再生料对BOPP薄膜性能的影响研究
2017-02-01付元君林伟陈宋国琦
付元君,林伟陈,宋国琦
再生料对BOPP薄膜性能的影响研究
付元君,林伟陈,宋国琦
(中国石油抚顺石化分公司合成洗涤剂厂,辽宁 抚顺 113104)
介绍了BOPP薄膜的生产流程和加工原理,根据用户需求的变化,在满足国标要求的前提下,添加不同比例再生料进行了生产,探索了再生料对BOPP薄膜物理性能的影响,主要对比了薄膜的雾度、光泽度和纵向拉伸强度的变化,为科学生产提供了依据。
再生料;BOPP薄膜;物理性能;生产稳定性
BOPP薄膜即双向拉伸聚丙烯薄膜,具有优异的油墨和涂层附着力,广泛用于食品包装、胶粘带等行业。我国自1980年从日本引进第一套BOPP生产线,90年代后得到快速发展,截至2016年底,全国已有103家BOPP生产企业,产能达550万t[1,2]。十三五期间,双向拉伸塑料薄膜行业将着力提高薄膜的品质,大力推广节能降耗,提高功能性薄膜的比重[3]。
BOPP薄膜生产工艺流程:
(BOPP专用原料+添加剂母料)经过混料机混合后进入挤出机熔融,熔融物料经过过滤器过滤后经T型模头、激冷辊冷却成片材后牵伸到纵拉机进行纵向拉伸,再进入横拉机进行横向拉伸,最后经过测厚仪测量厚度、经过切边、电晕处理后进行收卷成BOPP大母卷[4]。
BOPP母卷存放36~72 h以使内应力时效,然后进行分切形成最终产品。
聚丙烯结构含有球晶,薄膜的拉伸性能取决于球晶的大小和变形性质。BOPP薄膜是以均聚丙烯和一定比例的BOPP再生料经混料机混合作为主原料,同时添加0%~3%的抗静电剂、抗粘连剂等添加剂生产而成。
双向拉伸聚丙烯薄膜工艺原理是将拉伸前的片材在熔点以下、玻璃化温度以上,在纵拉机内经过加热的同时进行4~5倍的纵向拉伸,使聚合物分子链段在外力的作用下按纵向定向排列,又进入横拉机后经过加热和8倍左右的横向拉伸,使聚合物分子链段按横向进行重新定向排列,最后经过热定型现成薄膜产品。由于进行了纵横两个方向的分子链段拉伸定向,从而提高了薄膜的纵、横向物理性能[5]。
本文研究的生产线为某厂8.3 m宽的三菱重工BOPP生产线,该装置BOPP工序由于生产波动引起破膜或停车都会产生废膜;分切工序正常生产需要切去150 mm左右宽的边条,同时由于母卷质量和装置波动也会产生一定废膜。
废膜经由奥地利ARTEC 造粒机组进行粉碎和造粒再生,现成BOPP再生料。
