光栅刻划刀具刃磨振动控制
2017-01-18马海涛王珊珊吉日嘎兰图张赫鸣倪留强
马海涛, 王珊珊, 吉日嘎兰图,张赫鸣, 倪留强
(1.长春工业大学 电气与电子工程学院, 吉林 长春 130012;2.中国科学院长春光学精密机械与物理研究所, 吉林 长春 130033)
光栅刻划刀具刃磨振动控制
马海涛1, 王珊珊1, 吉日嘎兰图2*,张赫鸣1, 倪留强1
(1.长春工业大学 电气与电子工程学院, 吉林 长春 130012;2.中国科学院长春光学精密机械与物理研究所, 吉林 长春 130033)
将刀具振动信号作为表征刃磨过程故障特征信号,采用串级控制方法,通过在线调整刀具向磨盘施加的研磨载荷大小来减小刃磨过程刀具的振动。仿真结果表明,刀具振动可以实时控制,减小了刃磨过程刀具的振动。
光栅刻划刀; 刃磨; 振动; 串级控制
0 引 言
天然金刚石具有硬度高、耐磨性好、摩擦因子低等优良特征,可刃磨出极高的刃口锋锐度、刃口圆轮廓度,因此,现行的光栅刻划刀具采用的材质是天然金刚石,但天然金刚石具有质脆、易崩裂、高温下易产生热化学磨损和扩散磨损等特殊的物理化学特性,给金刚石刀具的精密研磨带来一定困难。机械刃磨机理可以看出,不合理的工艺参数可能导致刀具在刃磨过程中主要以微小裂纹的脆性断裂方式去除材料,从而影响刀具刃磨质量。刀具研磨的工艺经验表明,在光栅刻划刀具刃磨过程中,刃磨设备和刀具都会产生一些重要信号,如力、振动、声音、温度等,它们在一定程度上反映了刀具刃磨过程的特征,尤其是刃磨过程中刀具的振动,会使刃磨的刀具和磨盘之间产生多余的相对运动,这种相对运动会直接影响刀具的锋锐度和表面光洁度。因此,监测刃磨过程中刀具的振动并将这种振动控制在一定范围内,对提高刀具刃磨质量意义重大[1]。
1 影响光栅刻划刀具刃磨质量的相关工艺参数
由于金刚石晶体的独特性质,使得金刚石刀具刃磨工艺与其他一般刀具刃磨工艺有很大的区别,在金刚石刀具刃磨过程中,造成刀具刃口直径变大的工艺参数有:力的大小、晶面角度、线速度、金刚石颗粒大小等[2],对刀具刃磨影响分析如下:
1)在金刚石刀具研磨进行时,刀具与磨盘之间的刃磨压力对刀具质量有很大影响,提高刃磨压力,将使刃磨质量变好,刃磨时间也短,可是一般条件下,压力也不能太大,压力太大,会形成很高的磨削热,使刀具的刀面上产生裂纹、崩口等。反之,若压力太小,磨盘与刀具刃磨面中间可能相互嵌入不够严实,因而形成振颤,影响刃磨精度。经验表明:磨盘与刀具之间的作用力刃磨时大概是9~12 N,细化研磨相互之间的作用力大概是5~7 N;而且当金刚石刀具细磨进行时,需观察刀具进给的大小。
2)刃磨方向定为金刚石晶体容易研磨的角度。不在易磨角度的晶面研磨,会让脆塑变化中间研磨长度变小,使金刚石表层材料被直接磨削,会直接影响刃磨质量,并产生如崩口等缺陷,浪费资源[3]。
