改善汽车发动机水封润滑性能的研究
2017-03-20德永雄一郎井上秀行岡田健上村訓右山本雄二崔惠明
德永雄一郎,井上秀行,岡田健,上村訓右,山本雄二,崔惠明,李 丹
(1.日本伊格尔工业株式会社,日本东京;2.日本九州大学,日本福冈;3.伊格尔博格曼中国,上海 200245;4.伊格尔机械密封(无锡)有限公司,江苏无锡 214000)
改善汽车发动机水封润滑性能的研究
德永雄一郎1,井上秀行1,岡田健1,上村訓右1,山本雄二2,崔惠明3,李 丹4
(1.日本伊格尔工业株式会社,日本东京;2.日本九州大学,日本福冈;3.伊格尔博格曼中国,上海 200245;4.伊格尔机械密封(无锡)有限公司,江苏无锡 214000)
从解决汽车发动机水封异响入手,分析了异响产生的原因,并通过密封理论和试验验证利用激光加工表面技术改善汽车发动机水封的润滑性能。
水封;激光表面加工;润滑性能
1 前言
汽车发动机冷却水泵用水封是一种结构紧凑型机械密封,由于使用在振动、高温的工况,当发动机以不同的转速运转时水封会产生响声,发出的频率、波长和衰减系数不同,如果发动机冷却水泵水封在运转过程中,伴随有其它声响,如发出间歇或连续的摩擦声等,即表明发动机冷却水泵水封运转不正常,所伴随的声响为发动机冷却水泵水封异响。发动机冷却水泵水封异响往往是发动机水泵以及发动机相关某些机件故障的表现,若不及时排除,将会造成机件的加速磨损,甚至发生故障性的损坏[1~6]。因此必须及时判断,并采取必要的维修措施加以排除。
汽车发动机冷却水泵运转所发出的响声,通常主要来自水封、轴承或皮带轮等[7~13]。在发动机运转时可用长柄改锥或听诊器触及可能发生响声的附件上来判断,真实原因还需要通过对故障水泵实施异响再现分析才能做出判断。发动机水泵在怠速、高温时发出的异响通常被判断为水封异响,其异响种类也十分复杂。若要准确地将水封的各种异响诊断出来,必须掌握水封各种异响的规律和正确的分析方法。目前行业内共识的汽车发动机冷却水泵水封异响的原因主要有:
(1)润滑不良。 润滑是水封正常工作的重要条件,通过良好的润滑可实现冷却与清洗密封端面,当配合间隙、温度、负荷和速度一定时,水封端面流体薄膜的厚度受密封端面比压和冷却液品质影响,品质好的冷却液和适宜的密封端面比压就能产生较好的流体薄膜,流体薄膜厚度越厚,承受机械冲击缓冲能力越大,不易发生异响。如果润滑液膜过薄,导致密封端面摩擦扭矩加剧,就会发生明显而清晰的异响。
