原竹段去内节去黄组合刀具结构设计及性能仿真
2017-04-24潘慧涂桥安林石刘英
潘慧,涂桥安,林石,刘英
(南京林业大学机械电子工程学院,南京210037)
原竹段去内节去黄组合刀具结构设计及性能仿真
潘慧,涂桥安*,林石,刘英
(南京林业大学机械电子工程学院,南京210037)
针对实际生产中竹材加工利用率低的问题,提出了一种原竹段无裂纹展开方法。在对竹材特征参数分析的基础上,就该方法中原竹段筒去内节去黄工序设计了一套可在一次走刀过程中同时实现去内节去黄的组合刀具。分析了组合刀具的切削原理及去黄刀片在稳定切削时的受力及运动状态,得到了最大工况下刀片的受力情况。利用Ansys Workbench对最大工况下刀片的静力学特性进行了分析,验证了刀片的强度,得到了刀片易失效位置,为后续刀片结构优化设计提供了依据。试生产表明,设计的原竹段筒去内节去黄组合刀具具有良好的切削性能,去内节去黄效果好,并且能够满足工业化生产效率的要求。
原竹段;去内节去黄;组合刀具;力与运动状态;静力学仿真
随着森林资源的日益紧缺,可再生、速生、分布较广的竹材资源日益受到重视,全方位高效率加工利用竹材资源具有重要意义[1-2]。目前,竹材加工产品主要有竹编凉席、竹地板、竹胶合板和竹筷等[3-4],竹材去内节去黄是这些产品必不可少的生产工序。在实际生产中,通常采用将毛竹筒对开成两半,去掉内节,放在压机中展平,再用刨刀去黄;或者将圆筒状竹材沿径向剖分为均等的多条竹片,打掉内节,用刨刀进行刨削加工,将扇形截面竹片加工成等宽等厚的矩形截面竹片的方法。然而,上述两种方法均需对竹材进行刨削去黄,尤其是扇形截面的竹条加工成矩形截面竹片,竹材出材率小于0.5[5]。若能将毛竹展开成无裂纹竹平板,即可获得长1 300~2 500 mm、宽250~400 mm、厚7~10 mm的无裂纹展开竹平板,该竹平板不仅有效提高了竹材的出材率,而且能够充分发挥竹材韧性好、美观耐用的功能。原竹段无裂纹展开工艺为:首先将毛竹竹黄、内节和竹青去除,然后将原竹段筒沿纵向开缝,最后用高温软化竹材后将原竹段筒展平。这样获得的原竹段不仅质量和利用率高,而且能耗低,减少了黏合剂的使用[6]。
笔者设计了一种原竹段筒在一次走刀过程中同时去内节去黄的组合刀具。在组合刀具结构可行的基础上,对刀具在工作状态下的受力进行了分析,并对刀具的强度进行了校核计算,从而为后续的结构优化设计提供依据和参考。
1 原竹段去内节去黄工作原理
将原竹段筒放入两个浮动夹紧装置中夹紧后,在主电机的带动下使原竹段去内节去黄驱动部件及组合刀具沿竹筒轴向移动,实现在一次走刀过程中同时去内节去黄。在加工过程中,刀具的中心固定,竹筒在垂直和水平两方向作微小的浮动以适应竹筒截面的椭圆度和长度方向的弯曲度变化,从而保证竹筒的中心与组合刀具的中心一致。总体设计简图如图1所示。

1.带轮;2.机架;3.刀杆;4.组合刀具;5.浮动夹紧部件;6.竹筒图1 总体设计简图Fig. 1 The overall design diagram
2 组合刀具设计
2.1 组合刀具结构设计
组合刀具由小锥刀、大锥刀、去黄刀片、刀体、弹簧座、复位弹簧和摆动销组成,如图2所示。
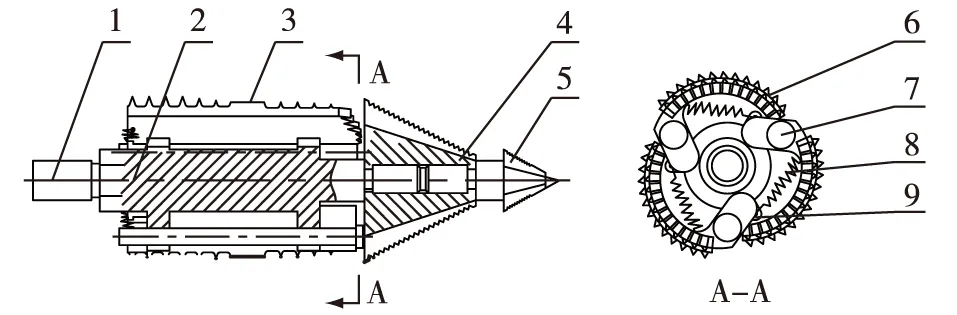
1.短轴;2.刀体;3.限深面;4.大锥刀;5.小锥刀;6.去黄刀片; 7.摆动销;8.复位弹簧;9.弹簧座图2 组合刀具Fig. 2 The combined tool
