印尼油砂多相提取油砂油的工艺
2017-01-20罗宽勇李福起韩冬云李文岐曹祖宾
罗宽勇,李福起,韩冬云,李文岐,曹祖宾
(1. 辽宁石油化工大学 化学化工与环境学部,辽宁 抚顺 113001;2. 中国海油(青岛) 重质油加工工程技术研究中心有限公司,山东 青岛 266500)
印尼油砂多相提取油砂油的工艺
罗宽勇1,李福起2,韩冬云1,李文岐1,曹祖宾1
(1. 辽宁石油化工大学 化学化工与环境学部,辽宁 抚顺 113001;2. 中国海油(青岛) 重质油加工工程技术研究中心有限公司,山东 青岛 266500)
以印尼油砂为研究对象,将有机溶剂相和水相同时引入油砂形成多相体系,对油砂油进行提取分离。考察了水砂比(水与油砂的质量比)、水相pH、剂砂比(溶剂与油砂的质量比)和温度等因素对多相提取油砂油收率的影响。实验结果表明,最佳工艺条件为:水砂比0.4~0.6、水相pH 10~12、剂砂比1.0、温度70 ℃;在最佳条件下,溶剂重复使用5次,油砂油收率仍达94.5%以上;以石脑油为溶剂,水剂重复使用5次,油砂油收率保持在90.5%以上;尾砂经两级水洗后含油率小于0.3%(w),金属含量满足GB 4284—1984《农用污泥中污染物控制标准》,可直接用作农用土壤。
印尼油砂;油砂油;溶剂相;水相;多相提取
油砂是一种重要的非常规能源,一般由砂石、黏土、水和沥青组成[1],加工处理后可得到大量的重油。油砂储量巨大,重要性日渐显现,开发工艺也逐步深入。油砂通常由其矿物学特性及与油砂中砂粒接触的液体介质来表征,可分为水润性和油润性两大类。水润性油砂的砂粒通常被相对薄的原生水膜包围[2],油砂沥青未直接黏附在砂粒上,而是包裹在水膜周围形成连续基质,分离相对容易。工业上常用水基提取技术对水润性油砂进行分离[3-5],其中,热碱水洗法在加拿大油砂分离中应用较多。油润性油砂中不含水或包含极少量分散态的水,因没有水薄膜涂布在砂粒表面,油砂中的沥青与砂粒直接接触,常规水基提取很难将油砂彻底分离,多采用溶剂萃取法进行分离[6-9]。近几年,对离子液体辅助溶剂萃取的研究也较多[10-12],但由于离子液体合成成本高,至今未有工业化应用。干馏热解法是在高温下对油砂沥青进行裂解[13-14],该方法需大量热能,且液收通常较低,不经济环保。