(2)旋转零件刚性弱。伴随汽车行业发动机降低燃料消耗的技术发展趋势,除了广泛使用涡轮增压发动机结构、混合能源和怠速停车等技术外,直接降低发动机内各个零部件的重量被发动机厂商广泛应用。由于汽车发动机冷却水泵采用更多的较轻质量零部件,水泵内旋转零件的刚性明显下降,而最为明显的刚性下降体现在水封动环组件和轴承上。同时水泵采用质量更轻的皮带轮和水泵叶轮,也会带来水泵运转时惯性扭矩降低容易发生振动,从而使密封端面在黏滑运动中形成声学扬声器效果,直接导致异响的发生。
(3)低转速运转。发动机低转速运转过程中易产生振动,导致更大摩擦扭矩,从而影响水封的润滑特性,容易产生异响。
(4)水封动静环组对材料自润滑性不好,摩擦系数大、导热系数小、许用[PV]值低。
(5)水封结构设计不合理,密封端面比压过大、密封端面易变形、实际接触面积小。
(6)汽车发动机使用的常效冷却液质量不好,冷却液中有结晶物析出,传热性能不好,使冷却液温度升高或粘度过低,都会导致摩损加剧而产生异响。
综上分析水封发生异响最主要的原因还是密封端面润滑不良所致,水封最重要的问题是在长时间条件下如何保持良好的润滑性能。为了解决这个问题,通过在密封表面形成适当的流体动压润滑薄膜,来避免表面损伤、磨损或者咬黏。这意味着需要优化滑动面之间密封性能和润滑性能。Ishiwata和Hirabayashi已经试验证明了依据Stribeck曲线图,在密封/泄漏判别线ψc下面的区域时会导致泄漏[1]。常规的水封表面设计概念基于以下观点:为了优化密封性能和润滑性能,水封滑动表面应该在判别线ψc上面区域用密封流体充分地润滑。常规的水封表面设计概念明确表明在低于判别线ψc的区域摩擦系数不能降低。
在这种情况下,很多研究者广泛地进行了各种有效的密封表面加工研究[2],例如微凹槽、微孔等。结果显示一些表面结构在提高滑动表面如动压润滑、降低摩擦系数、延长寿命、减少磨损等各种摩擦学性能上有改善作用。在这些研究中,为了密封性能和润滑性能的最佳化,在不考虑判别线ψc时,本文介绍一种新型水封端面结构,并且尝试用一个周向沟槽分开密封和润滑结构,这样两者的功能不会互相干涉。然后,通过试验和数值计算去检验这个结构的性能。
