镀锌钢板点焊焊接接头组织与性能
2017-01-18陈立伟
陈立伟, 于 燕
(1.长春工业大学 先进结构材料省部共建教育部重点实验室, 吉林 长春 130012;2.河北建筑工程学院 机械工程学院, 河北 张家口 075000)
镀锌钢板点焊焊接接头组织与性能
陈立伟1,2, 于 燕1*
(1.长春工业大学 先进结构材料省部共建教育部重点实验室, 吉林 长春 130012;2.河北建筑工程学院 机械工程学院, 河北 张家口 075000)
采用了合理的电阻点焊焊接参数对镀锌钢板进行焊接,研究了点焊参数对焊接接头组织和性能的影响,分析了焊接接头的硬度分布和拉伸断口断裂机理。结果表明,焊接接头的抗拉强度随着焊接电流和焊接时间的增加均呈先增大后减小趋势;焊缝区铁素体组织随着焊接电流的增大现象明显,而焊缝区铁素体组织却随着焊接时间的增加而变得细密;焊接接头的焊缝区的硬度均匀,且高出母材很多;焊接接头断口表现出明显的延性断裂特征。
镀锌钢板; 电阻点焊; 工艺参数; 硬度; 拉伸断口
0 引 言
目前国内生产的金属轿车油箱多采用镀层含铅的镀铅钢板,对环境有很大污染,多数国家早已禁止应用镀铅钢板生产汽车油箱[1-2]。我国近年一直在研究开发油箱用环保型钢板,但还没有达到应用。镀锌钢是一种既具有良好的抗腐蚀性,又有良好塑性的钢种,在汽车实现轻量化方面有很大的应用前景[3]。由于电阻点焊具有生产效率高、易于实现自动化等优点,已在汽车工业中广泛采用,并已成为在汽车油箱用钢的主要焊接方法[4-5]。
然而,现阶段国内对镀锌钢板的电阻点焊焊接工艺性能研究较少,故文中以镀锌钢板的电阻点焊焊接接头为研究对象,对电阻点焊焊接参数对焊接接头组织和性能的影响机理进行了深入的分析,以期为镀锌钢板在实际应用提供理论和实际生产数据[7-8]。
1 试验材料与方法
试验材料0.9 mm厚为单面镀锌钢板,钢板的化学成分和力学性能见表1。

表1 St16镀锌钢板的化学成分及力学性能
镀锌钢板的显微组织如图1所示。
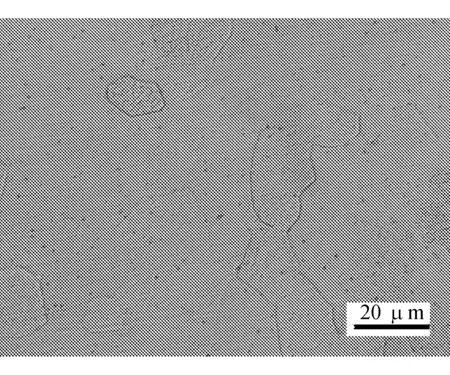
图1 镀锌钢板母材组织
镀锌钢板的含碳量极低,从图1中可以看出,其显微组织主要是白色的铁素体,中间夹杂着少量的渗碳体。
试验方法:根据资料制备标准点焊接头试样如图2所示。
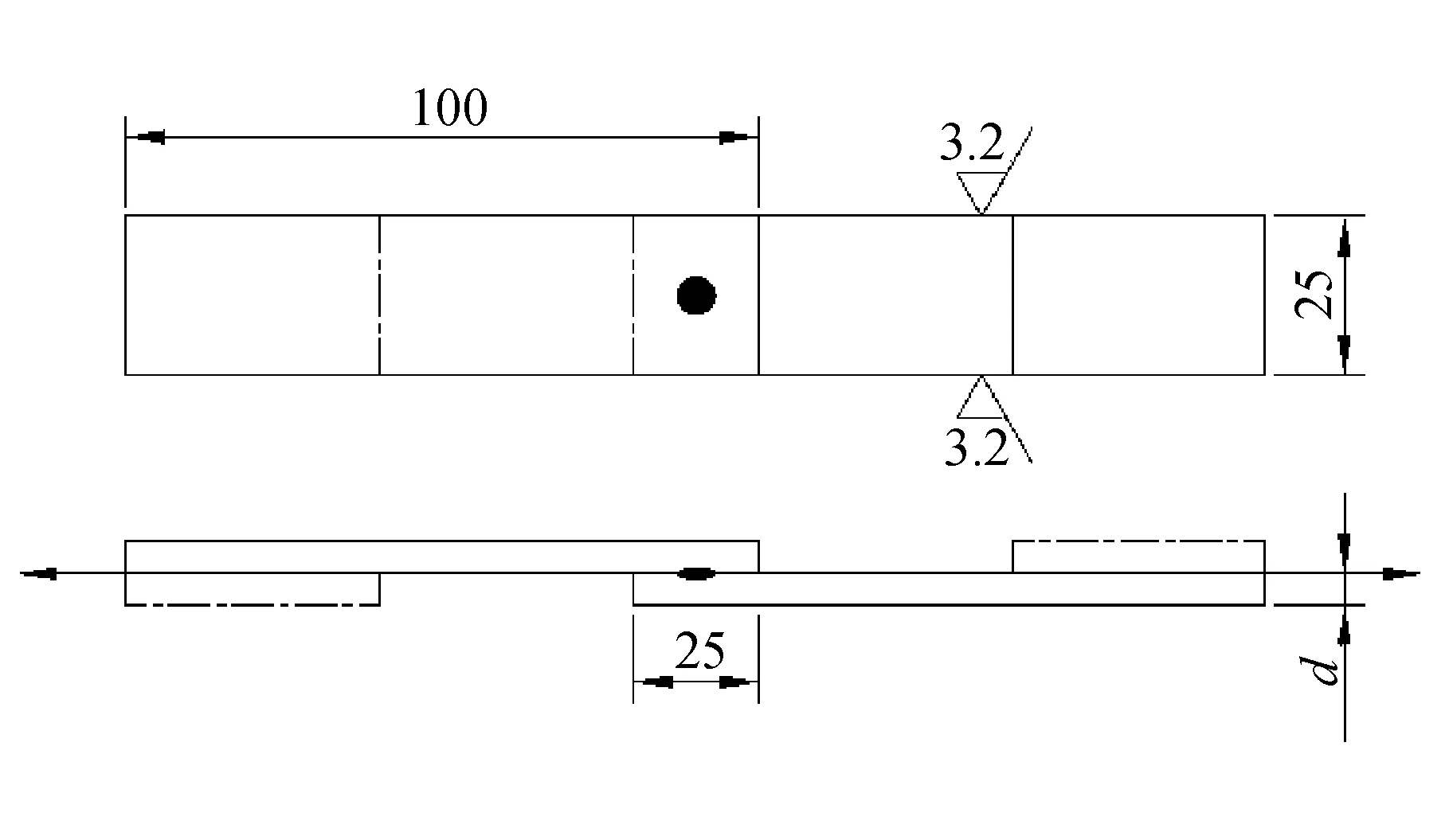