本研究所用的印尼油砂是典型的油润性油砂,含油率高且结构中没有水膜[15],用传统溶剂萃取法对其进行萃取时,溶剂相和油砂相相互作用,油砂中沥青溶于上层有机溶剂中,固体砂粒沉降在体系下层。但油砂中固体砂粒的润湿性分布范围较广,在强亲水性-中等润湿性-强疏水性中都有分布[16-17]。由于缺乏亲水性的载体,一些亲水性及中等润湿性的固体砂粒易黏附在沥青上,混入上层溶剂相中,使所得沥青产品质量下降。同时,大量固体砂粒黏附在沥青上,发生聚沉,沥青混入下层固体砂相中,使沥青的回收率降低。
本工作以印尼油砂为研究对象,将有机溶剂相和水相同时引入油砂形成多相体系,对油砂油进行提取分离。考察了水砂比(水与油砂的质量比)、水相pH、剂砂比(溶剂与油砂的质量比)和温度等因素对多相提取油砂油收率的影响。
1 实验部分
1.1 实验原料
印尼油砂:取自印尼爪哇岛,黑色块状。按照加拿大阿尔伯塔省油砂管理局的标准方法—迪恩-斯塔克甲苯抽提法进行印尼油砂的组成分析,其质量组成为:沥青28.20%、水微量、固体物质71.80%。
1.2 试剂及仪器
溶剂石脑油(9 5~1 4 5 ℃)、C9芳烃(140~220 ℃)和柴油(180~320 ℃):中国石油抚顺石油二厂。
铝甑干馏装置:咸阳惠远自动化设备有限公司;DF-101S型集热式恒温加热磁力搅拌器:巩义市予华仪器有限责任公司;FA2004N型电子天平:上海精密科学仪器有限公司;电热恒温干燥箱:南京电器三厂;NDJ-79型旋转式黏度计:湖南力辰仪器科技有限公司。
1.3 实验流程
油砂分离流程见图1。从图1可看出,将油砂破碎、筛分后,与一定量的溶剂和水剂混合,经过加热、搅拌、沉降后,体系分层。上层为油砂油和有机溶剂,蒸馏出溶剂循环使用,得到油砂油。下层为水剂和砂的混合物,经离心机分离出水剂和泥砂。泥砂与水再次混合并分离,两级分离出的水剂循环使用,同时洗后的尾砂排放出体系。该工艺在工序上较为简单,对设备要求不高,易于实现工业化生产。
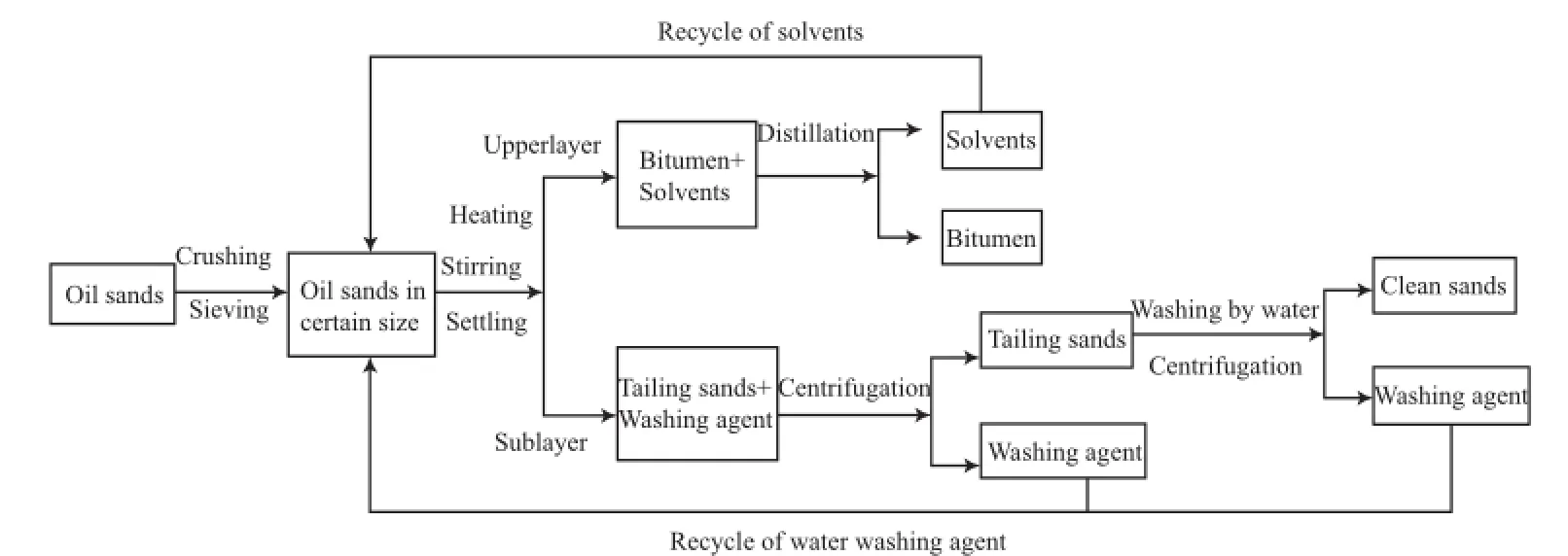
图1 油砂分离流程Fig.1 Separation process for the oil sands.
