FANUC0iD系统速度倍率PMC控制方法
2019-04-26雷楠南
雷楠南
(三门峡职业技术学院 , 河南 三门峡 472000)
一、概述
数控机床在生产运行过程中,通常要根据零件的加工工艺要求,选择合适的主轴转速和进给速度。在机械零件加工过程中,还可根据实际情况利用机床操作面板上的二进制旋转编码波段开关进行主轴和进给倍率修调[1]50-51,以便提高加工质量和效率。在FANUC0iD系统数控机床主轴运行时,其运行速度主要是由加工程序中的速度指令S代码值和主轴倍率决定的;主轴实际转速等于程序指令S值乘以主轴倍率[2]134-136。进给轴运动时,不同的工作方式下有相应的运行速度,其速度值在机床参数中设定,并通过PMC速度倍率的处理产生实际运行速度[3]72-75。若数控机床选择手动连续进给JOG方式,实现手动连续进给时,则手动进给速度为系统参数1423设定值乘以手动进给倍率[4]37-39。若数控机床选择自动AUTO、手动数据输入MDI等方式时,进给轴的运动是通过数控系统执行加工程序来实现的;因此,通常将这种方式下进给轴的运行速度称为切削进给速度或编程进给速度,其速度为程序中给定的F值乘以编程进给倍率。
二、进给速度倍率开关信号的格雷码转换控制
在FANCU0iD系统标准机床操作面板上,通常采用二进制旋转编码波段开关进行倍率选择,倍率开关输入信号采用格雷码形式。格雷码采用绝对编码方式,是一种错误最小化的编码方式;对于数控系统而言,在使用时必须先转换为二进制代码。格雷码转换为二进制码时,转换方法是最左边一位保持不变,从左边第二位开始,将每位与左边一位解码后的值进行异或处理作为该位解码后的值[5]56-57,如图1所示为XK714数控铣床上进给倍率开关输入信号的转换控制梯形图程序。
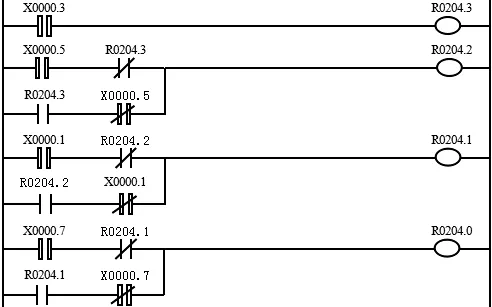
图1 进给倍率格雷码转换PMC控制梯形图
一般情况下,进给倍率输入信号X地址的数量是根据旋转开关对应的档位数量来确定的[6]15-17。此处,由于XK714数控机床上进给倍率开关对应16档位,故只需设置4个X 地址信号。当旋转二进制波段开关使其处于不同档位时,4个X地址信号可构成不同的格雷码对应16个档位,然后根据倍率处理需要通过图1所示程序将旋转开关输入格雷码信号转换为二进制代码。在图1程序中,X0000.3、X0000.5、X0000.1、X0000.7为进给倍率开关输入地址信号,输入信号的不同组合值构成格雷码,其特点是任何两个相邻码值之间只有1位是变化的;R0204为进给倍率数据表的表内号地址;倍率开关的每一档位都对应着一个格雷码,当旋转倍率开关时,可将不同档位的格雷码转换为二进制形式的倍率数据表的表内号存储于R0204。
三、进给速度倍率PMC编程控制
因为进给倍率修调范围大、在硬件上很难实现,所以倍率的调整主要通过PMC程序实现。在FANUC0iD系统中,速度倍率的PMC编程主要利用二进制代码转换CODB指令来实现。CODB 指令功能是把 2字节二进制数指定的数据表内号数据转换为1字节、2字节或4字节格式的二进制数据,以补码形式输出到目标地址[7]40-41。不论手动连续进给还是编程进给速度倍率信号的处理,均是基于CODB功能指令实现。
(一)手动连续进给速度倍率PMC控制
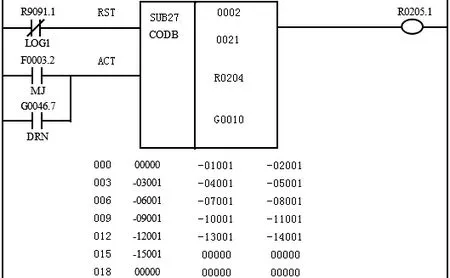
图2 手动连续进给速度倍率PMC控制程序
