胜利发电厂磨煤机开式齿轮润滑油回收再利用
2017-04-13田治兴张国庆梁超
田治兴,张国庆,梁超
(山东省东营市胜利发电厂检修公司,山东东营257087)
胜利发电厂磨煤机开式齿轮润滑油回收再利用
田治兴,张国庆,梁超
(山东省东营市胜利发电厂检修公司,山东东营257087)
对用于磨煤机开式齿轮润滑后的油取样化验分析,发现可以回收再利用,自行设计和安装了磨煤机润滑油回收再利用装置。装置投用后,润滑油消耗大幅度降低,节省生产成本。
磨煤机;润滑油;回收再利用
0 引言
筒式钢球磨煤机是火力发电厂锅炉制粉系统的核心设备,其工作的可靠性会直接影响到全厂发电量,磨煤机传动机构形式为开放式齿轮,齿轮尺寸大、负载高,是电厂长周期运行设备之一。胜利发电厂一期工程为2台国产200 MW燃煤火力发电机组,锅炉采用中间储仓式制粉系统配低速磨煤机,共安装4台DTM380/720-Ⅲ型低速筒式钢球磨煤机。二期工程为两台300 MW燃煤火力发电机组,锅炉采用直吹式制粉系统配双进双出低速钢球磨煤机,共安装8台BBD3854BIS型双进双出钢球磨煤机。
大齿轮润滑方式为强制全损耗式喷油润滑,润滑油为LCKD680#闭式重负荷工业齿轮油,定点定时喷洒至齿面形成油膜,防止齿面磨损。根据润滑需要设定2 h喷油1次,每次喷油时间20 s。在齿轮旋转离心力的作用下润滑油在齿面附着时间短暂,滴落至大齿轮底部封闭式的油池中,当油池内油位过高时,由维护人员从油池中取出装桶当做废油处理。经统计,胜利发电厂2012年共消耗磨煤机大齿轮润滑油24 480 kg,润滑油购置费用约35万元。
面对大量的废弃润滑油如果能回收再利用,可产生很大的经济效益和环保效益。胜利发电厂从2012年开始着力研究磨煤机废油回收再利用问题,通过加装多级过滤器自制回收装置,回收后的润滑油理化指标达到了使用标准。
1 磨煤机大齿轮废油回收再利用的可行性分析
经过对废油取样化验分析(表1),表明废油的主要技术指标黏度和水分合格。废油回收池中的润滑油,因大齿轮保护罩内有送入洁净的密封风风源,保护罩内为正压状态,在运行期间只有少量煤粉、灰尘渗入其中,经化验废润滑油中杂质成份仅占1%~22.5%,其主体仍为基础润滑油,因此只要将润滑油进行过滤处理,滤清废油中含有的少量杂质,润滑油完全可以继续使用,经过滤清后的润滑油经化验各项指标完全合格(表2)。对油池底部润滑油内的杂质进行化验分析,润滑油颜色发黑主要是少量煤粉、灰尘等杂物进入磨煤机大牙轮保护罩将润滑油污染所致,另外废油池内润滑油含有微量齿轮啮合摩擦产生的金属颗粒。这些杂质可利用现有成熟的滤油产品技术进行滤清,一是在油池内加装一级微孔滤纸式粗滤器,将其中的煤粉、煤灰颗粒等杂质进行初次过滤;二是在油泵管路上加装二级微孔滤纸式细滤器放置磁铁,进一步将微小的金属颗粒等杂质吸附滤清。采用上述2种方法可以有效滤清废油中的有害杂质,检修人员定期检查一、二级过滤器,进行清理或更换滤芯。确保润滑油理化指标合格,满足润滑油再次利用的要求。表1是分别从胜利发电厂二期4号炉的4台磨煤机废油池中提取的油样化验结果。