1.4 实验方法
在多相提取过程中,从油砂中分离出的油砂油和用于萃取的有机溶剂组成了上层油相,通过蒸馏分出溶剂,得到油砂油。下层水剂和泥沙离心分离得到尾砂。取一定量干燥后的尾砂试样,按照GB/T 480—2010《煤的铝甑低温干馏试验方法》[18]测定尾砂的含油率。通过油砂含油率和干燥尾砂含油率计算油砂油收率。
2 结果与讨论
2.1 多相体系的作用机理
多相体系分离油砂的作用机理见图2。在多相提取体系中,通过水相引入,在砂粒间架桥,一些亲水性和中等润湿性的砂粒与水相互吸引,被砂粒包裹而聚沉在下层的油砂油解除束缚,上浮到上层油相中,残留在尾砂中的油砂油减少,油砂油收率增加。同时,大部分砂粒被固定在下层水相中,回收的油砂油含砂量减小。上层通过蒸馏将沸点差别较大的溶剂与油砂油分离,下层通过离心将密度不同的水相和砂相分离得到水和砂。
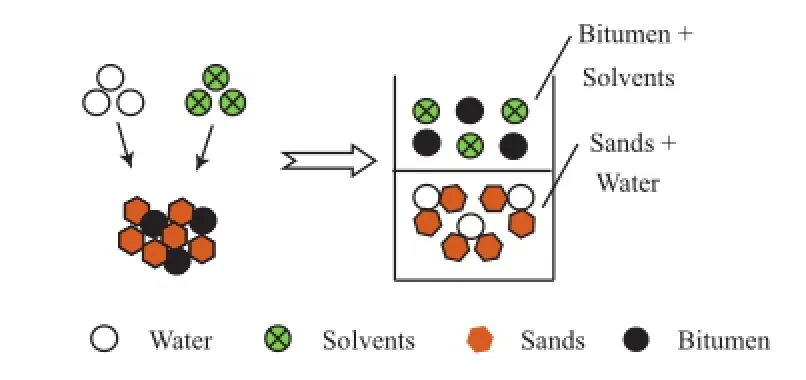
图2 多相体系分离油砂的作用机理Fig.2 Diagram of multi-phase extraction mechanism.
2.2 水砂比对油砂油收率的影响
分别以石脑油、C9芳烃和柴油为有机溶剂,水砂比对油砂油收率的影响见图3。由图3可见,当水砂比为0.3时,水相量过小,无法形成真正的多相体系,油砂油收率普遍较低,以石脑油、C9芳烃和柴油为溶剂时,油砂油收率分别为89.3%,91.8%,85.2%;随水砂比的增大,多相提取体系逐渐形成,油砂油收率增加;当水砂比为0.5时,油砂油收率达最大值,以石脑油、C9芳烃和柴油为溶剂时的油砂油收率分别为98.2%,96.2%,93.8%;而水砂比大于0.6时,油砂油收率急剧下降,因为水相量过大,油水乳化严重,大量油砂油混入下层砂相中。因此,水砂比为0.4~0.6较适宜。

图3 水砂比对油砂油收率的影响Fig.3 Efects of the mass ratio of water to oil sands on the bitumen recovery.Reaction conditions:pH of water 11,m(solvents):m(oil sands)=1.5,90 ℃.
2.3 水相pH对油砂油收率的影响
分别以石脑油和C9芳烃为有机溶剂,水相pH对油砂油收率的影响见图4。由图4可见,当水相pH为8.4时,以石脑油和C9芳烃为溶剂的油砂油收率分别为93.5%和94.3%;随pH的增大,油砂油收率逐渐升高,pH为11时,以石脑油和C9芳烃为溶剂的油砂油收率最高,分别为98.2%和96.2%,这是由于在碱性环境下,油砂油与砂粒间长距离的相互作用力表现为很强的排斥力,有利于油砂油从砂粒上剥离[19-20];但pH大于12时,体系碱性过强,油砂油和水之间的界面张力过低,导致油砂油乳化进入水相。实验结果表明,适度的碱性环境有利于多相提取,水相pH为10~12较适宜。

图4 水相pH对油砂油收率的影响Fig.4 Efects of pH of water phase on the bitumen recovery. Reaction conditions:m(solvents):m(oil sands)=1.5,90 ℃,m(water):m(oil sands)=0.5.
2.4 剂砂比对油砂油收率的影响
分别以石脑油和C9芳烃为有机溶剂,剂砂比对油砂油收率的影响见图5。

图5 剂砂比对油砂油收率的影响Fig.5 Efects of the mass ratio of solvents to oil sands on the bitumen recovery.Reaction conditions:pH of water 11,90 ℃,m(water):m(oil sands)=0.5.
