不锈钢复合钢管制造工艺
2017-01-10韩俭超
韩俭超
(青岛武晓集团股份有限公司,山东胶州266300)
不锈钢复合钢管制造工艺
韩俭超
(青岛武晓集团股份有限公司,山东胶州266300)
不锈钢复合钢板是一种将耐腐蚀、耐热、耐磨的不锈钢作为覆层,采用强度相对较高、塑性韧性较好的碳钢或低合金钢作为基层的高效金属材料。因此,由其制作而成的不锈钢复合钢管以其良好的力学性能、耐腐蚀性能和低廉的价格被广泛应用于建筑、机械制造、压力容器和石油化工等工业生产中。但不锈钢复合钢管的成型和焊接工艺较复杂,结合工程实际对(25 mm+3 mm)的Q245R+304L的不锈钢复合钢管的成型及焊接工艺进行探讨分析。以Q245R+304L不锈钢复合钢管的成型和焊接工艺为例,通过分析材料的特性和焊接性,并经工艺试验和焊接检验,最终确定了不锈钢复合钢管的制造工艺。
不锈钢复合钢管;成型工艺;焊接工艺;过渡层;焊接检验
1 材料特性和焊接性分析
Q245R+304L不锈钢复合钢板的覆层为304L,属奥氏体不锈钢;基层材料为Q245R,属珠光体钢,复合钢板的化学成分如表1所示,其力学和物理性能如表2所示。由于基层碳钢与覆层不锈钢在化学成分、力学和物理性能方面存在较大差异,使得不锈钢复合钢管折弯成型和熔化焊接时会遇到较大困难。如果成型工艺控制不当,在折弯成型的最初阶段,预弯边时会因两种材料的结合区承受拉应力易导致复合钢板边缘部位的两种材料发生分离,一旦未发现将导致成型后的钢管性能下降;同时因焊接工艺控制不当,焊缝中容易出现成分偏析和其他焊接缺陷,降低焊接接头的力学性能和耐腐蚀性能,难以满足工程结构的使用要求。
由表1、表2可知,基层与覆层的母材化学成分、力学和物理性能存在很大差异,因此Q245R+304L不锈钢复合板的焊接过程具有以下特点。
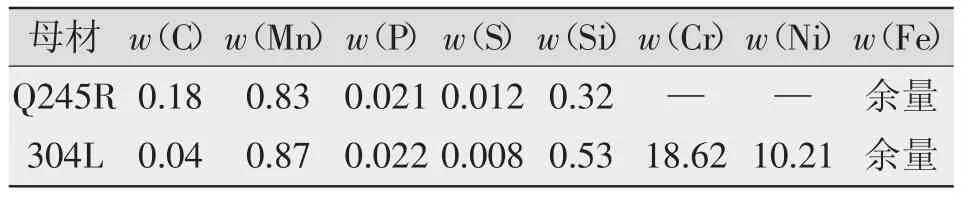
表1 Q245R+304L的化学成分%
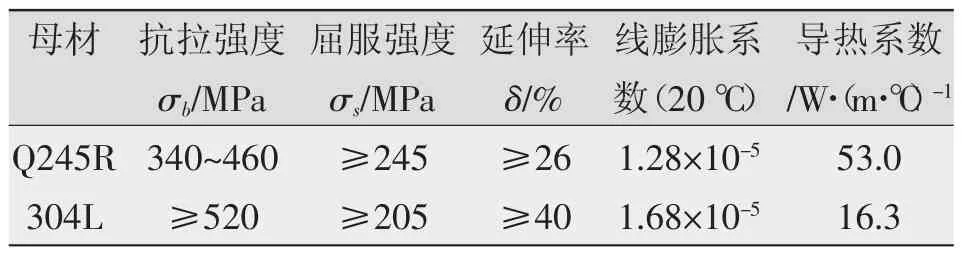
表2 Q245R+304L的力学和物理性能
1.1 焊缝稀释率的影响
焊接时焊缝金属稀释对焊缝综合性能影响很大。焊缝成分由填充金属成分、母材成分及其熔合比确定。一般情况下,经热源搅拌所形成的焊缝金属其成分大体均匀。但由于珠光体母材Q245R的稀释作用,往往会在焊接接头过渡区产生脆性马氏体组织,而这种组织存在于焊接接头中,在热应力的作用下很容易产生裂纹缺陷,从而导致接头的性能恶化。
1.2 过渡层碳迁移形成扩散层的影响
Cr是强碳化物形成元素,因此过渡层焊接时在焊接热作用下,熔合线处珠光体钢Q245R一侧的碳通过焊缝边界向奥氏体钢焊缝一侧扩散迁移。结果在珠光体钢一侧产生脱碳层发生软化,而奥氏体焊缝侧形成增碳层发生硬化。导致焊接接头的过渡层区域的焊缝金属高温持久强度和耐腐蚀性能下降,脆性增加,降低了接头的承载能力。
