中,机加工艺信息管理系统读取制造工艺规划器中的工艺结构树,工艺设计人员选择每道工序进行工艺详细设计,其过程包括工艺信息的获取和添加、工艺信息的存储、工艺信息的集成等,将轻量化的工序模型和集成工艺信息的文档导入到工艺可视化文件定制模板中,生成完整的工艺规程文件,最终审核通过后的工艺规程文件发布到车间可视化终端指导工人进行生产。

图2 系统工作流程Fig.2 Workflow of system
2.2 系统架构
机加工艺信息管理系统基于Teamcenter 8.3平台开发实现,其体系结构分为数据层、平台层和应用层以及界面层,如图3所示。
(1)数据层。为工艺信息管理过程提供数据支持,是系统运行的支撑和基础,其中包括制造资源库、工艺知识库、工艺路线文件等。
(2)平台层。系统基于Teamcenter 8.3平台二次开发完成,并通过插件的形式部署二次开发代码到Teamcenter 8.3平台中,与该平台共享相应的用户角色与权限,实现与该平台的信息交互与无缝集成。
(3)应用层。该层是系统主要功能层,包括工艺信息管理模块、资源库管理模块和工艺规程生成模块等。工艺信息管理模块是实现在工艺详细设计过程中对工艺信息管理的功能,包括工艺结构树管理、工艺信息的获取和添加,工艺信息的存储与集成等功能模块;资源库管理模块主要实现工艺资源的存储、检索和获取功能,包括制造资源管理、工艺资源检索和工艺资源预览等模块;工艺规程生成模块主要是实现生成和发布机加工艺规程文件的功能,包括模板的定制和管理、工序模型的轻量化处理和工艺规程的生成等模块。
(4)界面层。该层是提供给用户交互友好界面,工艺设计人员、工艺审核人员通过该层操作与使用应用层各个功能模块。
3 关键技术
3.1 工艺资源库的创建和检索
航空发动机机构复杂,零件种类繁多,工艺资源管理任务繁重,建立丰富的工艺资源库是提升工艺设计效率,缩短设计周期,实现资源共享的重要途径。本文利用Teamcenter 8.3平台分类规则将工艺资源进行分类管理,使用组和类来组织分类层次结构,根据工艺资源的种类和作用可将其分为两个部分:一部分是加工工艺知识库,包括各类切削参数库、材料资源库、工艺参数库等;另一部分是制造资源库,包括工艺装备库、设备资源库、夹具资源库等。
工艺资源库按照分类结构树的形式创建,如图4所示,工艺人员从工艺资源库中检索所需的工艺资源信息时,可以通过在检索编号对话框中输入对象全部或部分编号和按照所需要的资源类型定位到特定的类这两种方式检索工艺资源对象,表选项卡中会列出所有符合要求的工艺资源对象,工艺人员可以根据查看器中显示的资源JT(Siemens软件公司开发的3D模型轻量化格式)文件和资源的属性信息进一步确定机械加工中所需的工艺资源,之后选择的资源信息将填充到机加工艺信息管理系统当前工序对应的资源信息表格中。
3.2 基于XML的工艺信息集成
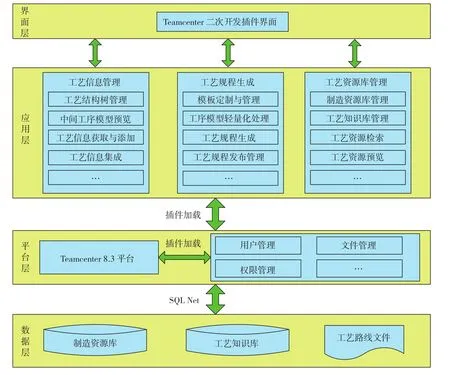
图3 系统总体架构Fig.3 Architecture of system
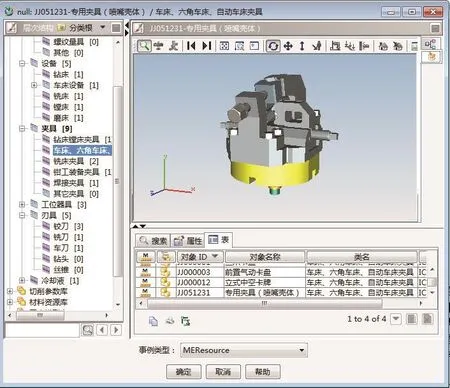
图4 工艺资源库Fig.4 Process repository
工艺信息集成是航空发动机零件机加工艺信息管理的重要组成部分,其主要目的是实现对工艺信息的统一处理。本文是基于XML(eXtensible Markup Language)的机加工艺信息集成,XML是1998年由W3C(World Wide Web Consortium) 优化 SGML(Standard Generalized Markup Language)而得到的一种元标记语言[9],它是一种描述结构化数据的手段,以一种开放的自我描述方式定义数据结构,在描述工艺信息内容的同时能突出对信息数据结构的描述,从而体现出工艺信息数据之间的关系。本文利用XML语言规则将不同类型和不同工序的工艺信息提取并集成到一个XML文档中,实现系统间工艺信息的传递和交换。
3.3 工艺规程可视化文件生成