由图5可见,当剂砂比为0.5时,以石脑油和C9芳烃为有机溶剂的油砂油收率分别为73.2%和80.2%;随剂砂比的增大,油砂油收率呈上升趋势,因印尼油砂含油率较高,油砂油中含胶质和沥青质等重组分较多,故适度增加有机溶剂用量,有利于油砂分离;当剂砂比增至1.0时,以石脑油和C9芳径为溶剂的油砂油收率分别上升至97.3%和95.1%;继续增大剂砂比,油砂油收率增幅较小。考虑到溶剂回收过程中的能耗及溶剂的挥发损失,剂砂比控制在1.0最适宜。
2.5 温度对油砂油收率的影响
分别以石脑油和C9芳烃为有机溶剂,温度对油砂油收率的影响见图6。由图6可见,当温度为30 ℃时,油砂油收率极低,石脑油为57.2%,C9芳烃为54.3%;随温度的升高,油砂油收率呈上升趋势。因升高温度会降低油砂油的黏度,油砂油对砂粒表面的黏附力因而降低,有利于油砂油与砂粒的分离。印尼油砂油含胶质和沥青质较多,50 ℃时黏度高达105 000 mPa·s,80 ℃时黏度降为5 500 mPa·s。当温度升高至70 ℃时,分别以石脑油和C9芳烃为溶剂的油砂油收率上升至97.4%和95.7%;继续升高温度,油砂油收率增幅较小。温度升高会增加能耗,故温度控制在70 ℃较合理。

图6 温度对油砂油收率的影响Fig.6 Efects of temperature on the bitumen recovery.Reaction conditions:pH of water 11,m(solvents):m(oil sands)=1.5,m(water):m(oil sands)=0.5.
2.6 溶剂的重复利用效果
在多相分离过程中有机溶剂用量较大,将溶剂循环利用既可节约用量,又可避免因溶剂排放造成的环境污染。分别以石脑油和C9芳烃为循环溶剂,在最佳操作条件(水砂比为0.5、水相pH=11、剂砂比1.0、温度70 ℃)下对回收溶剂的重复利用效果进行考察,结果见图7。由图7可见,经5次重复使用后,油砂油收率略有降低,但降幅不大,仍在94.5%以上。由此可见,回收溶剂可以重复循环使用,且循环利用效果较为理想。
2.7 水剂的重复利用效果
油砂多相分离过程中使用了一定量的水剂,水剂直接排放也会造成浪费,且对环境造成污染。水剂的循环利用也是多相分离需考察的因素。以石脑油为有机溶剂,对水剂的重复利用效果进行考察,结果见图8。由图8可见,在最佳条件下,经多相分离处理过的水剂重复使用5次,油砂油收率降幅不大,仍保持在90.5%以上。回收水剂重复循环使用效果理想,同时可通过向水剂中补充少量药剂来补偿损失的油砂油收率,有利于降低处理成本、避免二次污染。

图7 回收溶剂重复利用效果Fig.7 Reusability of the solvents.Reaction conditions:pH of water 11,m(solvents):m(oil sands)=1.0,m(water):m(oil sands)=0.5,70 ℃.
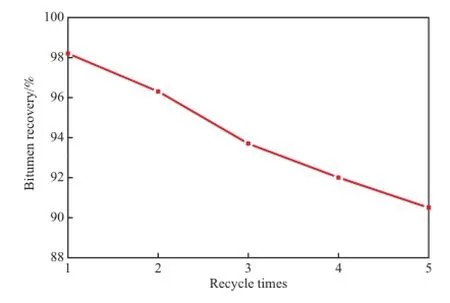
图8 回收水剂重复利用效果Fig.8 Reusability of the water washing agent.Reaction conditions referred to Fig.7,naphtha as solvent.