2 理论背景
2.1 润滑机理
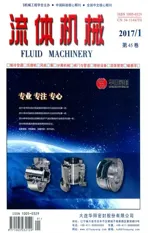
在润滑机理中,为了最终减小摩擦系数,水封应该在流体动压润滑状态下运行。利用流体动压止推轴承的相同的润滑理论。采用的是一种激光加工密封端面的最简单结构,用覆盖式瑞利台阶产生润滑作用。普通的瑞利台阶端面压力分布如图1(a)所示。
(a) 瑞利台阶
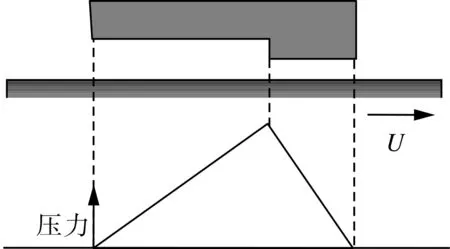
(b) 反向瑞利台阶
2.2 密封机理
2.2.1 密封泄漏的基本公式
密封泄漏率通过密封间隙中径向流体流动速率描述。当假定忽略不计微弱的离心力和密封表面的不平度影响,滑动表面在间隙厚度为h时每单位宽度的泄漏率q为:
(1)
式中η——粘性系数p——压力ri——密封表面内径
式(1)的右面是压力泄漏项。q为正值表示密封表面的流体离心流动,负值表示密封表面的流体向心流动,这种流向是泄漏方向。当假定η为常数,则泄漏率q与间隙厚度h的三次方和径向压力梯度∂p/∂r成比例关系。
2.2.2 常规水封的简化公式
对于一般类型的水封来说,压力梯度最简单的表达式为:
(2)
式中P1——低压侧压力P2——高压侧压力B——密封面宽度
因此,对于常规最简单的水封来说,式(1)还可表示为:
(3)
设计常规水封时,为了阻止密封泄漏,应该尽量减少膜厚h和增大密封面的宽度B。因为式(3)中的h和η均为正值,且P2大于P1,所以在泄漏方向,泄漏率q总是负值。因此,在常规水封中,泄漏无法被完全阻止。
事实上,问题几乎不会按照上述方法进行简化,Mayer指出:基于流体力学原理的式(3)不能直接被应用于密封泄漏的实际问题[3]。然而,无论何种情况下,密封压力梯度变化曲线的基本原理来源于系统压差(P2-P1)。因此,式(3)仍然能够应用于关于密封泄漏基本问题的讨论中。
2.2.3 新型表面结构的概念
对于式(1), 如果通过控制压力梯度∂p/∂r为零或者负值来降低泄漏率,而不是减少膜厚h,某些类型的表面结构通过利用动压产生的作用来控制滑动表面上的压力分布,理论上可以达到零泄漏。
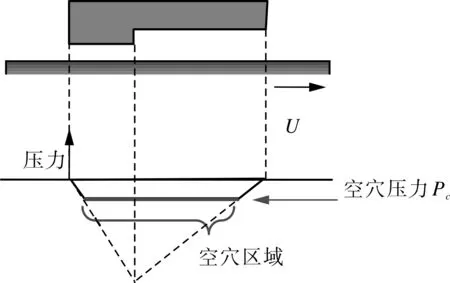