3)想要磨出上好质量的金刚石刀具,同时又花费时间短,就得不断加大线刃磨速率,通常主要是拓宽研磨盘或加大砂轮的直径,加快磨盘速率也能加大线刃磨速率。假设没有节制的拓展磨盘直径就会让刃磨装置重量变得很重,使刃磨装置拆卸困难,除此之外,在刃磨开始或结束时,磨擦阻力会变得超大;若加大磨盘速度,就会产生振动,导致振动不平衡可让刀具损坏,进而损坏装置;假设同时加大磨盘半径、加快磨盘速率,那么磨盘的离心力自然很大,这样研磨盘或砂轮就容易分解掉。因为不可改变的因素制约,线速度的加大不是任意的,参数选定需有依据。
4)虽然金刚石颗粒大的细小粉能使研磨质量变好,研磨速率变快,可是会让刀具直径和刀具的粗糙度值变粗糙,因而在粗磨时用颗粒大的金刚石细粉,在细化研磨时用小颗粒的金刚石细末。
2 影响刀具刃磨振动的相关扰动
2.1 研磨盘端面跳动对刀具振动影响
研磨盘端跳会让金刚石刀具刀面受到一定周期的力的冲击作用,端跳抖动的越厉害,说明周期冲击力的作用越大,使刀具的振动幅度也变大。大的冲击力会让磨盘磨粒与刀具研磨面之间的相互接触受到影响,从而影响刀具的研磨质量,最严重的后果是使金刚石晶体的表面结构产生解体,出现刀具刃口断裂等损害刀具的情况;同样,因为磨盘端面跳动的存在,磨盘表面的研磨颗粒和刃磨刀具的相互之间的摩擦力也会随着端跳而变化,导致磨盘不同部位的磨粒磨损程度以及与刀具的接触机会都不一样,这样带来的后果是研磨盘表面磨粒不能被完全使用,造成资源的浪费。
2.2 磨盘与刀具之间相互作用力的大小对刀具振动影响
磨盘与刀具之间相互作用力的大小对刀具的振动影响也非常大,随着施载端重块质量的变大,刀具振动有变小的趋势,可是却不能无限制的加大重块质量,因为加大重块的质量,会使磨盘的寿命退化很严重。刀具施载力的大小变化除了让刀具研磨效率降低,还造成系统振动的不稳定,进而使刀具与磨盘表面的研磨颗粒接触不良,使刀具研磨质量降低[4]。
2.3 磨盘表面颗粒涂抹的不均匀对刀具振动影响
刀具在研磨进行中,因磨盘表面颗粒涂抹的不均匀,致使它与刀具刃磨面的表面接触是不断变化的,造成的影响是磨盘与刀具表面之间的摩擦力波动幅度变大,进而影响磨盘表面振动,使刀具刃磨质量变差[5]。
3 刃磨振动控制方法
以上分析可知,光栅刻划刀具刃磨过程受诸多工艺参数及干扰因素的影响,是一个较复杂的控制过程,而刀具刃磨过程对参数的控制要求较高,不允许存在较大的超调量及调节时间等问题,因此提出采用串级控制方法,串级控制即双回路控制,通过两个调节器相互配合,主调节器的功能是消除内环以外的干扰,且保持控制量的值一定,副调节器可迅速抵消落在内环的干扰,除了抵消内环的干扰外,还提高了整个控制对象的工作频率,缩短了中间过程,针对砂轮对研磨面的作用力这一干扰,内环采用PID控制算法控制刀具向磨盘施加的研磨载荷大小,提前消除干扰对刀具振动信号的影响;针对研磨盘不平衡产生的机床振动、磨盘磨粒不均匀及进给装置在进给时对刀具振动信号的影响等干扰,外环采用自动搜索寻优算法以减少刀具在刃磨过程中的振动,串级控制系统组成框图如图1所示[6]。