2.8 分离尾砂的后处理
多相分离后的尾砂,采用50 ℃中温清水二级清洗,洗出残留在尾砂上的少量水剂回收利用,洗涤后的净砂进行油含量、水剂含量及pH测试。清水洗后净砂的基本指标见表1。由表1可见,清洗后净砂含油率低于0.3%(w),pH接近中性,砂中水剂含量低于0.2%(w),净砂可以直接回填处理或做建筑材料使用[21-22]。

表1 清水洗后净砂的基本指标Table 1 Basic properties of the sands washed with clear water
考虑到净砂中有害金属可能对环境造成影响,因此参照GB 4284—1984《农用污泥中污染物控制标准》[23]对尾砂后处理后的净砂进行技术指标鉴定,结果见表2。由表2可见,多相提取后净砂残存的矿物油量为2 200 mg/kg,小于3 000 mg/kg;各项有害金属指标均在控制范围内,可直接排放用作农用土壤。

表2 净砂指标分析Table 2 Indexes of the washed sands
3 结论
1)提出了多相提取体系分离印尼油砂的作用机理,通过水相的引入,使油砂、有机溶剂和水剂形成三相体系,油砂油的回收率大幅提高。
2)对操作工艺条件进行了考察,确定了水砂比为0.4~0.6、水相pH为10~12、剂砂比为1.0、温度为70 ℃为最佳工艺条件。在最佳条件下,溶剂重复使用5次,油砂油收率仍达94.5%以上;以石脑油为溶剂,水剂重复使用5次,油砂油收率保持在90.5%以上。
3)采用该工艺可彻底回收油砂中的油砂油,溶剂和水剂可循环利用,尾砂经两级水洗后含油率小于0.3%(w),金属含量满足GB 4284—1984《农用污泥中污染物控制标准》,可直接用作农用土壤。
[1]王剑秋. 化工百科全书:第8卷 焦油砂[M]. 北京:化学工业出版社,1994:495 - 502.
[2]任嗣利. 水基提取技术用于油砂分离的研究进展[J]. 化工学报,2011,62(9):2406 - 2412.
[3]许修强,郑德温,曹祖宾,等. 新疆油砂水洗分离技术研究[J]. 郑州大学学报:工学版,2008,29(1):24 - 27.
[4]罗茂,耿安松,廖泽文. 油砂沥青热碱水萃取分离技术现状[J]. 矿物岩石地球化学通报,2011,30(1):113 - 117.
[5]严格. 内蒙古油砂热碱水洗分离实验研究[J]. 油田化学,2005,22(4):375 - 377.
[6]何冰,张会成,王盼盼,等. 溶剂抽提法分离印尼油砂的实验研究[J]. 当代化工,2012,41(11):1177 - 1181.
[7]唐晓东,李斌,李晶晶,等. 克拉玛依油砂溶剂萃取分离实验研究[J]. 应用化工,2014,43(5):874 - 876.
[8]冯杰,李鑫钢,许宁津,等. 有机溶剂萃取加拿大油砂应用研究[J]. 化学工业与工程,2015,32(1):11 - 16.
[9]陈德军,赵锁奇,许志明. 油砂沥青溶剂提取回收组合工艺[J]. 化学工程,2010,38(5):1 - 4.
[10]张坚强,李鑫钢,隋红. 离子液体促进溶剂萃取油砂沥青[J]. 化工进展,2014,33(8):1986 - 1991.
[11]Paul P,Phillip W,Ehren M. Recovery of bitumen from oil or tar sands using ionic liquids[J]. Energy Fuels,2010,24:1094 - 1098.
[12]Li Xingang,Sun Wenjun,Wu Guozhong,et al. Ionic liquid enhanced solvent extraction for bitumen recovery[J]. Energy Fuels,2011,25:5224 - 5231.
[13]张安贵,王刚,毕研涛,等. 印尼油砂流化热转化反应规律的研究[J]. 石油化工,2010,39(增刊):422 - 424.
[14]张荣樸,曹祖宾,黄建宁,等. 青海油砂热裂解工艺及其影响因素[J]. 中外能源,2015,20(3):28 - 31.
[15]张凯华,宾艳峰. 印尼油砂溶剂抽提工艺条件的研究[J]. 石油炼制与化工,2008,39(6):63 - 66.
[16]李贵贤,朱天虹,丁明山,等. 油砂细微粒组分的表面润湿性[J]. 大庆石油学院学报,2012,36(3):58 - 62.