工艺规程文件生成是零件工艺设计的最终环节,作为中间工序模型和工艺信息的载体,生成的工艺规程文件应具有兼容性好、直观、便携等特点。本文选用3D PDF文件作为机加工艺规程生成的载体,3D PDF是由Adobe公司开发Acrobat系列软件生成的一种通用文件格式,具有跨平台、跨语言、跨软件等特性,能够实现在不同的操作系统、不同的程序语言版本和不同的PDF查看软件中运行,因此是一种理想的发布载体[10]。本文结合企业需求,先定制开发工艺规程生成所要的工艺可视化文件模板,如图5所示,模板结构分为模型区域和信息区域,模型区展示加工件中间工序模型,信息区显示加工件某工序工艺信息,然后将集成工艺信息的XML文档和轻量化工序模型导入定制模板中,最终生成机械加工三维工艺规程可视化文件。
4 实例验证
本文利用Java语言对Teamcenter 8.3平台进行定制,研究开发了机加工艺信息管理系统,将本文提出的机加工艺信息管理方法应用到该系统中,并创建相应的功能模块,系统界面如图6所示,界面分为工艺路线结构树区、工序模型显示区、工艺信息录入区和功能按钮栏。

图5 工艺可视化文件模板Fig.5 Template of processing visualization file
本文以某航空发动机零件为例验证该系统,具体实施方式如下:工艺信息管理系统从Teamcenter 8.3平台的制造工艺规划器中获取工艺路线,以结构树的形式显示在图6中的工艺路线结构树区,选中结构树某道工序节点前的复选框,该工序的中间工序模型将在工艺模型显示区域显示,可对模型进行旋转、缩放、平移和添加或修改工艺标注等操作,选择结构树中某道工序,对该工序进行详细设计,其中产品信息和工序信息继承自工艺路线,资源信息从工艺资源库中检索获取,工步信息由工艺设计人员输入、工艺资源库和系统辅助计算结合获取,工艺信息添加完成后将会保存到数据库中,方便后续对数据进行查看、修改和再添加,当工序完成详细设计之后,工艺信息将被集成到XML文档和轻量化工序模型一起导入定制的工艺规程3D PDF模板中,生成三维机加工序卡文件,工序模型待加工区域高亮显示,可对模型进行旋转、缩小、放大、平移等操作观察待加工区域,所有的三维工序卡文件组成三维机加工艺规程可视化文件如图7所示,审核通过后发布到生成车间,指导加工人员完成相应的生产任务。
5 结束语
目前国内航空发动机制造企业对零件工艺进行详细设计过程中信息管理形式和发布方法存在着缺乏工艺知识共享、信息追溯性差、展示不直观等问题,本文结合航空发动机零件设计制造的特点及工艺设计中遇到的问题,以机加工为切入点,详细分析了工艺信息特性,建立在三维环境下基于PLM的工艺信息管理体系框架,实现工艺资源的统一管理和维护,将机加工艺中涉及的各类信息集成,以独立文件(三维工艺规程文件)的方式展现给车间制造人员。本文所提出机加工艺信息管理方法能够让工艺人员更灵活、更快速地完成工艺规程的设计,这对提高三维工艺规程生成的效率、缩短机加工零件的加工制造周期具有重要的意义。

图6 工艺信息管理系统界面Fig.6 Management system interface of process
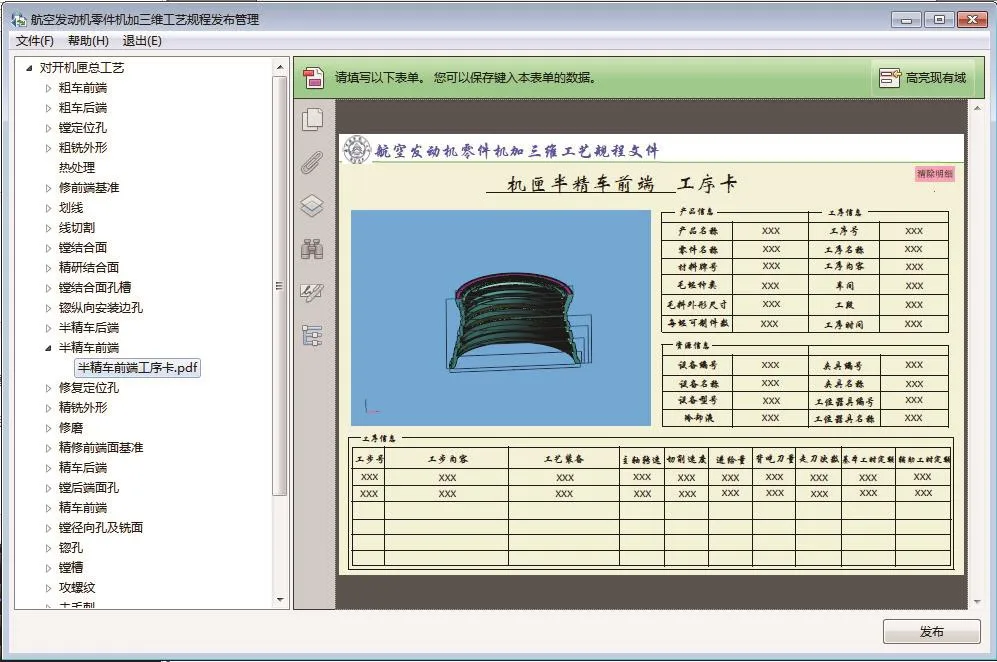
图7 三维机加工艺规程Fig.7 3D mechanical process planning
参 考 文 献
[1]刘清华, 万立, 熊体凡. 基于PDM的工艺管理研究[J]. 中国机械工程,2004, 15(1): 34-38.
LIU Qinghua, WAN Li, XIONG Tifan. Research and implementation of PDM based process design and management[J]. China Mechanical Engineering, 2004, 15(1): 34-38.
[2]莫蓉. 航空复杂产品协同设计的几个基本问题[J]. 航空制造技术,2009(11): 51-55.
MO Rong. Several basic problems about collaborative design for aviation complicated products[J]. Aeronautical Manufacturing Technology,2009(11): 51-55.
