EH36船用高强度钢焊接工艺研究
2017-04-08王博
王博
(渤海船舶职业学院,辽宁 兴城 125105)
EH36船用高强度钢焊接工艺研究
王博
(渤海船舶职业学院,辽宁 兴城 125105)
EH36船用高强度钢具有厚度大、强度高和低温冲击韧性好的特点,但同时存在焊接性较差的问题。通过采用CO2气体保护焊工艺,选择GFL-71Ni药芯焊丝,对厚度为32 mm的EH36船用高强度钢进行焊接试验,并对焊接接头进行外观检验、无损检测和力学性能试验,结果表明:焊接接头能够满足相应的评定标准,将该焊接工艺推广并应用于海洋工程船舶制造生产中将取得较大经济效益。
EH36船用高强钢;焊接工艺;力学性能
某海洋工程船舶工作在寒冷的海洋环境中,为预防由于冷脆性而产生的裂纹,广泛应用了具有良好低温冲击韧性的大厚度船体高强度结构钢。船体结构钢由于厚度大、强度高,因此在焊接时容易产生较大的结构应力,导致焊缝中易产生缺陷,造成使用性能下降,甚至导致恶性事故发生。通过对船用高强度钢焊接工艺的研究可以解决上述问题,本文将对EH36船用高强度钢CO2气体保护焊的焊接工艺进行研究。
1 母材金属的化学成分及力学性能
EH36船用高强度钢属于400 MPa级的低合金结构钢,具有良好的强度、低温冲击韧性和厚度方向性能。EH36船用高强度钢的化学成分和力学性能如表1和表2所示。
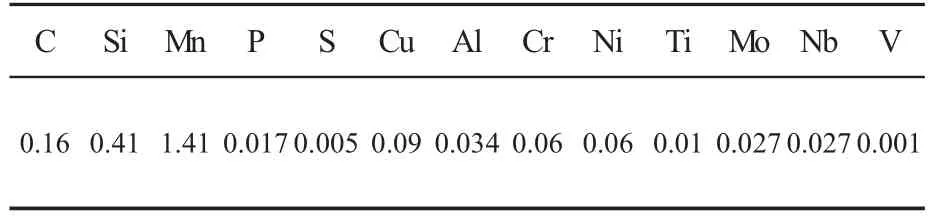
表1 EH36船用高强度钢化学成分(质量分数,%)

表2 EH36船用高强度钢的力学性能
2 母材金属的焊接性分析
根据国际焊接学会(IIW)推荐的碳当量估算公式:

EH36船用高强度钢的碳当量为0.42%。由碳当量与冷裂纹敏感性的关系可知,当CE= 0.40~0.60%时,钢的淬硬倾向逐渐增加,此外EH36船用高强度钢对低温冲击性能要求较高。由此分析得出:EH36船用高强度钢淬硬倾向较大、焊接性较差,焊接时易产生冷裂纹。
3 焊接工艺
3.1 焊接方法选择
CO2气体保护焊具有熔敷效率高,焊缝抗裂性好,抗锈能力强,焊接应力和变形小等特点。针对EH36船用高强度钢淬硬倾向较大、焊接性较差的焊接特点,对板厚为32 mm的EH36船用高强度钢进行焊接时,选用CO2气体保护焊。
3.2 焊接材料选择
为满足高强度钢焊接时的“等强度”原则,选用熔敷金属强度高、低温冲击韧性好的药芯焊丝,焊丝牌号为GLF-71Ni,焊丝直径为1.2 mm,CO2气体的纯度不低于99.5%。药芯焊丝GLF-71Ni的熔敷金属化学成分和力学性能如表3和表4所示。