BOPP薄膜生产线主原料为BOPP专用料L5D98,熔融指数在2.6 g/10 min~3 g/10 min之间;BOPP再生料的熔融指数为5.9 g/10 min~6.8 g/10 min,色泽略深,颗粒形状不规则,经常有鱼眼,粒度大于正常的聚丙烯原料,由于BOPP再生料经过了又一次的熔融、冷却和造粒过程,使聚合物发生了结晶和再结晶,而其中所含有的添加助剂也会发生新的迁移,因此不可避免地要对生产产生一些影响[6]。 由于两种物料的物性有一定的差别,所以需要经过充分的混合才能正常生产。由于特殊原因,某厂BOPP再生料大部分按一定比例添加进主原料进行生产。由于该厂下游80%用户为胶带厂家,随着下游胶带厂设备升级和产品结构变化,不断要求薄膜具有更低的脆性和更高的光泽度,目前胶带厂涂布机速度也由170 m/min提高到了240 ~280 m/min,对拉伸性能的要求更高;一些出口胶带要求薄膜具有更低的雾度,(一般要求雾度在1.25%以下)和更高的光泽度。而国标要求BOPP薄膜的雾度≤1.5%,光泽度≥85%。再生料经过了二次加工,原料品质有所改变,因此研究不同比例再生料对薄膜性能的影响,平衡成本和质量,对更好地满足用户新需求和指导生产都具有重要意义。
1 实验条件
1.1 实验原料
均聚聚丙烯L5D98,厂自产的BOPP再生料。
1.2 实验设备和仪器
设备:三菱重工双向拉伸聚丙烯薄膜生产线。
仪器:高精度厚度检测仪(实验室用),仪器型号为1 240,测量精度0.1μm;仪表显示时间300 ms,数码显示时间为400 ms。
NDC 红外线在线测厚系统。
万能材料拉伸机,由美国LLOYD公司生产,型号为LRX,试验机的负荷精度为1%,十字头检测分辨率达5μm,可进行多种材料拉伸试验。
1.3 实验方法
拉伸试验方法:执行GB/T 1040.3-2006,塑料拉伸性能的测定
雾度测定方法:执行 GB/T 2410-2008,透明塑料透光率和雾度的测定
光泽度测定方法:执行GB/T 8807-1988,塑料镜面光泽实验方法[7]
2 实验情况
2.1 正常添加6% BOPP再生料生产
生产品种为30 µm BOPP光膜,生产线速度260 m/min,为了保证实验数据的准确性,以下所有实验状况下生产工艺指标均保持一直。
由于装置开工以来,生产线一直有废膜产生,因此为了降低生产成本,实际生产时的原料配方就是正常的L5D98加上装置自产的BOPP再生料及一定比例的抗静电剂、抗粘连剂等添加剂。
以下的厚度曲线图和物性分析数据都是装置正常添加再生料生产时的数据(图1-2和表1)。
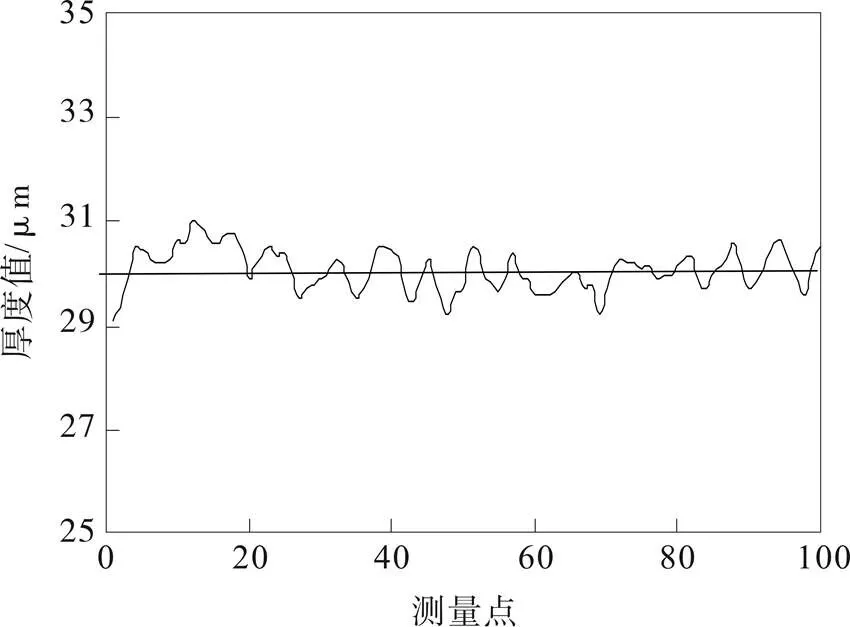
图1 添加6%再生料生产时单次扫描典型厚度曲线

图2 添加6%再生料生产时100次扫描典型厚度曲线
以下是实验室所做的物理性能数据表。

表1 添加6%再生料生产时典型物理性能数据
由于再生料质量不稳定,因此造成生产线有时有波动,如出现破膜和厚度波动大的现象。厚度标准偏差在0.4~0.7 µm之间波动,范围较大。