组合刀具前端是小锥刀及大锥刀,三片去黄刀片由摆动销与刀体相连,可绕刀体摆动,刀体的后端装有弹簧座,复位弹簧一端固定在弹簧座上,另一端勾挂在去黄刀片上。进行切削作业时,先将组合刀具送入竹筒一端,然后启动电机,通过带传动驱动固定刀杆中的心轴和组合刀具高速转动,去黄刀片在离心力作用下绕摆动销向外张开并紧贴在竹筒内壁的竹黄面上,由三片去黄刀片尾部的众多后刀齿去黄。当组合刀具轴向移动至竹筒的内节处时,小锥刀在内节上钻出小孔并穿过,然后由大锥刀将小孔进一步扩大,再由去黄刀片前端面上的端面齿切削掉余下的内节,之后由刀片前刀齿将内节处削至与竹黄面平齐,最后由去黄刀片上的后刀齿切去竹黄,利用限深面保证切削深度不变。刀具持续进给,直到组合刀具中的限深面即将离开竹筒后端,整段竹筒的所有内节和竹黄即被去除。当组合刀具停止转动时,去黄刀片上的离心力消失,在复位弹簧的作用下,去黄刀片缩回,包紧在刀体上,便于组合刀具退出竹筒。为保证组合刀具发挥最大效率,去黄刀片刀齿按螺旋线分布。组合刀具切削示意图如图3所示。

图3 组合刀具切削示意图Fig. 3 Cutting schematic diagram of combined tool
2.2 组合刀具驱动部件设计
主电机通过带传动使去内节去黄驱动部件及组合刀具高速旋转。驱动部件包括驱动轴、心轴、短轴,心轴壳体右端用螺纹与短轴壳体相连,其左端插入心轴壳体夹紧套中,拧紧夹紧环上的螺栓及螺母夹紧心轴壳体。心轴由多个尼龙轴承支承,其两端加工成方形截面,分别插入短轴左端和驱动轴右端的方形槽中,组合刀具中的刀体与短轴采用螺纹连接。当组合刀具伸入竹筒去内节去黄时,短轴壳体和心轴壳体不转动,只起支撑心轴、短轴和组合刀具的作用,保证组合刀具高速旋转。心轴结构图见图4。

1.心轴;2.尼龙轴承;3.心轴壳体图4 心轴结构图Fig. 4 The structure of arbor
3 工况参数及组合刀具设计参数
竹筒的内径和壁厚一般分别为80~130和8~13 mm。因此,将弯曲度小于30 mm、竹筒内径80~130 mm、壁厚8~13 mm、长1 300~2 500 mm的竹筒材料作为去内节去黄组合刀具的加工对象。
3.1 切削速度
在切削过程中,刀齿与竹筒的相对运动是由组合刀具旋转运动而产生的。该切削运动参数称为切削速度(vs),计算公式为:

(1)
式中:Ds为竹筒平均直径,mm;n为心轴转速,r/min。根据工况特点及铣床的设计原则,经试验后选择Ds=105 mm,n=2 800 r/min。
3.2 组合刀具的进给速度
刀具做回转运动,单位时间内沿回转轴线方向的进给量称为轴向进给速度(va),计算公式为:

(2)
式中,竹筒长度为2 500mm。按照设备每天工作8h,共计加工180根竹筒的生产率进行生产,并考虑工人休息时间,则每根竹筒去内节去黄加工时间约2min,竹筒装夹时间约0.5min。
3.3 组合刀具参数设计
3.3.1 去黄刀片长度
去黄刀片长度的确定需考虑刀片质量、竹筒弯曲度、切削质量等制约因素。去黄刀片长度由前刀齿部分、限深面和后刀齿部分组成。去黄刀片越短,质量越小,前刀齿和后刀齿的数量越少,则切削质量下降,若要保证竹筒内表面的切削质量,必须降低轴向进给速度,但切削效率就会随之下降;去黄刀片长度越长,同时参加切削的齿数越多,则切削质量相对较好,但刀具的质量相应增加,惯性力增大,刀具对竹筒的冲击也越大。此外,由于竹筒存在弯曲度,去黄刀片太长会导致超切,如图5所示[7-8],图5中A、B两点为超切最严重的位置。