表3 药芯焊丝GLF-71Ni的化学成分(质量分数,%)
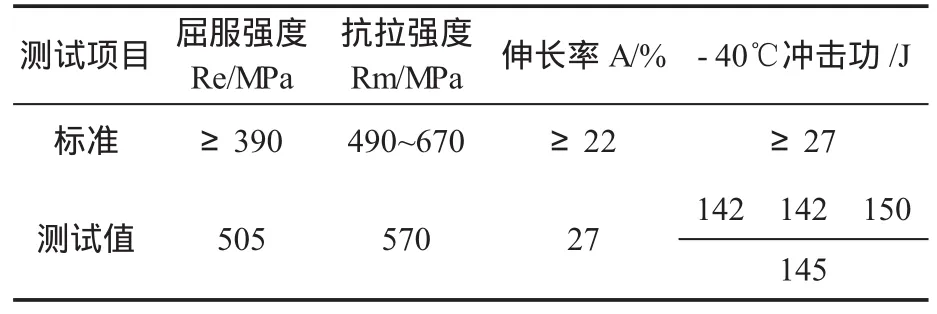
表4 药芯焊丝GLF-71Ni的力学性能
3.3 焊前准备
3.3.1 试板制备
试板尺寸为800 mm×200 mm×32 mm,2块,试板的长度方向与钢板的轧制方向相同。采用氧乙炔焰气割开坡口,坡口角度为45°,不留钝边,装配间隙为6 mm,反面加衬垫,如图1所示。
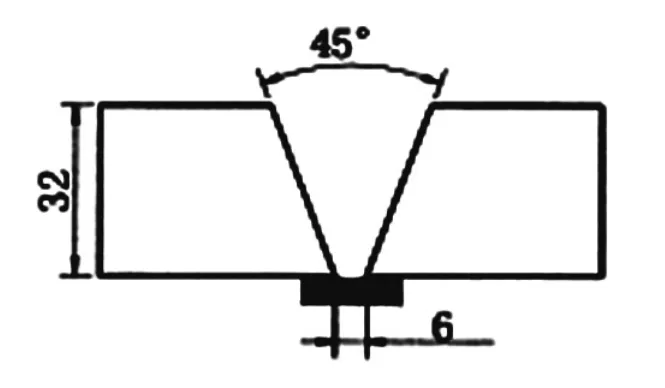
图1 试板的坡口形式
3.3.2 焊件清理
采用角向磨光机对坡口及坡口两侧20~30 mm的区域进行清理,清除铁锈、油污和其他氧化物,直至露出金属光泽。
3.3.3 装配
装配间隙为6 mm,在试板两端加装100 mm×100 mm×32 mm的引弧板和引出板,材质为EH36船用高强度钢。必须在坡口内或引弧板上引弧,防止划伤工件表面。为了预防定位焊缝开裂,定位焊缝长度不小于30 mm。
3.3.4 粘贴陶质衬垫
将陶质衬垫紧贴在钢板背面,使衬垫中心对准接缝坡口中心线。
3.4 焊接工艺参数
采用CO2气体保护焊方法,具体的焊接工艺参数如表5所示。对试板进行多层多道焊接时,焊接顺序如图2所示。施焊过程中,应采用小电流施焊,焊接速度也不能过慢,严格控制焊接线能量在5 KJ/mm以下,防止合金元素烧损及焊缝、热影响区晶粒粗大,要求层间的焊渣及飞溅物要彻底清除。
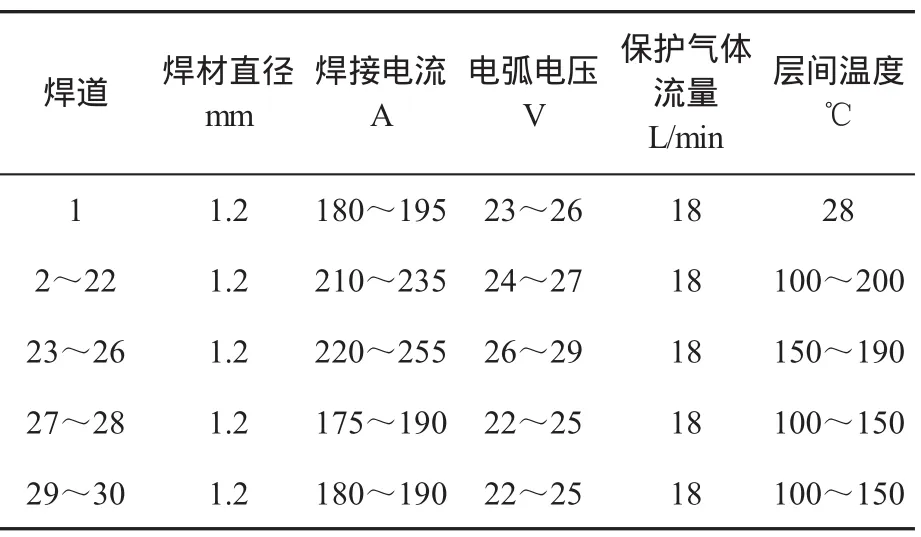
表5 CO2气体保护焊工艺参数