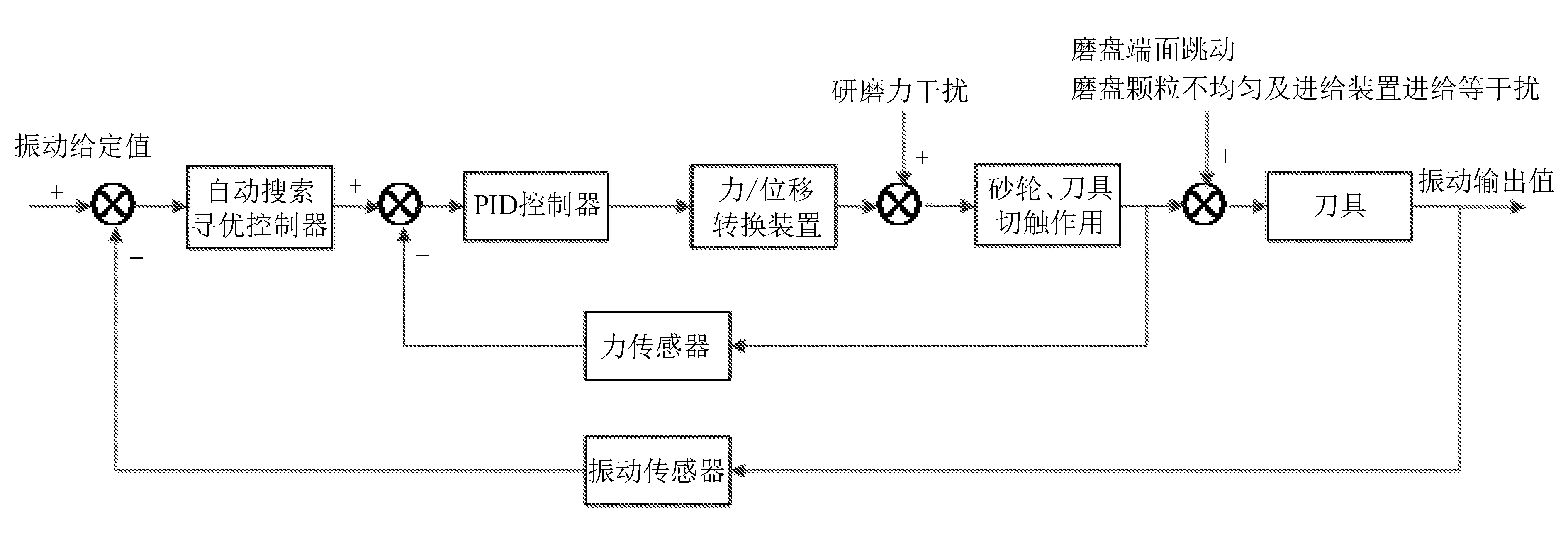
图1 串级控制系统组成框图
3.1 PID控制
PID控制,也就是比例积分微分控制已完全融入到工业控制中,在自动化技术迅速发展的今天,工控过程中,97%以上的控制系统都具有比例积分微分结构,而且许多高端控制都离不开比例积分微分控制。比例积分微分控制器由比例单元、积分单元和微分单元组成,它的基本理论很容易理解,最基本的PID原理见下式:
PID控制使用范围广且灵活,应用已经很成熟,控制简单,只要对KP、KI、KD三个参数控制。比例积分微分相比其它控制方法,优点很明显:
1)原理易懂且易上手。根据实际控制中的情况,3个参数可实时整定。
2)应用广泛且灵活。PID控制器很早就面向社会,当今最先进的过程控制PC机仍在使用PID控制。PID应用范围广,非线性或时变的工控过程经过适当简化后,也可以进行比例积分微分控制。
3)可控性强。控制对象性质改变对其控制效果影响甚微。但不可否认PID也有其固有的缺点。它在控制非线性、时变、耦合等复杂过程领域的控制效果一般。最主要的是PID控制器控制不了复杂过程,不管怎么调节参数,收效甚微。
3.2 自动搜索寻优控制
自动搜索寻优的一种典型模型如图2所示。
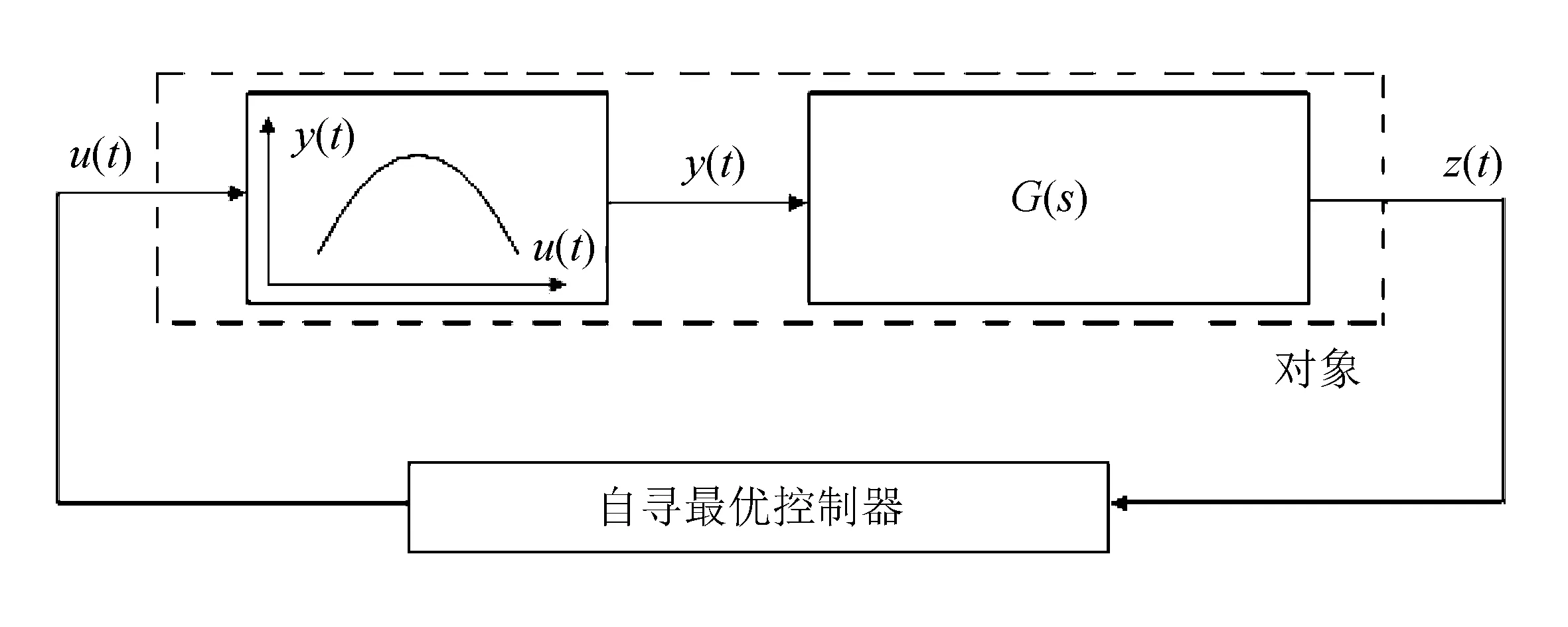
图2 自动搜索寻优控制系统
控制对象为线性和非线性环节[7],其中非线性环节具有极值特性。假设z(t)可测量,u(t)可控,寻优指标定为z(t)取最大值。调节器可通过z(t)来控制u(t),使z(t)输出结果取最大值。
自动搜索寻优理论基础是运用控制对象的极值特征或其它非线性相对于动态的特征,用变化信号输入不断尝试和自动搜索它对整个控制系统反响,定位系统所需的参数,最终达到所要求的目标[8]。
自动搜索寻优控制系统的特点是:
1)不需要系统的精确模型,只要知道系统中存在非线性的控制对象。
2)不需要系统给定值,而是通过自身的自动搜索寻找使系统运行的最优工作点,所以它不同于普通的反馈控制。
3)自动搜索寻优系统所寻找的被控量最优值不固定,是依据现实应用中的情况,由自动搜索寻优控制器在追求使系统稳定过程中不断测量、计算、定位得到的。
4)自动搜索寻优对于对象性能变化具有自动适应的能力[9]。
4 控制系统仿真分析