本文提出一种新型的水封表面结构,如图2(a)所示。在这种情况下,高压侧位于密封面外侧,低压侧位于密封面内侧。润滑作用的正压区域位于密封面外侧,密封作用的负压区域位于密封面内侧。尽管润滑作用所形成的流体膜较厚,但是只要密封表面能够维持负压区域,这种结构就可以维持较低的泄漏率。新密封表面横截面的压力分布如图2(b)所示。
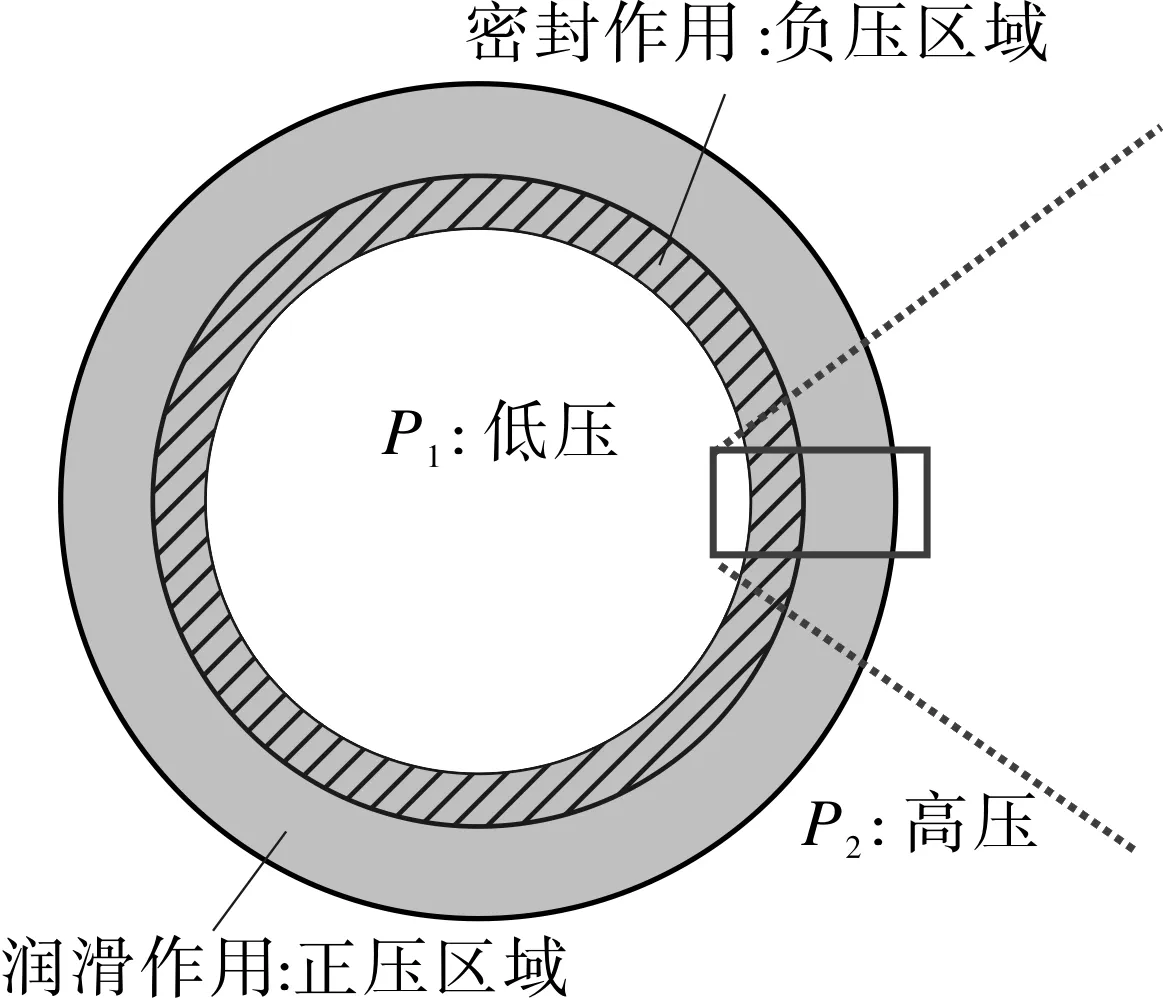
(a) 新型水封端表面结构
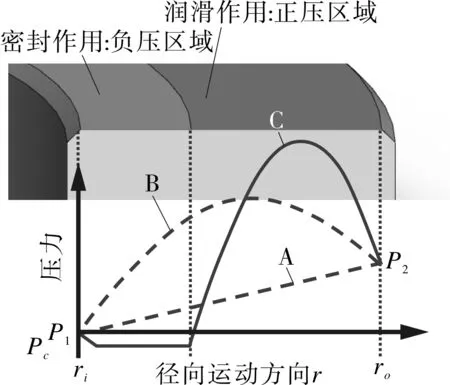
(b) 密封端面横截面压力分布
图2 新型水封表面结构及其横截面压力分布
线A表示常规水封的典型压力分布。图形清楚地显示,在这种情况下,压力梯度能够用式(2)来定义。
线B表示动压密封的典型压力分布。因为该密封表面结构会产生正的动压力,这种情况下的数值可能比线A的值更大,它可能会导致更大的泄漏。
线C表示本文中提出的新型表面结构的典型压力分布。一方面,密封表面外侧产生正的动压力,用来承受外加载荷;另一方面,密封表面内侧生成负的动压力,使压力梯度∂p/∂r为负值。理论上压力梯度∂p/∂r为负值能够阻止密封泄漏并产生泵送效应。
本文中,采用一种反向覆盖式瑞利台阶以便生成负的动压分布。反向瑞利台阶端面压力分布如图1(b)所示。
此外,在负的动压区域应该考虑空穴的影响。众所周知,空穴出现在滑动表面的负压区域已被广泛认知[4,5]。文中假定空穴区域的压力Pc为常数。一般情况下,空穴压力Pc比大气压更小。因此,如果能将滑动表面低压侧的流体压力控制为零或负值,密封泄漏能够完全被阻止,甚至泵送效应也能实现。
2.2.4 采用激光加工的水封表面结构
基于上述理论背景,提出图3所示的表面结构。高压侧(即外侧,流体动压润滑作用结构的滑动表面)布置8个瑞利台阶,低压侧(即内侧,密封结构的滑动表面)布置一个反向瑞利台阶。此外,布置一个通过径向槽与高压区域联通的周向槽来分离润滑和密封结构的作用,采用激光技术加工该水封表面结构。

图3 利用理论分析优化设计的表面结构
表面结构的具体参数如表1所示。

表1 密封表面的具体参数
3 数值分析
水封端面间的压力分布通过有限元理论求解,以雷诺方程来计算。
(4)
式中ω——角速度