图2 标准拉伸试样
钢板的焊接部分在焊接之前要进行仔细的清理:首先用砂纸打磨,然后用钢丝刷进行清理,最后用酒精溶液进行浸泡清理、热风机吹干,保证焊接部分清洁,提高试验精度。试验设备:DN-100型固定式电阻点焊试验机。保持电极压力不变,通过改变焊接电流、焊接时间两个工艺参数研究其对焊接接头组织和性能的影响。
焊后试样在WDW-200型万能材料试验机上做拉伸试验,拉伸速度为10 mm/min。在每种焊接规范下,抗拉强度以3个试样的平均测定结果为准。利用EPIPHOT 300型金相显微镜分析了焊接接头的微观组织,并利用VH-5型维氏硬度仪对焊接接头硬度分布进行了分析,采用S3400-N型扫描电镜对拉伸断口形貌进行观察。
2 试验结果及分析
2.1 电阻点焊参数对焊接接头力学性能的影响
2.1.1 焊接电流对焊接接头力学性能的影响
保持电极压力为0.3 MPa,焊接时间为10周波,焊接电流依次为7、8、9 kA时,焊接接头的抗拉强度随着焊接电流的增加先升高后下降。焊接接头的抗拉强度随着焊接时间的增加出现先升高后降低的趋势,这是因为焊接电流较小时,热输入量较小,焊接接头未充分融合,力学性能较低,随着焊接电流的增加,热输入量增加,接头熔合良好,焊接质量较高,力学性能较好,而当焊接电流高于8 kA时,热输入量过大,焊缝出现过热、过烧现象,力学性能随之降低。
2.1.2 焊接时间对接头力学性能的影响
保持电极压力为0.3 MPa,焊接电流为8 kA,焊接时间为8、10、12周波时,焊接接头的抗拉强度随着焊接时间增大的变化趋势。焊接接头的抗拉强度随着焊接时间的增加出现先升高后降低的趋势。这是因为焊接时间较大时,单位时间内焊缝的热输入量较大,会出现焊缝区晶粒粗大明显,热影响区过热,力学性能较低,而焊接时间减小时,热输入量较小,焊缝区组织出现未焊透、未融合现象,力学性能也出现下降现象。
2.2 点焊参数对焊缝区显微组织的影响
2.2.1 焊接电流对焊缝区显微组织的影响
保持电极压力为0.3 MPa,焊接时间为10周波,焊接电流依次为7、8、9 kA时,焊接电流对焊接接头焊缝区显微组织的影响如图3所示。
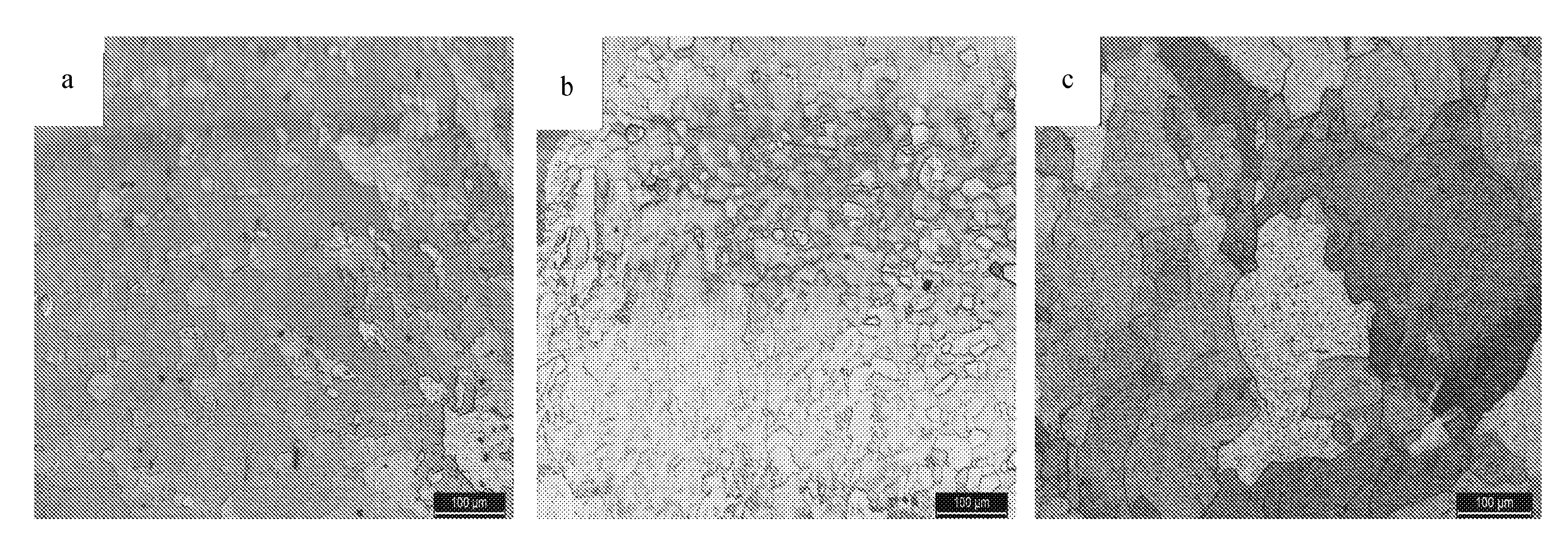
(a) 7 kA (b) 8 kA (c) 9 kA
图3 焊接接头组织与焊接电流的关系