[3]万能,常智勇,莫蓉. 机加工艺设计的三维新模式研究[J]. 计算机集成制造系统,2011, 17(9): 1873-1879.
WAN Neng, CHANG Zhiyong, MO Rong. Three-dimensional new mode of machining process planning[J]. Computer Integrated Manufacturing Systems, 2011, 17(9): 1873-1879.
[4]董思洋,许建新,王克勤,等. 飞机制造工艺管理模式及关键技术[J]. 计算机集成制造系统,2013, 19(4): 704-713.
DONG Siyang, XU Jianxin, WANG Keqin, et al. Management model and key technologies in aircraft manufacturing process[J]. Computer Integrated Manufacturing Systems, 2013, 19(4): 704-713.
[5]杨晓军. 基于 PDM 的工艺信息管理的研究[J]. 中国机械工程 , 2004, 15(1): 34-38.
YANG Xiaojun. Research of processing information management based on PDM[J]. China Mechanical Engineering, 2004, 15(1): 34-38.
[6]王帅,孙占磊,张承阳. 基于移动终端的飞机装配现场工艺可视化系统[J]. 航空制造技术,2016(10): 58-62.WANG Shuai, SUN Zhanlie, ZHANG Chengyang. System of aircraft assembly process visualization based on mobile terminals[J]. Aeronautical Manufacturing Technology, 2016(10): 58-62.
[7]陈睿,周来水,卫炜,等. MBD 模式下机加工装派工文件生成方法[J]. 组合机床与自动化加工技术,2015(9): 157-160.CHEN Rui, ZHOU Laishui, WEI Wei, et al. The generation method of mechanical tooling dispatching file in MBD mode[J]. Modular Machine Tool& Automatic Manufacturing Technique, 2015(9): 157-160.
[8]刘金锋,倪中华,刘晓军,等. 基于工艺模型的工艺信息表达与管理技术[J]. 计算机集成制造系统,2015, 21(7): 1756-1763.LIU Jinfeng, NI Zhonghua, LIU Xiaojun, et al. Process information expression and management technology based on 3D process model[J].Computer Integrated Manufacturing Systems, 2015, 21(7): 1756-1763.
[9]AMIANO M , D’CRUZ C . XML problem-design-solution[M].Hoboken: Wiley Publishing, 2006.
[10]田富君,张红旗,张祥祥,等. 基于轻量化模型的三维装配工艺文件生成技术[J]. 制造业自动化,2013, 35(5): 46-50.TIAN Fujun, ZHANG Hongqi, ZHANG Xiangxiang, et al. Threedimensional assembly process file generate technology based on lightweight model[J]. Manufacturing Automation, 2013, 35(5): 46-50.