1.3 焊接残余应力大
由表2可知,304L奥氏体不锈钢热膨胀系数比Q245R珠光体钢大约23%,而导热系数只有Q245R珠光体钢的1/3,因此在焊接受热时覆层的膨胀变形量较基层大。接头冷却时,覆层收缩变形大于基层,同时基层金属强烈束缚着过渡层金属的收缩,从而使得过渡层焊缝金属在焊缝方向上受拉应力作用。
为获得优良的焊接接头,应选用C含量低、Ni含量高的焊接材料用于过渡层的焊接。焊接过程严格控制焊接热输入量,即采取小电流、快速焊的焊接方法来减小焊接熔合比,并且层间温度要求不高于60℃。
2 工艺方案
2.1 成型工艺
通常钢管制作时普遍采取先下料开焊接坡口,后预弯、折弯、焊接的工艺流程。而复合钢管制作时为100%确定预弯边后不锈钢复合钢板边缘处的不锈钢层与碳钢层没有发生分离,采取先下料、预弯、后开焊接坡口并对坡口面进行PT检查、折弯、焊接的工艺方案。
(1)采用数控等离子切割机按工艺要求的尺寸切割下料,切割时覆层应朝上。
(2)利用直缝焊管专用预弯机对不锈钢复合钢板的两边进行预弯,预弯后使用内圆弧样板检查预弯尺寸及弧度是否满足钢管的弧度要求。
(3)对预弯合格的不锈钢复合钢板加工焊接坡口。坡口加工应采取机械加工的方法。对接后的坡口形式为斜X型开槽坡口,如图1所示。坡口加工完成后由专业的无损检测人员对加工后的坡口面做PT检查,确认坡口面没有缺陷存在,尤其是不锈钢与碳钢结合处没有裂纹缺陷。
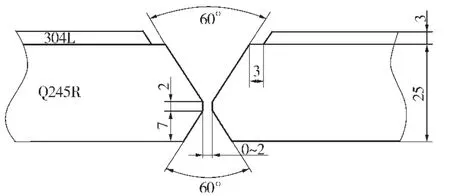
图1 斜X型开槽坡口
(4)利用折弯机的送料机构将待折弯的不锈钢复合钢板送入折弯机的工作区域。选择半径比待加工钢管内半径小约10~20 mm的上模具,并按不锈钢复合钢板厚度的8倍选择下模具的开口尺寸为224 mm,进行折弯成型。
2.2 焊接工艺
2.2.1 焊接方法
考虑公司现有的焊接设备、生产效率和Q245R+ 304L复合钢板的焊接性,在实际焊接生产中分别焊接基层和覆层。基层采用双面埋弧自动焊,背面清根的焊接方法,既能提高焊接效率又能保证基层焊缝金属的焊接质量;覆层采用焊接热输入量较低且焊接效率远高于SMAW和GTAW的熔化极CO2气体保护焊。同时,为了防止或减少焊接过程对焊缝金属的稀释作用,在基层与覆层之间增加过渡层焊缝,其焊接方法选用FCAW。Q245R+304L不锈钢复合钢管对接焊的焊接顺序如图2所示。
2.2.2 焊接材料
Q245R+304L不锈钢复合钢管的焊接过程较为复杂,其接头金属由基层焊缝金属、过渡层焊缝金属和覆层焊缝金属三部分组成。其中基层焊缝金属在接头中主要承担力学性能,覆层焊缝金属主要起耐腐蚀的作用。因此,基层金属的焊接材料可按强度匹配原则选用规格为φ4.0mm的埋弧焊丝H08A,配用熔炼型焊剂HJ431;覆层金属的焊接材料按化学成分匹配原则选用规格为φ1.2mm的低碳型药芯焊丝E308L。由于过渡层焊接时,不锈钢焊缝容易被基层碳钢稀释,并且伴随着碳的扩散迁移,为获得性能优良的接头,过渡层焊接材料选用Ni含量高的超低碳型药芯气保焊丝E309L,其规格为φ1.2 mm。