综合考虑以上因素,按本刀具加工竹筒原材料的外形尺寸(竹筒弯曲度取30mm),结合刀片长度和超切量的最大数值关系(刀片长度50,60,70,80,90和100mm,对应超切量12,17,24,31,39和48μm),最终通过试验对比,选择去黄刀片长度b=80 mm,刀具后刀齿面长度b1=37 mm,限深面长度b2=12 mm,前刀齿面长度b3=31 mm。

图5 竹筒超切示意图Fig. 5 Schematic diagram of bamboo ultra-cut
3.3.2 切削深度
毛竹在生长时,其朝阳和背阳的生长方式对竹黄厚度的影响较大,据测量,竹黄厚度一般在0.8~1.2 mm[9]。考虑到竹筒外观存在椭圆度和弯曲度,且当去黄量为1 mm时,竹黄去除得较干净,所以选定切削深度a=1 mm,即限深面与后刀齿的高度差为1 mm。此外,考虑到加工对象的最大直径d=130 mm,选择去黄刀片半径R=30 mm,圆周角α=120°。去黄刀片结构示意图见图6。

图6 去黄刀片结构示意图Fig. 6 Dimensional drawing of tabaxir cutting blade
4 去黄刀片受力计算及强度校核
组合刀具在高速转动下最容易发生失效的是刀片,3个去黄刀片在切削过程中受力情况相同,因此,对其中一个刀片进行分析即可。刀具前刀齿较小,只在竹节和竹黄过渡阶段起作用,所受切削力较小,对刀具强度的影响可忽略。
竹材切削加工按照刀具切削方向相对于竹材维管束方向的不同,分为纵向、横向和端向切削[10]。去黄刀片后刀齿在切削过程中有纵向进给和横向旋转两个切削方向。由文献[11]可知,竹黄硬度低,且笔者设计的去黄刀片切削量仅为1 mm,因而在较高转速下,竹黄对刀片在走刀方向的阻力很小,可忽略不计,对刀片强度不会产生影响,故本研究对刀片进行受力分析时忽略刀片受到的轴向力,只对刀片径向和切向的受力情况进行分析。
4.1 稳定状态下刀片的受力及运动分析
组合刀具中刀片和短轴通过摆动销连接,摆动销为刀片旋转中心,短轴为摆动销旋转中心。该模型可看做曲柄-悬摆机构[12-13],曲柄(短轴)在一定转速下逆时针转动,悬摆(去黄刀片)在摆动销带动下单向逆时针旋转。组合刀具中设计的复位弹簧是为了在刀具停止转动时,使刀片抱紧刀体,便于刀具退出,其对刀片的拉力可忽略不计。组合刀具去黄刀片在稳定切削时的受力与运动分析如图7所示。去黄刀片受重力、质心处的离心惯性力、竹筒对刀片的切削阻力、转动副处的正压力及摩擦力等。在实际情况中,组合刀具的工作转速较高,稳定切削时刀片和摆动销处于相对静止状态[14]。
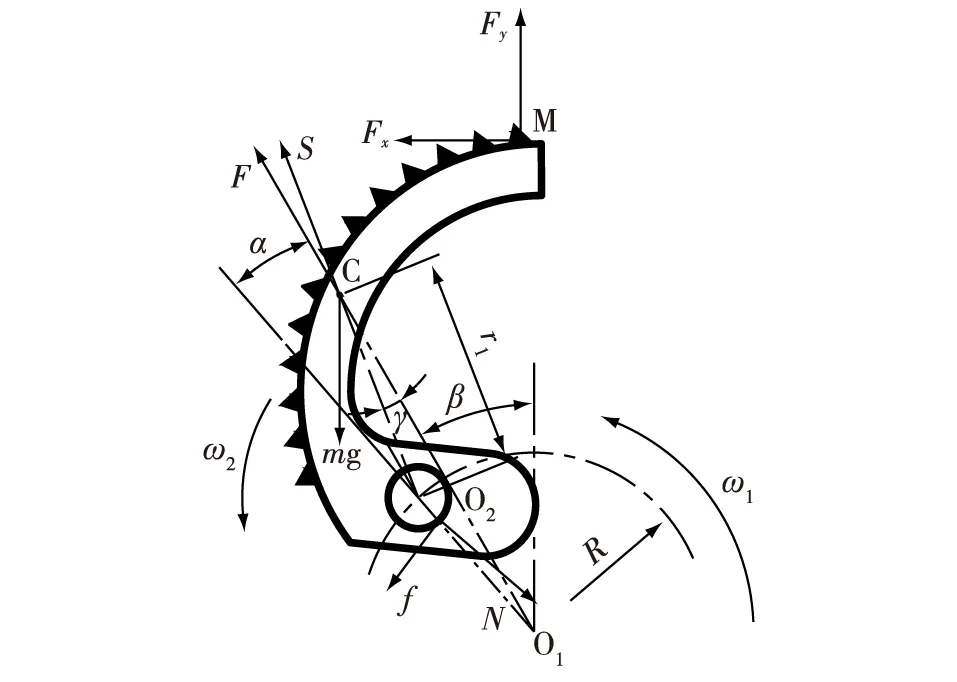
注:O1为短轴中心;O2为摆动销轴心;C为刀片质心;M为刀片刀齿与竹筒接触点;F为刀片在短轴转动时产生的离心惯性力,作用线过短轴中心;S为刀片绕摆动销旋转产生的离心惯性力,作用线过刀片质心;Fx、Fy分别为竹筒对刀片的切向和径向分力;N为摆动轴作用于刀片销孔接触面的正压力,作用线过摆动销中心;f为摆动销作用于刀片销孔内表面的摩擦力,作用线垂直于N;mg为刀片重力;r1为刀片质心绕摆动销的旋转半径;R为摆动销轴心绕短轴中心的旋转半径;α为刀片绕摆动销轴心O2的摆角;β为摆动销绕短轴旋转的转角;γ为摆动销和短轴中心分别与刀片质心连线的夹角;ω1为短轴转速;ω2为刀片绕摆动销的转速。图7 刀片稳定切削时的受力与运动分析Fig. 7 Force and motion analysis of the blade during stable cutting