通过分析检测,雾度大部分在1.4%以上;光泽度普遍在89%~90%之间,最高批次光泽度平均值为90.8%。由于胶带市场主要要求纵向拉伸性能要好,因此本文着重比较纵向拉伸性能的变化。添加6%再生料生产时,纵向拉伸强度多在121 MPa以下。
2.2 添加3% BOPP再生料生产
实验生产时间72 h。曲线图见图3-4。
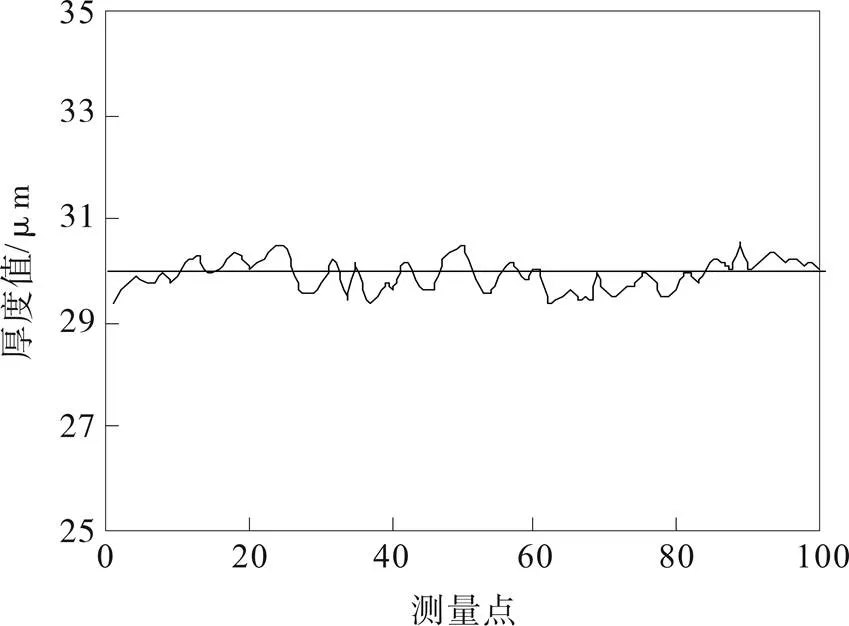
图3 添加3%再生料生产时单次扫描典型厚度曲线

图4 添加3%再生料生产时100次扫描典型厚度曲线
实验室所做的物性分析数据表见表2。

表2 添加3%再生料生产时的典型物性数据
生产线运行过程中偶有2次破膜,实验室检测时薄膜物理性能变化较明显的是雾度和光泽度指标。雾度降低到1.25%~1.35%,光泽度上升到90%~92%,纵向拉伸强度提高了2~3 MPa,提高不大,因为纵向拉伸强度与原料的性能有一定关系,但主要与纵向拉伸比的高低有关,提高生产线的纵向拉伸比,会提高纵向拉伸强度,但过大的纵向拉伸比也会造成生产线的破膜,因此也要适度控制拉伸比,一般不超过5.5倍。
厚度标准偏差可以控制在0.3 ~0.4 µm之间,厚度曲线波动范围有一定的缩小。
2.3 不添加BOPP再生料生产
实验生产时间72 h,生产线平稳,期间没有破膜。曲线图见图5-6。

图5 不添加再生料生产时单次扫描典型厚度曲线
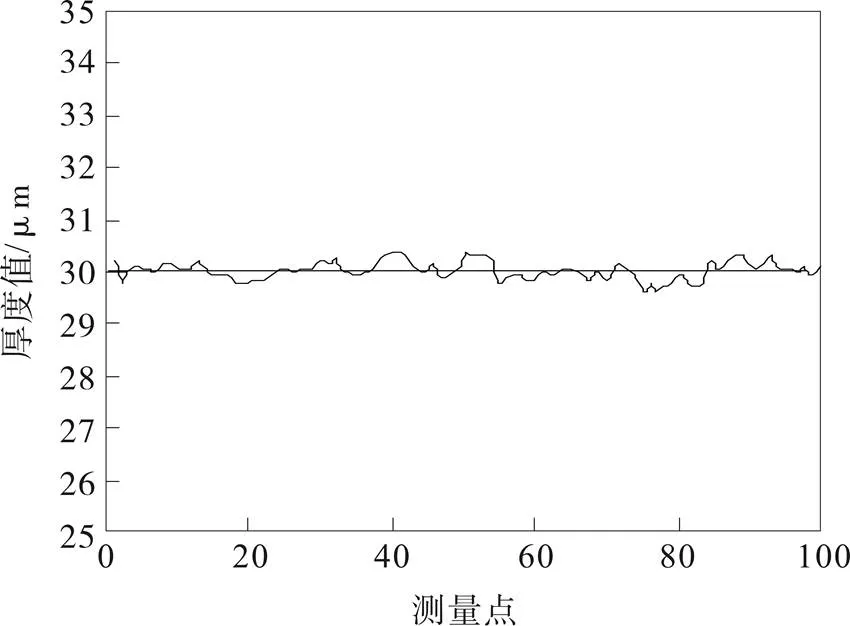
图6 不添加再生料生产时100次扫描典型厚度曲线
实验室所做的物性分析数据表见表3。

表3 不添加再生料生产时典型物性数据
与添加6%再生料生产对比,不添加再生料生产时薄膜的纵向拉伸强度有一定的提高,大约提高了2 ~3 MPa,说明再生料添加比例对纵向拉伸强度有一定影响,但影响不大;雾度普遍降低到1.25%以下,光泽度提高到95%左右,这两项指标提高较大,可以满足出口胶带膜的要求;薄膜手感比较软。厚度标准偏差可以控制在0.3 µm以下,曲线平滑,波动范围很小。
3 结论
通过实验对比可以看出,减少再生料的添加比例,可以极大提高BOPP薄膜的光泽度,大幅降低薄膜的雾度,对薄膜的纵向拉伸强度的提高有一定作用,改善了薄膜的厚度偏差和生产稳定性,也可以更好地满足下游用户的新需求。由于再生料是BOPP生产过程中必然产生的副产品,因此,实际生产中需要综合考虑成本、薄膜性能和用户市场,实时调整再生料的添加比例,适应市场的多元化,为用户提供不同性能的产品,实现企业效益最大化。
[1]2016年BOPP行业企业经济指标数据公布[R].双向拉伸薄膜 2017-02:56-59.
[2]单卫忠.2008年BOPP包装薄膜市场分析2009年市场展望[C].中国包装联合会塑料包装委员会七届四次年会暨全国塑料包装行业发展论坛论文集.青岛:中国包装联合会塑料包装委员会,2009:88-93.