[17]Hossein N,Sebastian W,Phillip C,et al. Migration of fne solids into product bitumen from solvent[J]. Energy Fuels,2014,28,2925 - 2932.
[18]中国煤炭工业协会. GB/T 480—2010 煤的铝甑低温干馏试验方法[S]. 北京:中国标准出版社,2010.
[19]Marjan T B,David H,Meghan C,et al. Role of caustic addition in bitumen-clay interactions [J]. Energy Fuels,2015,29,58 - 69.
[20]Sundeep S,Chris F,Artin A,et al. Study of bitumen liberation from oil sands ores by online visualization[J]. Energy Fuels,2012,26,2883 - 2890.
[21]史晨旭,薛俏俏,李文深,等. 印尼油砂尾砂合成免烧砖的研究[J]. 非金属矿,2015,38(2):63 - 65.
[22]李权江,李文深,李东胜,等. 印尼油砂尾砂制取半水石膏
研究[J]. 化学与粘合,2015,37(3):197 - 200.
[23]原国务院环境保护小组. GB 4284—1984 农用污泥中污染物
控制标准[S]. 北京:中国标准出版社,1984.
(编辑 王 馨)
Siluria公司证明突破性甲烷制乙烯技术的商业可行性并准备扩大规模
Chem Week,May 11,2016
新工艺技术的开发者Siluria技术公司宣布,在其德克萨斯州La Porte示范装置第一年成功运营,已经证明了其甲烷氧化偶联制乙烯(OCM)技术的商业可行性,并准备推进到美国及海外建商业化装置。
Siluria公司的OCM技术是直接将天然气转化成乙烯的首例商业化工艺。该La Porte装置,由Siluria公司全资拥有,与Braskem美国公司运营的聚合物装置位于一处,在2015年初开始运营。该示范装置是Siluria公司的OCM工艺技术的最终预商用放大。Braskem公司世界一流的运行团队与Siluria公司密切合作,是使这一示范装置取得成功的关键。无论是专有的催化剂还是OCM工艺都在示范装置上可靠地实施,进一步验证其多年中试装置操作的商业化性能,这为在美国和海外推进商业化乙烯生产项目的进程铺平了道路。
Linde工程公司与Siluria技术公司将共同努力为市场提供这种突破性的技术。自2015年初示范装置启动,Siluria公司已完成旨在重现客户定制商业运行条件下的18次测试活动,包括不同温度、压力、流量和入口气体组成。Siluria公司还充分验证了原料的灵活性,并改变可掺入该工艺作为共同进料的乙烷的量。Siluria公司计划继续利用La Porte设施,以推进其OCM技术,利用该装置产生的数据改进其专有模型并细化用于商业化装置的设计基础。该装置还将使Siluria公司通过开发和测试新的催化剂及工艺技术,以推进其领先的竞争地位。
Valmet公司和Biochemtex公司开发木质素衍生生物化学品的技术
Chem Week,May 5,2016
纸浆、纸张和能源行业的技术和服务开发商和供应商Valmet公司(芬兰艾斯堡)与意大利Biochemtex公司(由MossiGhisolfi集团拥有的生产第二代生物燃料和生物化学品技术的供应商)宣布计划在木质素转化为生物化学品领域开展合作。该开发项目将整合并调整LignoBoost及Moghi两种技术,前者是Valmet公司的技术,从纸浆厂产生的黑液中提取纯化的木质素,后者是Biochemtex公司的专有技术,将木质素转化为生物燃料和生物化学品。
该合作将为木质素产生高值市场,同时为生物化学工业提供一种木质素物流,被用作生产生物基聚对苯二甲酸乙酯(PET)的、可持续的原料。在工业上,Valmet公司证实:用于木质素提取的LignoBoost技术在这个项目中起着重要的作用,该公司不断开发新的可持续发展技术,提高木质素的价值。而Moghi技术则将木质素转化为生物柴油和其他芳族化合物,其中,包括对二甲苯。
Biochemtex公司认为这项合作为向市场提供第二代生物化学品创造商机。目前,其自身的研发工作及与 Beta Renewables 公司的合作项目都已展开,同Valmet公司的合作将强化 bioPX 生产的原料供应。bioPX 是确保 PET以100%可再生资源生产的关键原料。现有的中试装置和在意大利建设中的示范装置,加上两家公司高水准的专业技术,为这一令人期待的合作项目快速取得圆满成功奠定坚实基础。
ExxonMobil公司推出新型PE树脂用于超韧薄膜应用Plast Technol,June 2016
ExxonMobil公司新型Exceed XP PE树脂拥有前所未有的特性和加工性能。据报道,这种新推出的系列高性能聚乙烯(PE)树脂树立了新标杆。Exceed XP树脂应用于各种薄膜时能提供其他树脂未有的性能,并可在更快的生产速率下运行。该树脂具有的特性:耐极端挠曲龟裂和落镖冲击性、卓越的老化性能保留、出色的纵向撕裂强度、优良的熔体强度及增强的灵活性和密封性。