数值分析的条件如表2所示。试验条件见表3。

表2 数值计算条件
注:其它条件与试验条件相同。

表3 试验条件
对于水封,根据质量守恒来选择空穴边界条件非常重要[6~10],且Swift-Stieber条件被用作空穴区域上游边界条件:
(5)
Jakobsson-Floberg条件被用作空穴区域下游边界条件[6]:
(6)
式中h*——开槽区域的初始流体膜厚 Δr——径向宽度增量 Δθ——周向宽度增量
在试验条件下,在流体膜区域和空穴区域计算中维持了质量守恒。
压力分布可以通过以下步骤求解[6]:(1)假设空穴区域。(2)通过求解方程(4)来确定压力分布。(3)检查空穴边界条件式(5)(6)。(4)重复1到3的步骤,直到同时满足空穴边界条件式(5)和式(6)。
4 试验装置和程序
试验的目的是研究表面结构对水封的影响。试验装置如图4所示。水封位于垂直方向,放置一块玻璃平晶在密封环表面作为一个相对应的转动表面。通过CCD照相机观察密封环表面。水封在外壳内固定,摩擦系数由悬臂梁和测力传感器测量。流体膜厚度通过激光诱导荧光法测量[11]。
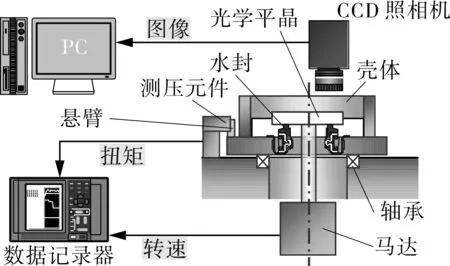
图4 试验装置示意
试验条件见表3,采用2种表面作为试验表面。一种是没有激光加工的平面,另一种是图4所示的激光加工表面。激光加工槽的边缘的毛刺通过提前抛光完全去除。用28 N的力将光学平晶压在密封环上。在滑动表面侧的光学平晶的转动速度从1500 r/min(1.8 m/s)以100 r/min的降速(0.12 m/s)降到0。蒸馏水作为被密封流体充满整个腔体。在室温下,没有控制流体温度。流体压力在0.15 MPaG下观察泄漏量,在0 MPaG下测量摩擦系数和膜厚。
在试验条件下,测量出水封流体膜厚和摩擦系数,直接观察密封的空穴区域和泄漏量及有无异响来验证表面结构对水封的影响。
5 结果和讨论
5.1 摩擦系数
图5表示了摩擦系数的试验测量和数值计算结果。工况参数G=ηU/(W/B),W是施加的力。试验中的平面,不考虑转速,摩擦系数在0.1~1.0之间波动。
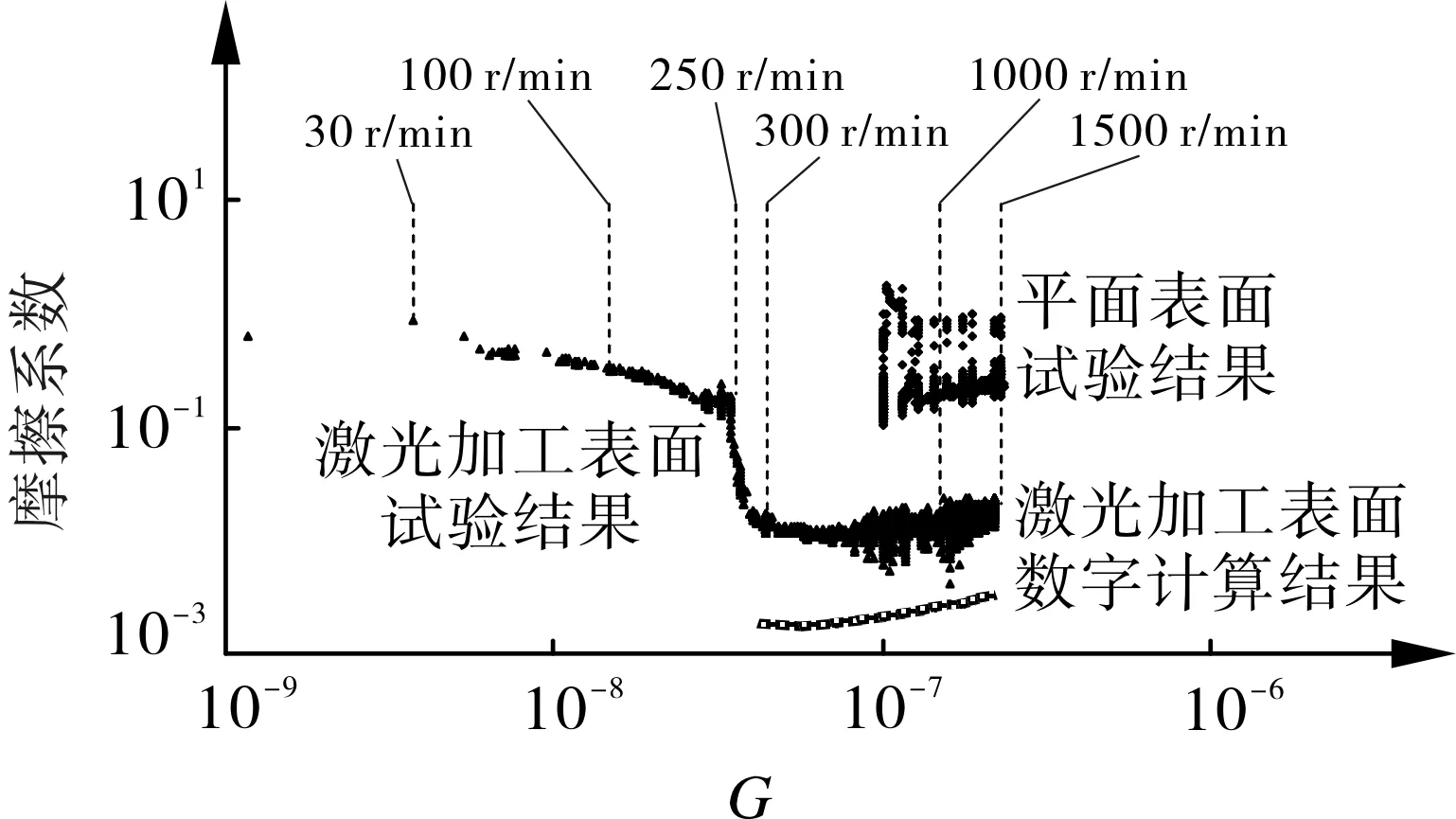
图5 摩擦系数的试验测量和数值计算结果