从图3可以看出,焊缝区的组织主要由大量的铁素体和少量的渗碳体组成。从图中亦可以看到,在较小的焊接电流条件下(7 kA),焊缝中会形成晶粒较小的铁素体,然后随着焊接电流的逐渐升高,焊缝中的铁素体越来越大。这是因为随着焊接电流的增加,对试件的热输入越来越大,使得熔融状态奥氏体晶粒长大明显,继而冷却下来的铁素体组织也较为粗大。
2.2.2 焊接时间对焊接接头焊缝组织的影响
保持电极压力为0.3 MPa,焊接电流8 kA,焊接时间为8、10、12周波时,焊接时间对焊接接头焊缝区显微组织的影响如图4所示。
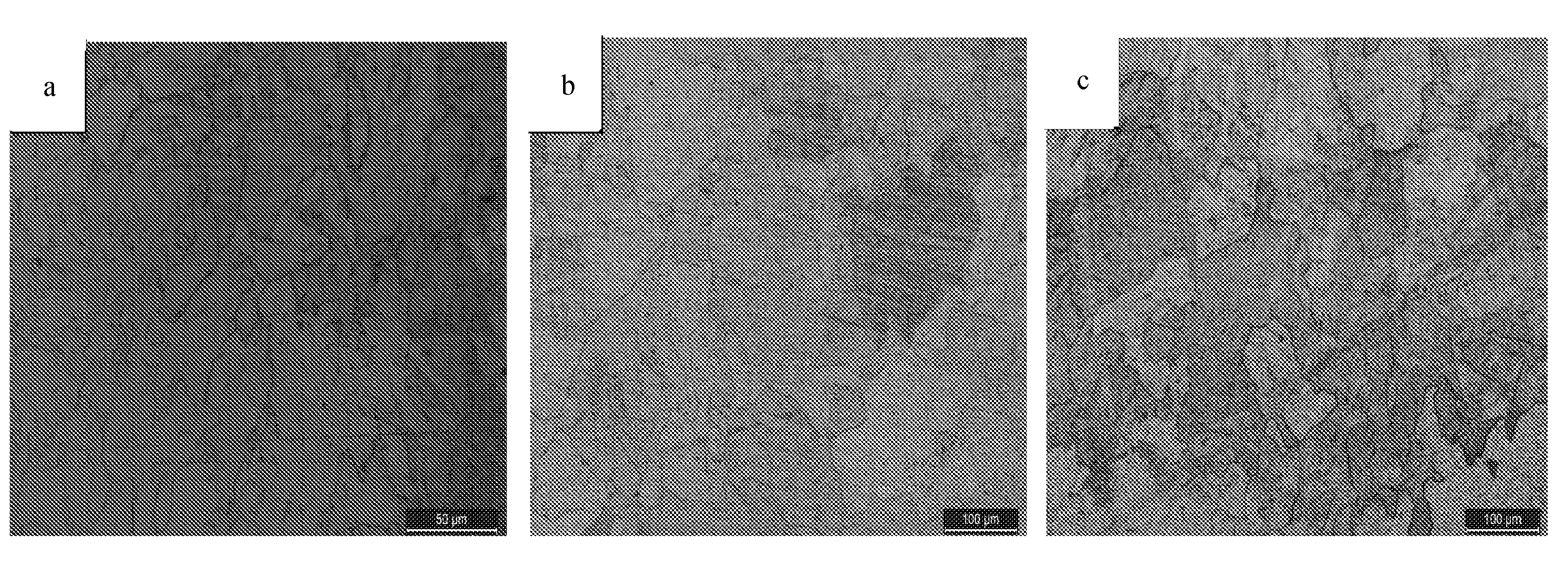
(a) 8周波 (b) 10周波 (c) 12周波
图4 焊接接头组织与焊接时间关系
从图4中可以看到,在焊接过程中,焊缝经历了快速的熔化以及冷却凝固过程,焊缝铁素体的晶粒尺寸表现出粗化现象。从图中也可以看到,在较小的焊接时间条件下(8周波),焊缝中会形成较粗大的铁素体,然后随着焊接时间(10周波)的逐渐升高,焊缝中的铁素体的晶粒尺寸逐渐减小,焊缝区中的晶粒长大不明显,这是因为,随着焊接速度的增加,对试件的热输入减少,使得晶粒增长缓慢。
2.3 焊接接头硬度分布
保持电极压力为0.3 MPa,焊接电流8 kA,焊接时间为10周波,焊接接头维氏硬度分布如图5所示。
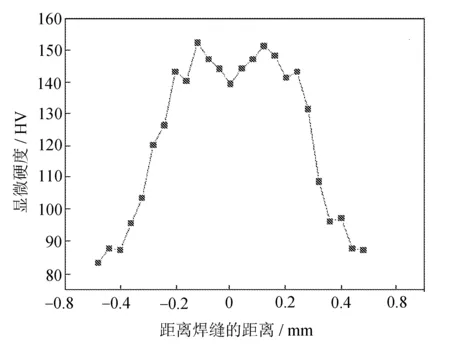
图5 焊接接头硬度分布
从图5中可以看出,母材硬度较低,只有85 HV ,焊缝区的硬度较高,大概接近150 HV,焊缝区和热影响区硬度高出母材很多,且硬度较均匀,这是因为焊接接头组织经历熔化和快速冷却焊接过程后,组织变得较为粗大、均匀,故硬度较高。
2.4 焊接接头断口形貌
保持电极压力为0.3 MPa,焊接电流8 kA,焊接时间为10周波,焊接接头的拉伸断口形貌如图6所示。
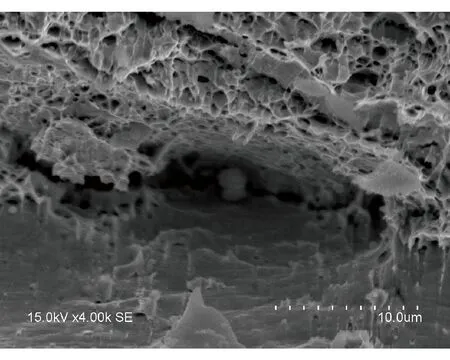
图6 焊接接头断口扫描照片
由图5中可以看到,接头断口处分布大量韧窝,呈现出明显的延性断裂的特征。图6中看到存在有较大的撕裂带,这是由于在裂纹的扩展过程中遇到粗大的铁素体时,在晶界界面发生了转折现象,因此表现出了沿晶断裂特征。
3 结 语
1)焊接电流和焊接时间是影响焊接接头的力学性能的重要参数,焊接接头的抗拉强度随着焊接电流和焊接时间的增加均呈先增大后减小趋势。