通过先进的催化剂技术、工艺研究和开发应用的专业知识,这些树脂加工商开发出世界上最新的薄膜和内衬产品。配方设计可提供性能与加工性的平衡,同时有助于管理最终到终端用户的成本,也有潜力在单层结构中提供共挤出性能。此外,据称薄膜加工商可以受益于加工效率,这是因为:薄膜的一致性可减少为了可能的更高输出机器运行停工;在较低密度下保持薄膜的刚度;起泡稳定性;更短的机器运行时间,由于更容易流动因此消耗更少的能量。
该系列中最初的牌号有8318ML(1.0 MI,0.918 g/ cm3)、8358ML(0.50 MI,0.918 g/cm3)、 8656ML(0.50 MI,0.916 g/cm3),已经商业应用并实地测试。目标薄膜应用包括:1)液体包装袋,包括盒中袋、枕式和自立袋以及软质罐容器衬里。使用Exceed XP树脂已可生产出防止产品泄漏和污染的异常强韧薄膜。2)在非常苛刻的环境中,如低温或高容量下可使用的软质食品包装的生产。3)使用Exceed XP树脂可生产具有卓越的密封性能的极其坚韧的薄膜,可实现高达30%的减薄水平与更好的包装性能,保护和保存食品更久。3)可生产建筑施工用衬垫,以帮助建筑商保护其结构。4)使用Exceed XP树脂的衬里能够抑制水蒸汽渗透,以减少形成霉的风险。5)薄的农用薄膜用来包装作物,如护根和青贮饲料。坚韧及耐撕裂薄膜,以帮助农民保护和维护他们的作物及收成。
Study on the multi-phase extraction of bitumen from Indonesian oil sands
Luo Kuanyong1,Li Fuqi2,Han Dongyun1,Li Wenqi1,Cao Zubin1
(1. College of Petrochemical Technology,Liaoning Shihua University,Fushun Liaoning 113001,China ;2. Engineering Research Center of Heavy Oil Process Ltd.,Corp.,CNOOC,Qingdao Shandong 266500,China)
Indonesian oil sands were separated in a multi-phase extraction system with solvent phase,water washing agent phase and oil sands. The efects ofm(water):m(oil sands),pH of water phase,m(solvents):m(oil sands) and temperature on the extraction of bitumen from the oil sands were studied. The results showed that, under the optimum technological conditions ofm(water):m(oil sands) 0.4-0.6,pH of water phase10-12,m(solvents):m(oil sands) 1.0 and temperature 70 ℃,the bitumen recovery could still be more than 94.5% after the solvents was reused 5 times;with naphtha as the solvent, the bitumen recovery kept above 90.5% after the water washing agent was reused 5 times. The oil content in the tailing sands could be less than 0.3% after two-stage washing with clear water,which could meet the requirement of pollutants in sludges for agricultural use(GB 4284—1984).
Indonesian oil sands;bitumen;solvent phase;water phase;multi-phase extraction
1000 - 8144(2016)08 - 0982 - 06
TQ 413.2
A
10.3969/j.issn.1000-8144.2016.08.016
2015 - 12 - 31;[修改稿日期]2016 - 05 - 13。
罗宽勇(1990—),男,湖北省荆门市人,硕士生,电话 18341310548,电邮 1185456921@qq.com。联系人:韩冬云,电邮hdy_mailbox@163.com。
国家自然科学基金项目(21276253)。