激光加工表面密封在1500 r/min到300 r/min(1.8 m/s到0.36 m/s)的全流体充分润滑下运转、条件更改到300 r/min到250 r/min(0.36 m/s到0.3 m/s)的混合润滑下运转、最后更改到边界润滑的条件为低于250 r/min(0.3 m/s)转速下运转。与相应试验结果比较,激光加工表面摩擦系数数值计算结果小。这个差异可能是由于激光加工准确度产生的误差引起的。
5.2 膜厚
图6表示了膜厚的试验测量和数值计算结果,在表面为平面情况,试验结果在转速为1500 r/min(1.8 m/s)最大膜厚不超过0.04 μm。当转速由1500 r/min(1.8 m/s)降到800 r/min(0.96 m/s),滑动表面相互粘贴而停止转动,没有泄漏。试验中的激光加工表面,试验结果的膜厚在转速为1500 r/min(1.8 m/s)为1.1 μm。激光加工表面摩擦系数数值计算(膜厚为1.35 μm)结果与相应试验结果有相同的趋势,没有异响产生。
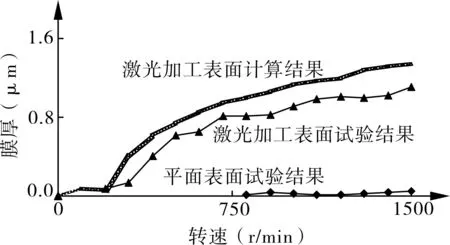
图6 膜厚的试验测量和数值计算结果
平面结构试验结果充分说明滑动表面间的流体膜厚太小而不能形成足够的动压,由于平面结构没有产生动压,表明平面润滑状态实际上是干接触。一个表面粘贴在另一个表面的情况有时发生在镜面抛光的滑动配合面上,这个与精密量块的粘贴现象一样。
对于激光加工表面,在转速超过300 r/min时开始形成厚膜。从图5可知,在转速超过300 r/min时可以获得达到全流体动力润滑的条件。从混合润滑到全流体动力润滑的过渡膜厚是0.1μm,这个厚度取决于表面粗糙度。平面结构试验表面因镜面粘贴而停止转动,实际应用的水封表面比试验件粗糙,常见的水封粘贴停止转动速度可能会更高。常用水封通常在亚微米级膜厚范围内运行,因此,对于实际应用水封,1.1 μm膜厚足够来维持全流体动力润滑。
5.3 空穴区域
图7(a)所示为激光加工表面压力分布和空穴区域的数值计算结果。可以发现在内侧密封表面形成了环向空穴区域。图7(b)所示为在图7(a)指定的区域的空穴区域直接观察结果。密封表面内侧的空穴区域的下游边界向转动方向延伸到反向瑞利台阶。观察到的空穴区域与图7(a)所示计算的结果一致。