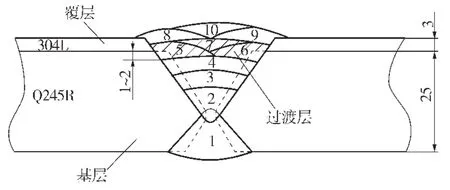
图2 焊接顺序示意
2.2.3 焊接工艺
为进一步降低Q245R与304L的熔合比,保证过渡层焊缝的焊接质量,坡口加工时在不锈钢一面采取开槽的方式,如图1所示。同时还规定了基层金属焊接后的焊缝厚度要低于Q245R与304L的结合面1~2 mm,如图2所示。
过渡层焊接前应打磨基层的焊缝金属,直至露出金属光泽,并使用丙酮、酒精将焊接区域清洗干净。焊接时不预热、不摆动焊枪、小电流、快速焊接。为获得高质量的焊接接头,应保证道与道间、层与层间打磨清理干净。过高的层间温度会导致接头过热而影响接头的组织和性能,焊接时要求层间温度不高于60℃。
经多次焊接工艺试验,不断调整焊接参数以调节焊接热输入量,最终确定优化后的焊接工艺参数如表3所示。

表3 焊接工艺参数
3 焊接检验
为验证焊接接头的质量能够满足Q245R+304L不锈钢复合钢管的使用要求,同时又避免对钢管造成破坏,采取增加产品焊接试板的方法随同钢管焊缝一起焊接。焊后对钢管和产品焊接试板分别进行X射线探伤检验,其焊接质量均符合JB/T4730.2标准中的I级质量要求。
对产品焊接试板取样进行力学性能检验。按照标准的规定,试验时分别制取2件全厚度拉伸试样和4件侧弯试样。试验后的拉伸试样和弯曲试样如图3、图4所示,拉伸试验结果如表4所示。
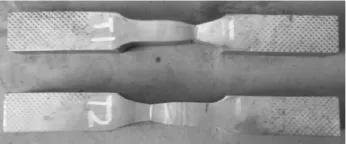
图3 试验后的拉伸试样

图4 试验后的弯曲试样
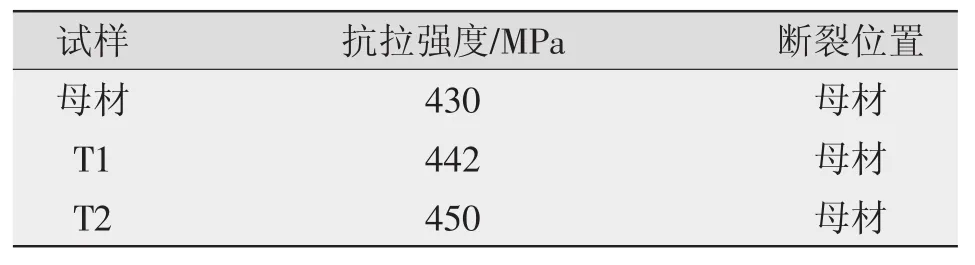
表4 拉伸试验结果
由表4可知,焊接接头的强度分别为442 MPa、 450 MPa,均高于母材本身的抗拉强度430 MPa。观察图3接头拉伸试样的断裂位置,发现T1、T2试样的断裂位置均远离接头的熔合线。根据拉伸试验的合格指标——断在焊缝或熔合线以外的母材上,其抗拉强度不得低于标准规定的母材抗拉强度最低值的95%,可认为试验符合要求。
观察图4弯曲试样的拉伸面上的焊缝和热影响区内没有任何缺陷存在,表明焊接接头具有良好的塑性。根据弯曲试样的合格指标:弯曲试样弯曲到规定的角度后,其拉伸面上的焊缝和热影响区内,沿任何方向不得有单条长度大于3mm的开口缺陷,即视为合格。
综上所述,经该焊接工艺获得的焊接接头质量良好,可以满足Q245R+304L不锈钢复合钢管对强度及塑性的要求。
目前公司共制作不锈钢复合钢管1 000余支,主要用于国内外大型污泥处理设备的搅拌辊上,至今未发现存在质量问题。
[1]张文钺.焊接冶金学[M].北京:机械工业出版社,1999.