[3] 中国塑料加工工业协会.双向拉伸塑料薄膜行业十三五发展规划[J].双向拉伸薄膜,2017,3:57-63.
[4]尹燕平.双向拉伸塑料薄膜[M]. 北京:化学工业出版社,1999:34-37.
[5]朱绍男.聚丙烯塑料的应用与改性[M].北京:轻工业出版社,1982:238-242.
[6]涂志刚.BOPP薄膜光学性能时效性及影响因素[J]. 塑料科技, 2010,38(6):58-60.
[7]中华人民共和国国家质量技术检验检疫局,中国国家标准化管理委员会.GB/T 10003-2008普通用途双向拉伸聚丙烯(BOPP)薄膜[S] 北京:中国标准出版社,2008-12-30.
Research on Effect of Recycled Plastic on BOPP Film Property
,,
(Synthetic Detergent Factory of PetroChina Fushun Petrochemical Company, Liaoning Fushun 113104,China)
The production process and processing principle of BOPP films were introduced. According to the needs of users, in order to meet the national standard requirements, different proportion of recycled plastic is always used in the production. The influence of adding recycled plastic materials on the physical properties of BOPP films was investigated by comparing the film, gloss and longitudinal tensile strength of the BOPP films with and without adding recycled plastic materials.
Recycled plastic; BOPP film; Physical properties; Production stability
TQ 325
A
1671-0460(2017)12-2460-04
2017-9-24
付元君(1967-),男,辽宁省抚顺市人,高级工程师,硕士学位,2005年毕业于东北大学工商管理硕士专业,研究方向:从事洗涤剂化工及塑料加工技术工作。E-mail:03emba@sina.com。