4.1.1 刀片受力计算
在稳定工作转速下,刀片和摆动销处于相对静止状态,可知刀片相对销轴的转速ω2为0,离心惯性力S也为0[15]。刀片理想化模型相对摆动销静止时的受力分析见图8。

注:FO1x、FO1y为短轴受到的竖直和水平方向的分力;FO2x、FO2y为摆动销受到的压力及摩擦力在垂直O2M方向和O2M方向的分力;FMx、FMy为竹筒对刀片的作用力在垂直O2M方向和O2M方向的分力;Fx、Fy为竹筒对刀片的作用力在刀片切向和径向的分力;L1为刀片质心到短轴中心的距离;r为刀片的圆弧半径;L2为短轴中心到接触点M的距离。图8 刀片相对摆动销静止时的受力分析Fig. 8 Force analysis of blade during steady cutting state
以刀片为研究对象,其相对摆动销静止,则:
∑MO2=0
(3)
α、β和γ取逆时针方向为正向,则:
(4)

(5)
(6)
M3=FMxLO2M
(7)
式中:F为刀片在短轴转动时产生的离心惯性力,N;M1为离心惯性力F对点O2的力矩,N·m;M2为刀片重力mg对点O2的力矩,N·m;M3为刀片受到的竹筒分力FMx对点O2的力矩,N·m。由于摆动销半径很小,因此,摩擦力相对O2的力矩很小,可忽略不计。
由∑MO2=M1+M2+M3=0可得:
(8)
再以整体为研究对象,组合刀具匀速稳定运转时:
∑MO1=0
(9)
由图8可知,刀具所受各力矩为:
(10)
(11)
M3=mgL1sinβ
(12)
式中:M1为刀片所受竹筒分力FMy对点O1的力矩,N·m;M2为刀片所受竹筒分力FMx对点O1的力矩,N·m;M3为刀片重力mg对点O1的力矩,N·m。
由∑MO1=M1+M2+M3=0可得:
(13)
由式(8)和式(13)可以确定竹筒对刀片在垂直O2M方向和O2M方向的作用力。
4.1.2 最大工况下的刀片受力计算
分析可知,当刀具切削130mm直径的竹筒时,刀片受到的离心惯性力最大,此种工况为最大工况。假设刀片接触点M与短轴中心O1的连线在竖直方向,则有关参数如下:摆动销轴心绕短轴中心的旋转半径R=20 mm;短轴中心到接触点的距离L2=65 mm;刀片质心到接触点M的距离lCM=30 mm;摆动销中心到刀片质心的距离lO2C=30 mm;刀片圆周角∠O2CM=120°;m为刀片质量,刀片材料为42CrMo,单片刀片质量约为0.105 kg。
由上述参数可求得:摆动销轴心O2到接触点M的距离lO2M=51.96 mm;短轴中心O1到刀片质心C的距离lO1C=48.66 mm;刀片绕摆动销轴心O2的摆角α=16.34°;摆动销绕短轴旋转的转角β=25.86°;摆动销和短轴中心分别与刀片质心连线的夹角γ=10.80°;短轴转速ω1=293.32 rad/s。
将各参数代入式(4)、式(8)和式(13)可得:
F=439.59 N
(14)
FMx=-47.73 N
(15)
FMy=-177.11 N
(16)
将FMx和FMy分解为刀片径向和切向分力,可得:
Fx=-64.70 N
(17)
Fy=-194.72 N
(18)
由上述参数值和式(8)、式(13)可知,FMx、FMy始终小于0,因此,去黄刀片的限深面始终贴合在竹黄表面。
4.2 去黄刀片强度校核
4.2.1 去黄刀片有限元仿真
有限元仿真主要分为前处理和后处理两个阶段。前处理阶段主要步骤为:利用有限元分析软件Ansys Workbench对所设计的刀片建立模型,在材料库中添加刀具材料为42CrMo,其密度ρ=7.85 g/cm3,弹性模量E=212 GPa,泊松比μ=0.28,刀片分析采用自动划分网格方式。为提高计算精度,选用SOLID95单元,按实际情况添加约束。
在最大工况下,即刀具切削130 mm直径的竹筒时,根据刀具、最大半径竹筒的结构尺寸以及刀片、刀体、竹筒的相对位置关系,经计算可知,去黄刀片后刀齿中只有最外沿三排刀齿参与切削,切削量分别为0.25,0.50和0.25 mm。最大工况切削示意图如图9所示。

图9 最大工况切削示意图Fig. 9 Cutting schematic under maximum condition
将竹筒对刀片的径向和切向分力按上述切削比例加载在刀片最外沿三排刀齿承载面上,将刀片所受离心惯性力加载在刀片质心上,根据刀片相对摆动销运动形式施加约束,如图10所示。
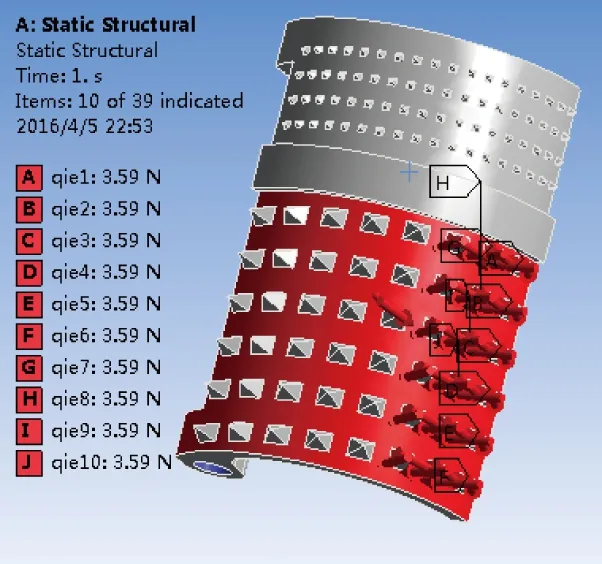
图10 刀片施加约束及载荷Fig. 10 Imposing constraints and loads on blade
后处理阶段主要步骤为:在Workbench中添加应力求解,完成数据生成。求解结果为如图11所示的去黄刀片应力云图。

图11 去黄刀片应力云图Fig. 11 The stress cloud of tabaxir cutting blade
4.2.2 仿真结果分析
由应力云图可知,刀片在切削力和离心惯性力作用下,刀耳部分的应力最大,且有应力集中现象,易产生疲劳,后续刀片加工时需加强刀耳部分的强度,增大过渡圆角半径,适当加厚刀耳或使刀耳与刀片连接处过渡更为平缓;齿尖易受到磨损,在齿尖磨损后不能保证切削深度,刀片便不能再使用,需更换新刀片。本研究中42CrMo的许用应力为186~381 MPa,最大应力为115.37 MPa,安全系数为1.6~3.3,刀片满足强度要求。
使用设计的原竹段去内节去黄刀具进行试生产试验,所用刀片的材料为42CrMo,该材料具有较高的硬度,磨削加工性能良好,原料规格为d60的圆钢。其加工工艺为:先采用加工螺旋线的方法在圆钢表面加工出螺旋U形坡槽,然后沿轴线方向加工梯形截面槽,完成前、后刀齿加工,限深面进行车削加工即可,最后采用线切割方法从加工好刀齿的圆钢上切割出去黄刀片。试验结果表明,所设计的刀具能够较好地完成竹材一次性去内节去黄的加工,且生产效率满足工业化生产的要求。采用设计刀具去内节去黄后的展平竹材如图12所示。

图12 去内节去黄后的展平竹材Fig. 12 Flattened bamboo after inner section and tabaxir cutting
5 结 论
1)基于对竹材内径、壁厚和弯曲度参数的分析,设计了一套在一次走刀过程中原竹段筒同时去内节去黄的组合刀具。