2)焊缝区组织由大量铁素体和少量渗碳体组成,铁素体组织随着焊接电流的增加而呈逐渐粗大,却随着焊接时间的减小变得细密。
3)焊接接头的焊缝区的硬度均匀,且高出母材很多。焊接接头拉伸断口表现出明显的延性断裂特征。
[1] 马鸣图.先进的高强度钢及其在汽车工业中的应用[J].钢铁,2004(7):68-72.
[2] 黄艳峰,范文斌,孙立峰.国内汽车板的生产现状及对生产装备的需求[J].一重技术,2014,162(6):9-11.
[3] 谭娟,王俊,高海燕,等.高强钢合金化热镀锌研究进展[J].材料导报,2008,22(2):64-67.
[4] 朱志华,包晔峰,蒋永锋.镀锌钢板插入辅助材料电阻点焊研究[J].电焊机,2010,40(7):52-55.
[5] 于治水,李瑞峰.镀锌钢板脉冲电弧钎焊接头界面组织及性能研究[J].材料工程,2008(9):25-27,31.
[6] 姬大鹏.镀锌钢板电焊工艺及焊接缺陷研究[D].长沙:湖南大学,2012.
[7] 杨海峰.600 MPa、800 MPa级TRIP钢板点焊性能研究[D].长春:长春工业大学,2014.
[8] 于燕,杨海峰,张小盟.TRIP800钢板点焊接头的组织和性能[J].机械工程材料,2013(9):13-15.
[9] 孙辉,王淮,季长涛,等.高氮无镍奥氏体不锈钢板TIG焊接头组织形貌及性能[J].长春工业大学学报:自然科学版,2010,31(5):518-522.
Microstructure and properties of resistance spot welded joints of galvanized steel sheet
CHEN Liwei1,2, YU Yan1*
(1.Key Laboratory of Advanced Structural Materials, Ministry of Education,Changchun University of Technology, Changchun 130012, China;2.College of Mechanical Engineering, Hebei Institute of Architecture and Civil Engineering, Zhangjiakou 075000, China)
The galvanized steel sheet is welded with reasonable resistance spot welding parameters to study the influence of resistance spot welding parameters on microstructure and properties of welded joints. The results show the following: when the welding current and welding time increases, the welding joint tensile strength increases and then decreases; weld zone microstructure of ferrite extends obviously when the welding current increases; weld zone microstructure of ferrite become dense with the increase of welding time; the hardness of weld zone distributes evenly and higher than that of the parent material; welded joint fracture shows obvious ductile fracture characteristics.
galvanized sheet; resistance spot welding; process parameter; hardness; tensile fracture.
2016-05-25
长春市科技局重大科技攻关项目(14KG039)
陈立伟(1990-),男,汉族,辽宁朝阳人,长春工业大学硕士研究生,主要从事汽车用钢焊接性能方向研究,E-mail:1169961474@qq.com. *通讯作者:于 燕(1962-),女,汉族,吉林长春人,长春工业大学教授,博士,主要从事汽车材料强韧化方向研究,E-mail:yuyan8788@126.com.
10.15923/j.cnki.cn22-1382/t.2016.6.03
TG 453
A
1674-1374(2016)06-0531-04