图2 焊接顺序示意图
4 试验结果分析
4.1 外观质量检查
试件焊接好后进行目视检查,未发现焊缝表面裂纹、气孔、未熔合、咬边和弧坑等表面缺陷。
4.2 无损检测
焊接结束24小时后,使用250EG-S3型X射线探伤机,进行拍片探伤;使用CDX-IV型磁粉探伤仪,进行磁粉探伤。
按照《ABS船体焊接无损检测指导(2012)》的检测程序进行无损检测。评定标准执行ABS-NDT-2012A级标准。检测结果显示,焊接接头合格。
4.3 力学性能试验
焊接试板按常规取样后,试样经机械加工,按GB/T2651-2008、GB/T2653-2008、GB/T2650-2008标准进行横向拉伸、侧向弯曲和冲击试验,横向拉伸试验结果、侧向弯曲试验结果和冲击试验结果分别如表6、表7和表8所示。
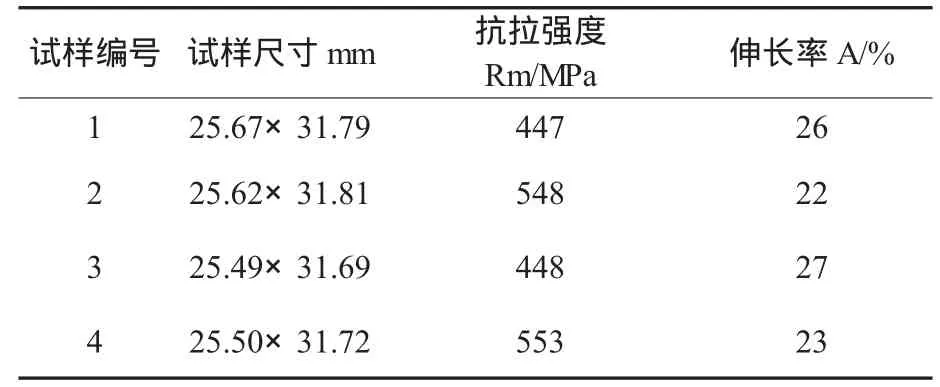
表6 拉伸试验结果

表7 弯曲试验结果
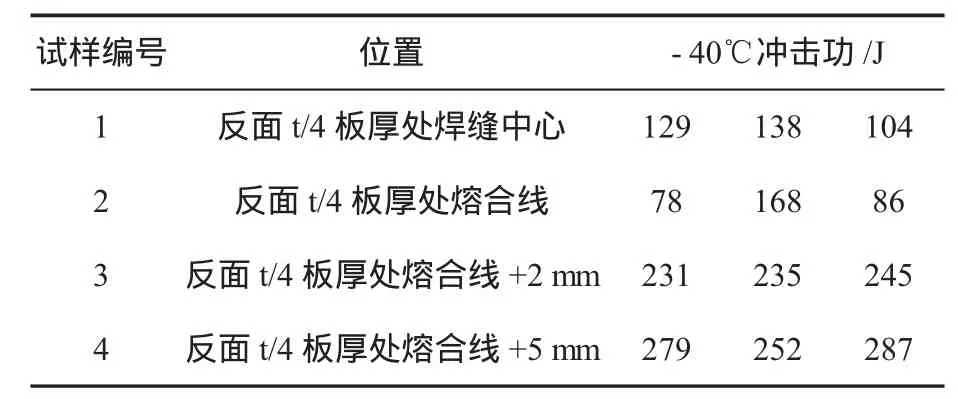
表8 冲击试验结果
5 结论
对厚度为32 mm的EH36船用高强度钢进行CO2气体保护焊试验,试验结果表明:使用药芯焊丝GFL-71Ni进行多层多道焊接,并控制层间温度,能够获得综合力学性能良好的焊接接头。将该工艺应用于某船厂建造的30 000吨多用途重吊船,未发现焊接质量问题,后期的跟踪检查也未发现问题,说明该方案是切实可行的。
[1]方克.EH36船用高强度钢的焊接工艺[J].机电技术,2003 (2):44-46.
[2]路宝学.船用高强钢FCAW焊接工艺研究[J].热加工工艺,2014(23):199-200.
[3]潘新民.EH36高强钢的焊接[J].焊接,2005(4):41-43.
[4]黄增忠.船体EH36高强度钢焊接工艺认可试验[J].机电技术,2007(2):77-78.
[责任编辑:刘月]
Study on Welding Process of EH36 Marine High Strength Steel
WANG Bo
(Bohai Shipbuilding Vocational College,Xingcheng 125105,China)
EH36 marine high strength steel has the characteristics of large thickness,high strength and low temperature impact toughness,but also has the problem of poor weld ability.Through using CO2gas arc shielded welding,selecting GFL-71Ni flux cored wire,the writer carries out the welding test with EH36 ship high strength steel with thickness of 32 mm,conducts welding joints by visual inspection,nondestructive detection and mechanical properties test.The results show that the welding joint can meet the corresponding evaluation criterion,the promotion and application of welding technology in the ocean engineering shipbuilding production will achieve great economic benefits.
EH36 marine high strength steel;welding technology;mechanical properties
TG457.11
A
2095-5928(2017)01-59-03
10.16850/j.cnki.21-1590/g4.2017.01.015
2016-12-11
王博(1981-),男,黑龙江海林人,讲师,硕士,研究方向:焊接工艺及焊接模拟仿真。