由于内环负责对控制对象进行初步调节,外环用来对控制对象进行进一步的精细调节。根据控制器的选型原理,内环选择了比例积分微分调节器。在主环中采用自动搜索寻优调节器。先对内环PID调节器进行调节,再对外环主控制器进行自动搜索寻优的微调,一直调节进行到将刃磨振动控制在一个比较低的水准。全部调节过程通过SIMULINK环境仿真实现。
内环控制器的传递函数:
(1)
K=2.079 2×105,
Tw=9.111,
TZ=-0.018 082
PID的调节参数P为0.001,I为0.15,D为200,通过Matlab中SIMULINK环境中的仿真软件搭建的串级控制系统模型如图3所示。
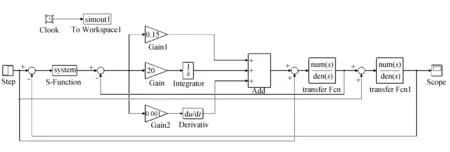
图3 串级控制系统SIMULINK模型图
在串级控制系统的输入端输入单位阶跃信号,在副回路增加单位阶跃扰动,主回路也增加单位阶跃干扰。
仿真结果如图4所示。
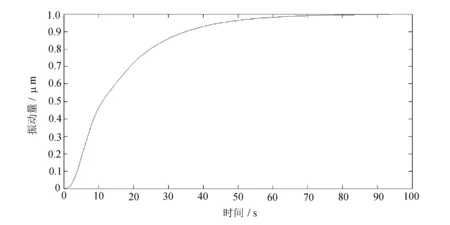
图4 串级控制系统仿真图
很明显,采用串级控制方法控制光栅刻划刀具刃磨过程的振动。仿真结果表明,过渡过程非常平稳,超调量为零,曲线的波动不大,稳定性较好,可以满足光栅刻化刀具刃磨的要求。
5 结 语
结合刀具刃磨振动具体工艺,给出了一种刀具刃磨振动串级控制方法,通过在线实时调整刀具向磨盘施加的研磨载荷大小,进而调整刀具的振动,内环采用PID算法控制刀具向磨盘施加的研磨载荷大小,外环采用自动搜索寻优算法控制刀具的振动,最后完成了刀具刃磨振动串级控制方法的仿真分析,证明了该控制方法的可行性。
[1] 吉日嘎兰图.光栅刻刀结构设计与刃口取向方法研究[D].长春:中国科学院长春光学精密机械与物理研究所,2011.
[2] 李增强.圆弧刃金刚石刀具刀尖圆弧的机械研磨及其检测技术[D].哈尔滨:哈尔滨工业大学,2008.
[3] 宗文俊.高精度金刚石刀具的机械刃磨技术及其切削性能优化研究[D].哈尔滨:哈尔滨工业大学,2008.
[4] 金志樑.圆弧刀研磨力变化模型分析与控制技术研究[D].长春:中国科学院长春光学精密机械与物理研究所,2013.
[5] 张建民,徐小力,许宝杰,等.面向机电系统状态监测与故障诊断的现代技术[J].北京理工大学学报,2004,24(9):751-756.
[6] 倪留强.光栅刻划刀具刃磨振动在线监测及控制技术研究[D].长春:长春工业大学,2016.
[7] Wang Qian, Stenge R F. Robust control of nonlinear system with parametric uncertainty[J]. A Utomatica,2002,38(9):1591-1599.