2)分析了组合刀具的切削原理及去黄刀片在稳定切削时的受力及运动状态,得到了最大工况下刀片的受力情况,利用Ansys Workbench对该工况下刀片的静力学特性进行了分析,结果表明,所设计的去黄刀片整体强度符合要求,刀耳部分出现应力集中,加工刀片时需加强刀耳部分的强度。
3)使用所设计的组合刀具进行了试生产,获得了完整的无裂纹竹平板。因此,本研究设计的原竹段去内节去黄组合刀具具有良好的切削性能,且去内节去黄效果好,可满足工业化生产要求。
[1]杨开良. 我国竹产业发展现状与对策[J]. 经济林研究, 2012, 30(2):140-143. YANG K L. Development status and strategies of Chinese bamboo industry[J]. Nonwood Forest Research, 2012, 30(2):140-143.
[2]徐明, 任海青, 徐金梅, 等. 中国近五年竹材加工利用研究进展及展望[J]. 世界林业研究, 2008, 21(1):61-67. XU M, REN H Q, XU J M, et al. Current situation and future development of bamboo research and processing in China[J]. World Foresty Research, 2008, 21(1):61-67.
[3]徐有明, 郝培应, 刘清平. 竹材性质及其资源开发利用的研究进展[J]. 东北林业大学学报, 2003, 31(5):71-77. XU Y M, HAO P Y, LIU Q P. Advances of bamboo properties and their resources exploitation and utilization[J]. Journal of Northeast Forestry University, 2003, 31(5):71-77.
[4]李延军, 许斌, 张齐生, 等. 我国竹材加工产业现状与对策分析[J]. 林业工程学报, 2016, 1(1):2-7. LI Y J, XU B, ZHANG Q S, et al. Present situation and the countermeasure analysis of bamboo timber processing industry in China[J]. Journal of Forestry Engineering, 2016, 1(1):2-7.
[5]张齐生. 我国竹材加工利用要重视科学和创新[J]. 浙江林学院学报, 2003, 20(1):1-4. ZHANG Q S. Attaching importance to science and innovation in the processing and utilization of bamboo timber in China[J]. Journal of Zhejiang Forestry College, 2003, 20(1):1-4.
[6]JIANG S X, ZHANG Q S, JIANG S H. On Structure, production, and market of bamboo-based panels in China[J]. Journal of Forestry Reasearch, 2002, 13(2):151-156.