经前后化验单对比可得结论,表1因油样中进入煤粉,所以外观颜色发黑有少量颗粒,水分、黏度等其他指标均在合格范围内。经过自制润滑油回收再利用装置过滤后的油样,表2是4号炉的4台磨煤机过滤后的废油池中提取的油样化验结果,各项指标都合格,证明装置有效,可以应用于磨煤机大齿轮的润滑油回收再利用改造。
2 回收装置工艺流程
根据磨煤机润滑油使用情况的分析结合设备现场实际,设计安装了磨煤机废油回收过滤利用装置,采用了以下具体系统流程(图1),在磨煤机油池北侧底部标高15 cm处开Φ30 mm的孔(此高度可使润滑油进行第一次沉淀分离),孔内侧加装油滤进行首次过滤.外侧焊接直径为40 mm的不锈钢管,接入自制过滤回收油箱(油箱内安装油滤、磁铁)进行二次沉淀和滤清,在油箱出口安装电动油泵,接直径为18 mm的不锈钢管将经过两次沉淀过滤合格的润滑油直接引到磨煤机自动喷射润滑系统油箱内,实现了废油的回收过滤和循环使用,油箱内加装电子油位计控制器,当喷油箱内油位低时实现自动补油的目的,节省人力物力改善现场文明生产环境。经此自行设计和安装的磨煤机润滑油回收再利用装置,实现了磨煤机润滑油循环使用,并对其润滑效果通过齿轮轴承振动值的测量对比进行了评估,技改前后二期4C磨煤机小齿轮运行情况实测数据对照见表3。
从表3可以看出二期4C磨煤机小齿轮运行情况正常,定期对自动喷油柜内滤清后的润滑油进行取样化验,一经发现理化指标不合格,就把废油回收池内润滑油及杂质全部清理干净,并将喷射油箱内的润滑油全部更换新油。这样既可以延长润滑油的使用周期,降低生产成本,又能够保障设备的安全润滑。
为了减少润滑油的污染延长润滑装置油滤的使用时间,采取了两项改进措施,一是定期更换磨煤机大齿轮保护罩密封,减少密封风的泄漏,维持保护罩内正压状态;二是及时消除磨煤机筒体漏点,保持磨煤机隔音罩内清洁,防止煤粉颗粒堆积渗入油池。
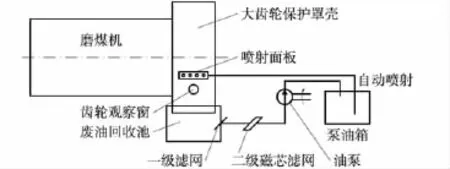
图1 系统流程
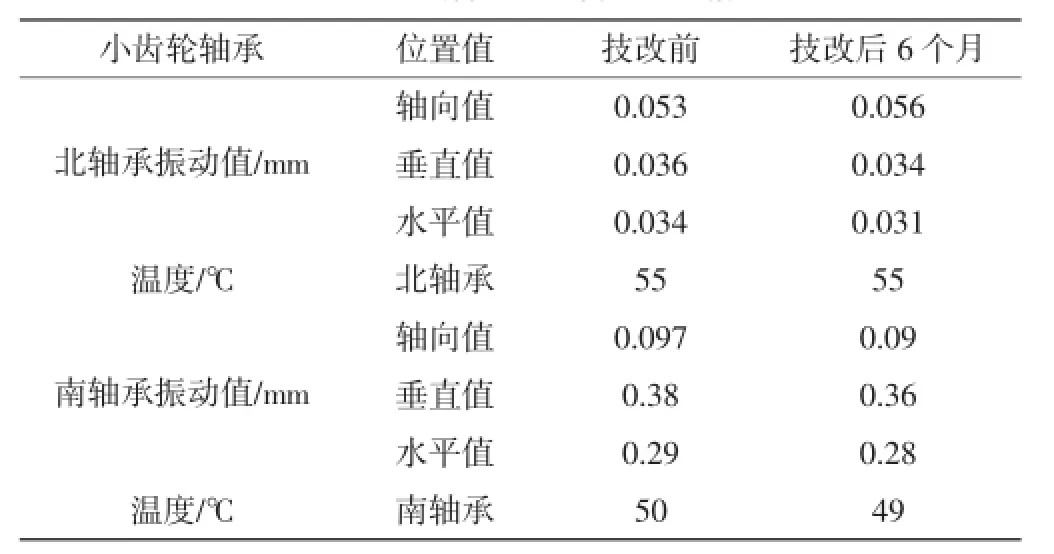
表3 技改前后磨煤机齿轮运行情况数据

表1 油样化验报告

表2 油样化验报告
3 回收装置投运后的效果及经济效益
根据设备实际工况需求调整设定喷油时间,可以实现不间断连续喷洒润滑。有效解决了L-CKD680#闭式重负荷工业齿轮油油黏附性差,齿面油膜保持时间短,易滴落流失,间断喷洒时间长导致大、小齿轮润滑不良产生的损伤现象。解决了大量废油无法回收利用,泄漏污染环境的现状。胜利发电厂一、二期12台磨煤机大齿轮均采用L-CKD 680#重负荷工业齿轮油润滑,每台磨煤机月使用量平均约为170 kg,润滑油出库价格每吨14 259元,年回收废油按50%计算,每年节省润滑油费用支出17.45万元,按照每月每台磨煤机人工补加润滑油1次核算,每年节省人工成本支出约6万元,按照每台磨煤机改造设备制作安装投入4000元核算,改造一次性投入成本4.8万元。
[1]GB/T 17145-1997,废润滑油回收与再生利用技术导则[S].
[2]曲飞宇.中国废润滑油市场状况及其再利用分析[J].新材料产业,2008,(3).
〔编辑 凌瑞〕
TM621.2
B
10.16621/j.cnki.issn1001-0599.2017.02.50
