C MT焊接技术在复合板换热器法兰堆焊中的应用
2017-03-09胡刚
胡刚
(大连市锅炉压力容器检验研究院,辽宁 大连 1 1 6 0 1 3)
C MT焊接技术在复合板换热器法兰堆焊中的应用
胡刚
(大连市锅炉压力容器检验研究院,辽宁 大连 1 1 6 0 1 3)
简要介绍C M T焊接技术的原理和优点,制定了基于C M T焊接技术的堆焊焊接工艺评定。将评定合格的C M T堆焊焊接工艺,应用于1 5 C r M o+S 3 2 1 6 8复合板换热器制造过程中的设备法兰和接管法兰堆焊,实际焊接质量满足标准和技术条件的要求,同时提高了焊接效率。
C M T焊接技术;复合板换热器;堆焊
1 设备简介及堆焊方法选择
1.1 设备简介
某1 0 0 0万t/年炼油项目航煤加氢装置中的反应流出物——混氢油换热器为卧式U型管换热器,内径为1 2 0 0 mm。该设备的主要设计参数如表1所示。

表1
该换热器的操作工况为高温、中压、临氢及硫化氢强腐蚀,条件苛刻。为提高设备的抗高温和抗腐蚀的能力,主体材料采用了1 5 C r Mo+S 3 2 1 6 8复合板,设备法兰和接管法兰采用1 5 C r MoⅢ锻件,内表面及密封面堆焊耐腐蚀层。
1.2 堆焊方法选择
普通的焊条电弧焊堆焊是以基材作为一个电极,电弧加热温度和热量分布不均匀,基体容易由于温度过高熔化,因此电弧堆焊的稀释率往往大于1 0%,所以,渗铁成了堆焊工艺的技术难点与影响焊接性能的重要因素。
目前堆焊可采用的主要方法有手工电弧焊、丝极埋弧焊、C O2气体保护焊、带极埋弧焊和C MT冷焊。其中,C O2气体保护焊和手工电弧焊的焊接速度较慢;丝极埋弧堆焊的稀释率较高(一般的为3 0%~6 0%),熔敷金属的化学成份受母材影响较大,同时容易产生裂纹等缺陷;带极埋弧焊适用于面积较大的堆焊(如管板堆焊)。
综上考虑,在该换热器的制造过程中拟采用C MT焊接技术进行法兰内表面及密封面的堆焊。利用C MT焊接技术进行堆焊,工艺简单高效,且由于其输入热量小而均匀,可以得到稳定的堆焊焊接质量和较低稀释率的熔覆层。
2 C MT焊接技术简介
2.1 C MT焊接技术的工作原理
冷金属过渡技术C MT(c o l d me t a l t r a n s f e r)是指将熔滴过渡过程与送丝运动进行数字化协调,当熔池与熔滴发生短路时,短路信号会反馈给C MT焊机的处理器,焊机会根据短路信号自动切断电流,同时将信号反馈给送丝机,送丝机根据反馈信号自动抽回焊丝,迫使熔滴与焊丝分离。由于熔滴是在切断电流的状态下“冷”过渡,因此,最大程度的消除了飞溅现象。
C MT焊接技术熔滴过渡示意图如图1所示,箭头代表焊丝的运动方向。焊机输出的电流电压波形示意图见图2。
图1(a)图表示电弧引燃,熔滴开始向熔池过渡;图1(b)图表示熔滴进入熔池,电弧熄灭,电流减小;图1(c)图表示电流短路,焊丝自动抽回,熔滴脱落,短路电流保持极小;图1(d)图表示焊丝改变运动方向,熔滴过渡过程重复进行。
2.2 C MT冷金属过渡技术的优点
C MT焊接技术通过控制电源输出波形和焊丝运动实现焊接过程中“热”和“冷”的交替,这种交替变化使焊接过程中产生的热量最大程度降低,同时减少了焊接热量在被焊接工件中的传导。因此,C MT焊接技术主要具有以下优点。
2.2.1 电弧稳定,无飞溅
C MT焊接系统和电弧过程相结合,并且可以机械检测电弧的弧长并在受控状态下快速调节,因此,C MT焊接技术在焊接速度极快的前提下也不会出现断弧的情况,电弧长度也能保持一致,保证了电弧的稳定性。
因此,C MT焊的焊缝和熔深均匀一致,且由于熔滴过渡过程中出现飞溅的因素被消除了,真正做到了无飞溅焊接,焊后清理工作量减小。
2.2.2 焊接变形小,能量输入少
C MT焊接技术实现了熔滴过渡在无电流状态下进行。当短路电流产生,送丝机根据短路信号使焊丝立即自动地回抽并停止前进。
在这种过渡方式下,电弧自身输入热量的过程非常短暂,当短路发生后,电弧立即熄灭,输入热量可以迅速地减少。较低的热量输入,使焊接变形量大大减小。
2.2.3 较低的稀释率
C MT焊层加工后,堆焊层在2.5 mm厚度处,铁(F e)含量可以控制在2%~5%。
2.2.4 更快的焊接速度
C MT焊接技术熔滴过渡的频率可以达到6 0~7 0 Hz,焊丝主动回抽促进了熔滴的快速脱落,因此焊接速度可达约3 m/mi n以上,焊接效率可以得到显著提高。