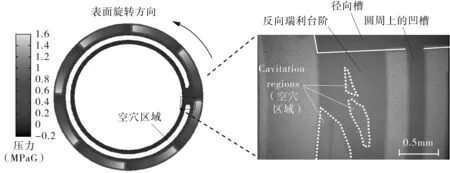
(a)压力分布计算结果 (b)指定区域观察结果
图7 激光加工表面在0.15 mPaG,1000 r/min(1.2 m/s)时空穴区域压力分布数值计算结果
及指定的空穴区域直接观察结果
由于试验和计算结果的趋势相同,说明用于计算的空穴边界条件是合适的,可以用于预测水封的空穴区域。此外, 证明了反向瑞利台阶具有在负压区产生空穴区域的作用。
5.4 泄漏量和泵送效应
图8所示为沿着密封表面内侧周向泄漏率的数值计算结果。

图8 沿着密封表面内侧周向泄漏率的数值计算结果
结果显示径向槽周围的沿着密封表面周向泄漏率是正值(密封/泵送方向)。泄漏率Q可以通过流体流动速率沿着密封面的内侧边缘从0到2π积分来计算:
(7)
其中,Q正值时表示密封不泄漏和有泵送效应,负值时表示发生泄漏。
在假设空穴压力为-0.01013 MPaG,总泄漏率Q的计算结果为0.04 mL/h。因此,激光加工表面无泄漏,并且有泵送效应。
图9所示为密封表面内侧泄漏直接观察结果。预先泄漏一些流体来观察泵送效应。结果发现当转动后,预先泄漏流体从低压侧抽到高压侧,这就是泵送效应。
图8所示的总泄漏率计算可以确定,在条件为1500 r/min(1.8 m/s)及0.15 MPaG的情况下激光加工表面可以阻止泄漏的泵送效应。实际上,激光加工表面的观察结果与计算结果有相同的趋势,说明本文中提出的表面结构可以实现产生泵送效应的低摩擦低泄漏的水封。
6 结论
(1)控制密封表面低压侧的径向压力梯度,可以降低水封泄漏。
(2)可以利用激光加工的表面来改变密封表面的流体动压力分布。
(3)利用在高压侧,类似止推轴承结构形成润滑理论,在低压侧,类似反向止推轴承结构形成密封理论的原理,水封能够成为产生泵送效应的低摩擦低泄漏密封。
(4)可以实现转速1500 r/min(1.8 m/s)、压力0.15 MPaG、形成1.1 μm的膜厚、在全流体动力润滑下运行低泄漏的静音型水封。
[1] Ishiwata H, Hirabayashi H.Friction and sealing characteristics of mechanical seals[C].Proc.1st ICFS,BHRA,1961,D5,P.1.