[7]DIXON P G, GIBSON L J. The structure and mechanics of moso bamboo material[J]. Journal of the Royal Society Interface, 2014, 11(99):1-12.
[8]张晓冬, 程秀才, 朱一辛. 毛竹不同高度径向弯曲性能的变化[J]. 南京林业大学学报(自然科学版), 2006, 30(6):44-46. ZHANG X D, CHENG X C, ZHU Y X, et al. Variation of bending performance with different location of bamboo[J]. Journal of Nanjing Forestry University (Natural Sciences Edition), 2006, 30(6):44-46.
[9]LI X B. Physical, chemical, and mechanical properties of bamboo and its utilization potential for fiberboard manufacturing [D].Baton Rouge:Louisiana State University, 2004.
[10]杨永福, 习宝田, 李黎. 毛竹切削力的研究[J]. 北京林业大学学报, 2006, 28(4):17-21. YANG Y F, XI B T, LI L. Cutting forces of Moso bamboo[J]. Journal of Beijing Forestry University, 2006, 28(4):17-21.
[11]安晓静, 余雁. 竹材断裂特性研究进展[J]. 世界林业研究, 2013, 26(3):70-73. AN X J, YU Y. Research progress of bamboo fracture property[J]. World Forestry Research, 2013, 26(3):70-73.
[12]刘宝, 宗力, 张东兴. 锤片式粉碎机空载运行中锤片的受力及运动状态[J]. 农业工程学报, 2011, 27(7):123-128. LIU B, ZONG L, ZHANG D X. Force and motion states of hammer mill at unloaded running[J]. Transactions of the CSAE, 2011, 27(7):123-128.
[13]DI CAPRIO U. The effects of friction forces on transient stability[J]. International Journal of Electrical Power and Energy Systems, 2000, 24(5):421-429.
[14]刘宝. 锤销摩擦对锤片式粉碎机转子振动影响的研究[D]. 武汉:华中农业大学, 2006. LIU B. Research on influence of friction between hammers and hammer pivots on vibration of hammer mill’s rotor[J]. Wuhan:Huazhong Agricultural University, 2006.
[15]MAHINDRAKAR A D, RAO S, BANAVAR R N. Point-to-point control of a 2R planar horizontal underactuated manipulator[J]. Mechanism and Machine Theory, 2006, 41(7):838-844.
Design and simulation of a combined cutting tool for inner sectionand tabaxir cutting from the natural bamboo section
PAN Hui, TU Qiaoan*, LIN Shi, LIU Ying
(College of Mechanical and Electronical Engineering, Nanjing Forestry University, Nanjing 210037, China)
In order to improve the bamboo utilization ratio in practical production process, a flattening method of natural bamboo section without cracks was proposed in this study. Based on the analysis of specific characteristics of bamboo, a set of combined cutting tool was designed to realize the inner section and tabaxir cutting from the natural bamboo section simultaneously within one cutting process. Subsequently, the cutting principle of the combined cutting tool was established and the forces on the blade of the tool generated by bamboo under the maximum operating condition were obtained based on the force and motion analysis during stable cutting process. Then, a statics simulation for the blade under the maximum operating condition which verified the strength of the blade was analyzed with Ansys Workbench. Simulation results showed that the strength of blade completely met the requirements of design, and confirmed the vulnerable positions, which provided a basis for the optimum design of the blade structure. Finally, trial production on the natural bamboo section by using the combined cutting tool was conducted, and then the follow-up processes of natural bamboo section were carried out and the flattened natural bamboo without cracks was obtained. The result showed that the designed tool had good cutting performance as well as a fine effect on inner section and tabaxir cutting from natural bamboo section in feeding process simultaneously, which could meet the efficiency requirements of industrial production.
natural bamboo section; inner section and tabaxir cutting; combined cutting tool; force and motion states; statics simulation
2016-06-07
2016-07-11
国家林业局“948”引进国际先进林业科学技术项目(2014-4-48);江苏省产学研前瞻性联合研究项目(BY2013006-01)。
潘慧,女,研究方向为现代林业与木工机械。通信作者:涂桥安,男,教授。E-mail:tu5775@163.com
TH122
A
2096-1359(2017)02-0127-06