[8] 马海涛,尤文,贾文超,等.一种基于重块平衡原理的砂轮动平衡系统建模方法[J].长春工业大学学报:自然科学版,2006,27(1):21-23.
[9] 颜认,马玫,陈小丹,等.单晶金刚石刀具机械刃磨技术进展[J].工具技术,2016,50(9):8-11.
Grating ruling tool cutter grinding vibration control
MA Haitao1, WANG Shanshan1, Jirigalantu2*,ZHANG Heming1, NI Liuqiang1
(1.School of Electrical & Electronic Engineering, Changchun University of Technology, Changchun 130012, China;2.Changchun Institute of Optics, Fine Mechanics and Physics, Chinese Academy of Sciences, Changchun 130033, China)
Cutting tool vibration is taken as the fault characteristic signal of the grinding process. With cascade control, the milling load output to the mill by the cutting tool is adjusted in real time in the grinding process. Simulation results show that the tool vibration can be checked and cutting precision is improved.
grating ruling tool; cutter grinding; vibration; cascade control.
2016-05-25
吉林省科技发展计划基金资助项目(20140204075GX)
马海涛(1977-),女,汉族,吉林德惠人,长春工业大学副教授,博士,主要从事智能仪器与智能控制方向研究,E-mail:850917145@qq.com. *通讯作者:吉日嘎兰图(1977-),男,蒙古族,内蒙古白旗人,中国科学院长春光学精密机械与物理研究所副研究员,博士,主要从事光栅刻划刀具和微细加工技术及设备研究,E-mail:59984425@qq.com.
10.15923/j.cnki.cn22-1382/t.2016.6.07
TP 273
A
1674-1374(2016)06-0550-05