[2] Sugimura J.Researches on seals for energy saving and environment[J].J.Japanese Society of Tribology,2011,56(2):105-111.
[3] Mayer E.Leakage and Friction of mechanical seals with special consideration of hydrodynamic mechanical seals[C].1st International Conference on Fluid Sealing,Ashrofd,Kent,1961,E3.
[4] Hamilton D B,Walowit J A ,Allen C M.A theory of iubrication by microirregularities[J].ASME J.Basic Eng.,1966,88(1)1:177.
[5] Anno J N,Walowit J A ,Allen C M.Microasperity iubrication[J].ASME J.Lubr.Tech.,1968,91(2):351.
[6] Jakobsson B,Florberg L.The finite journal bearing Considering vaporization[D].Trans.Chalmers Univ.Tech.Goteborg,1957.
[7] Nau B S.Cavitation in thin films[R].BHRA Report TN 832,1964,November.
[8] Nakahara T.Fluid film behavior-cavitation[J].Journal of Japan Society of Lubrication Engineers,1981,26(3):146.
[9] Ikeuchi K,Mori H.Characteristics of hydrodynamic lubrication for face seals in the presence of cavitation (First report,effects of cavitation pressure on the lubrication films) [J].Transactions of the Japan Society of Mechanical Engineers,Series(C),1981,47(422):1337.
[10] 郭嘉,吴飞,何朝辉.高压多级离心泵口环密封动力学性能研究[J].机电工程,2015,32(2):233-236.
[11] Lebeck A O.Principles and design of mechanical face seals[M].A Wiley-interscience Publication John Wiley & Sons,Inc.,1991,ISBN 0-471-51533-7.
[12] Tokunaga Y,Hosoe T,Inoue H,et al.Measurement offilm distribution by two-dimensional dynamic measuring system for mechanical seals[J].Fluid Sealing,2007,19:221.
作者简介:德永雄一郎(1979 -),男,博士,主要从事机械密封的研究和解析,通讯地址:日本埼玉县大字片柳1500号。
Improvement in sealing performance and friction reduction by laser surface texturing for mechanical seal
Y Tokunaga1,H Inoue1,K Okada1,N Uemura1,Y Yamamoto2,CUI Hui-ming3,LI Dai4
(1.Eagle Industry Co.,Ltd.,Japan;2.Professor Emeritus of Kyushu University,Japan;3.EagleBurgmann,China,Shanghai 200245;4.Eagle Mechanical Seal (Wuxi) Co.,Ltd.,Wuxi 214000,China)
One of the most important issues for mechanical seals is how to achieve two contradictory functions:sealing and lubricating performance at the sliding surfaces.Various studies have been presented so far.This paper proposes a surface design concept for achieving low-friction and low-leakage mechanical seals by laser surface texturing.The theoretical and experimental results demonstrated that the low-friction and low-leakage seals were technically feasible.These results also indicated that the seals were operated with hydrodynamic lubrication and had an effective pumping effect.
mechanical seal for water pump;laser surface texturing;lubrication performance
叶志秦(1991-),男,硕士研究生,通讯地址:201620 上海市松江区人民北路2999号东华大学环境学院3137,E-mail:yezhiqin1@126.com
1005-0329(2017)01-0008-07
2016-07-06
2016-12-26
TH136
A
10.3969/j.issn.1005-0329.2017.01.002