FANUC0iD系统中手动连续进给速度倍率信号为“*JV15~*JV0”,进行PMC编程时地址为G0011.7~ G0010.0。 手动连续进给速度倍率信号处理的过程如下:先由PMC将二进制旋转波段开关的输入格雷码信号转换为倍率数据表的表内号,然后再利用二进制代码转换功能指令CODB把表内号所对应的倍率数据进行二进制代码转换并传送到G0011.7~ G0010.0地址中。在图2所示手动连续进给速度倍率程序中,二进制代码转换指令CODB指定的变换数据格式为2字节、数据容量为21、变换数据输入地址为R0204,变换数据输出地址为G0010.0。数据表容量由倍率档位的数目决定,变换数据输入地址用来存储倍率开关的输入信号状态,变换数据输出地址用于存放转换后的数据。当CODB功能指令的控制端,即ACT端接通时,便可执行二进制代码转换。利用CODB功能指令时,关键是确定数据表内的倍率数据。因为手动连续进给速度倍率信号“*JV15~*JV0”为低电平“0”时有效,且倍率单位为0.01%,所以倍率数据表的倍率数据均为实际倍率乘以100后的反码,即相应负整数的补码。由此可见,倍率表内每一档位对应的数据为:-(实际倍率×100+1)。在图2程序中,功能指令CODB下方的数值即为手动连续进给倍率数据表中每一档位对应的数据。编制倍率处理PMC程序时,务必要将每一档位对应的数据写入倍率数据表。
(二)编程进给速度倍率PMC控制
FANUC0iD系统中编程进给速度倍率信号为“*FV7~*FV0”, 进行PMC编程时地址为G0012.7~ G0012.0。编程进给速度倍率信号处理的过程与手动连续进给类似,先由PMC将二进制旋转波段开关的输入格雷码信号转换为倍率数据表的表内号,然后再利用二进制代码转换功能指令CODB把表内号所对应的倍率数据进行二进制代码转换并传送到G0012.7~ G0012.0地址中。由于编程进给速度倍率信号“*FV7~*FV0”也为低电平“0”时有效,且倍率单位为1%,所以倍率数据表的倍率数据为实际倍率的反码,即相应负整数的补码。故倍率表内每一档位对应的数据为:-(实际倍率+1)。如图3程序所示,功能指令CODB下方的数值即为编程进给速度倍率数据表中每一档位对应的数据。
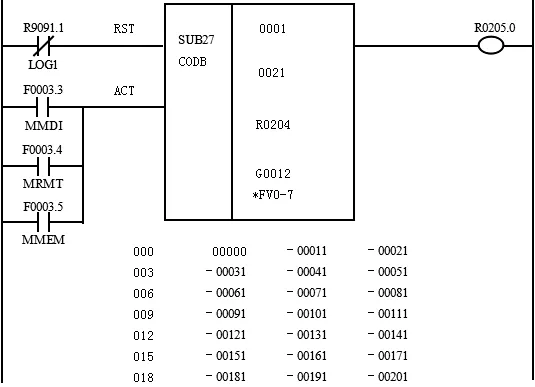
图3 编程进给速度倍率PMC控制程序
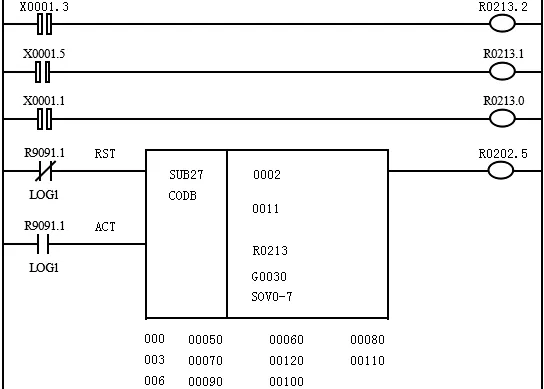
图4 主轴速度倍率PMC控制程序
四、主轴速度倍率控制PMC编程
在FANUC0iD系统数控机床操作面板上,主轴倍率开关对应的档位大多为50%至120%,共8档。因此,主轴倍率开关通常利用3个二进制控制位组合出8种状态,作为主轴倍率数据表的表内号地址使用。对于FANUC 0iD系统主轴转速倍率控制,PMC编程时地址为G30.0~G30.7,倍率信号“SOV7~SOV0”为高电平“1”信号时有效。主轴速度倍率表内存放的倍率值与每一档位对应的实际倍率值相同。如图4所示为主轴倍率PMC控制程序,二进制代码转换功能指令CODB下方数值即为对应的倍率数据表中的倍率值。在主轴倍率开关采用普通的BCD码时,一定要注意倍率开关档位对应的倍率值要与当前倍率开关输入信号组合出的倍率数据表表内号一一对应;否则,倍率开关档位对应的倍率值将会出现错误。
五、结语
倍率控制程序的正确与否关系到进给轴和主轴运动速度是否正确,进而影响产品的加工质量。对于进给轴倍率控制,倍率开关输入信号为格雷码,所以编程时必须编制格雷码转换为二进制代码和倍率数据转换程序。进给倍率程序编制的关键是明确倍率数据表中数据的计算、二进制代码转换功能指令CODB的应用及数据表数据的正确写入。主轴倍率程序编制时,要根据倍率开关输入信号是格雷码或普通BCD码来决定是否编制格雷码转换程序;倍率数据转换程序的编制与进给轴类似,但是要注意其倍率数据表中的倍率值为每一档位对应的实际倍率值。通过文中编程,可见功能指令的应用极大地简化了PMC程序的编制,提高了PMC程序编制效率。