图1 C MT焊接技术熔滴过渡示意图

图2 电流电压波形示意图
3 焊接工艺评定
正式产品施焊前,按照NB/T 4 7 0 1 4-2 0 1 1《承压设备用焊接工艺评定》以及产品技术条件的要求进行了焊接工艺评定,评定参数及检验项目如表2所示。
按表2中的参数制作焊接工艺评定试件,并进行检验,化学成分以及其他检验项目的检验结果如表3所示。
由表3和表4的结果可知,焊接工艺评定结果合格,焊接工艺可行。
4 现场焊接及检验
根据合格的焊接工艺评定,编制焊接工艺指导书,指导现场焊接。焊接及检验工艺顺序如下:
(1)清理待堆焊面,待堆焊面1 0 0%MT检测,Ⅰ级合格。
(2)预热1 0 0~1 5 0℃,堆焊过渡层,完成后立即进行消氢处理(3 5 0℃×2 h)。
(3)过渡层表面进行1 0 0%P T检测,Ⅰ级合格。
(4)堆焊覆层,外观检查。
(5)覆层表面进行1 0 0%P T检测,Ⅰ级合格、1 0 0%UT检测,Ⅰ级合格、铁素体含量检测、化学成分分析。
(6)最大热处理(6 7 5℃×1 2 h)。
(7)热处理完成后,覆层表面进行1 0 0%P T检测,Ⅰ级合格、1 0 0%UT检测,Ⅰ级合格、硬度检测。
在反应流出物——混氢油换热器的实际制造过程中,按照上述工艺进行接管法兰和设备法兰内表面及密封面堆焊,堆焊质量良好,各项检测指标均符合相应标准和技术条件的要求,产品合格。
5 结语
综上所述,按照本文提出的C MT堆焊焊接工艺,对反应流出物——混氢油换热器的设备法兰和接管法兰内表面及密封面进行耐蚀层堆焊,堆焊层与基体结合良好,组织致密,母材稀释率小,产品质量得到保证的同时,生产效率大大提高。

表2 焊接工艺评定参数及检验项目表

表3 焊接试件化学成分检测结果 %
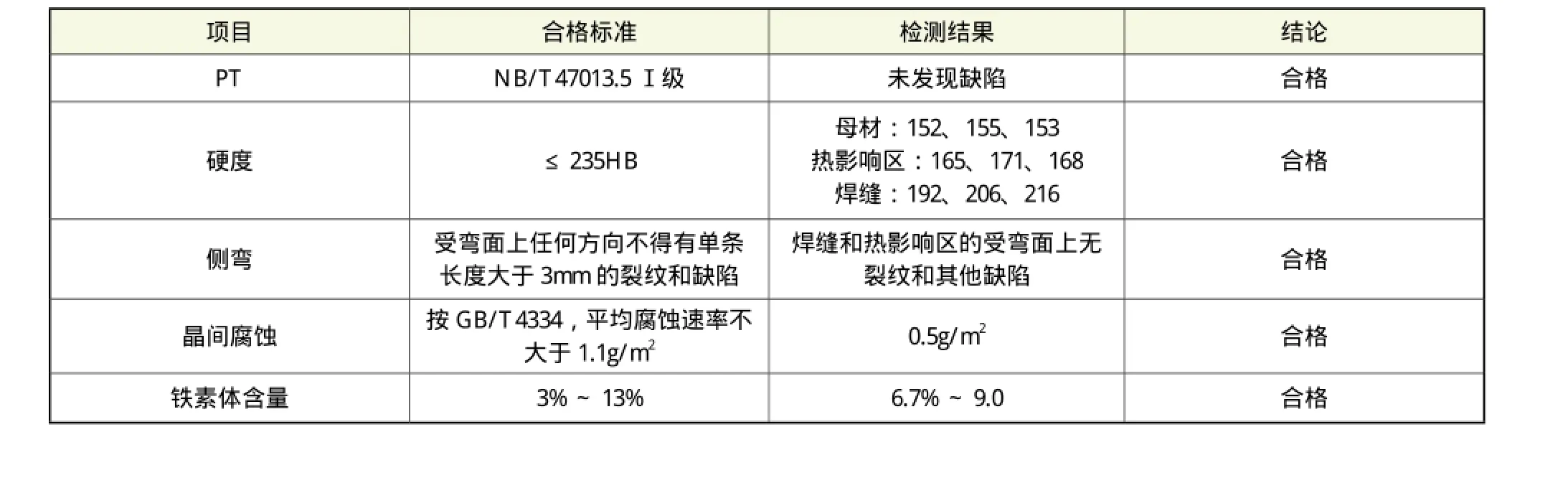
表4 焊接试件理化检测结果
[1]于建平.C MT焊接在堆焊(包覆)镍基耐蚀合金层中的应用[J].石油化工设备技术,2 0 1 3,(3 4):5.
[2]刘德丰,孟庆嘉.1 5 C r Mo管板带极堆焊[J].工艺与应用,2 0 0 1(3).
[3] F T C-B 0 4-2 0 0 9.临氢压力容器内部堆焊技术条件.
[4]周方明,宋辉. 活性剂C MT焊接的研究[J]. 电焊机,2 0 1 3(0 3).
T G 4 5 5
A
1 6 7 1-0 7 1 1(2 0 1 7)0 1(上)-0 1 2 3-0 3