[2]陈祝年.焊接工程师手册[M].北京:机械工业出版社,2009.
Page 92
在焊接接头上就形成了冷裂纹。
2.3.3 建筑钢结构冷裂纹的防止
从应用技术理论上讲,控制冷裂纹主要是控制影响冷裂纹的三大要素,如改善接头组织、消除一切氢的来源和尽可能降低焊接应力。
常用措施主要是采用理论上的无氢焊接,GMAW和SMAW采用超低氢型焊条,比如大西洋的E5015(RH)型焊条(本案例也是采用超低氢焊条处理横向裂纹)。严格控制焊接工艺,优化焊接环境,焊前清洁坡口,采用预热、控制道间温度和后热处理等。
研究证实,采用后热工艺能够大幅度降低产生冷裂纹的危险性;高强钢焊接要特别重视后热处理工艺。采用后热处理能有效防止冷裂纹的理论依据如下:
一次结晶结束后,熔池变为固体焊缝,高温的焊缝金属冷却到室温时要经过一系列的相变过程,这种相变过程就称为焊缝金属的二次结晶。主要影响参数有t8/5、t8/3、t100等。
t8/5(t8/3)对焊缝硬度有较大影响;t8/5(t8/3)冷却时间延长,硬度值减小。
t8/5(t8/3)冷却时间的延长通常会导致冲击性能的减少和热影响区冲击脆性温度的上升,强度也会降低,降低的程度取决于钢材种类及其化学成分。
t100越长,越有利于焊缝扩散氢的逸出,杜绝和减少延迟裂纹发生;但是t100的延长必须增加预热温度和焊接线能量,然而焊接线能量的增加会导致焊缝及HAZ晶粒粗大而降低焊接接头的综合性能,这是一对矛盾。解决这一矛盾的方法是采用合适的预热温度和焊接线能量获得合适的t8/5(t8/3)后,采用后热(200℃~350℃)去氢处理工艺;既保证了焊接接头的综合性能,又延长了t100,防止焊接接头氢致裂纹的发生。
3 结论
高强钢焊接性研究涉及面广,技术要求较高,目前无论在理论和实际工作中,对新一代钢种都有一个认识过程,也就是说设计、施工单位在相当长的时期内都要进行了解和掌握新一代钢种的相关试验研究工作,特别是与新一代钢种相配套的焊接材料的开发研究以及目前焊接材料的配比的焊接工艺评定,这是有一定工作量、一定难度的工作。目前高强钢的焊接尚有一些未知领域,新一代钢种焊接性试验研究工作将是一项必须进行的重要技术工作。
参考文献:
[1]戴为志,刘景凤,高良.建筑钢结构焊接工程应用技术及案例[M].北京:化学工业出版社,2016.
Stainless steel compound steel pipe manufacturing technology
HAN Jianchao
(Qingdao Wuxiao Group Co.,Ltd.,Jiaozhou 266300,China)
Stainless steel composite plate is a kind of efficient metal material with corrosion resistant,heat resistant,wear resistant stainless steel as the cladding,with relatively high strength,good plasticity toughness of carbon steel or low alloy steel as the base.As a result,the stainless steel composite pipes that are made of stainless steel composite plates,with good mechanical properties,corrosion resistance and low price,are widely used in construction,machinery manufacturing,pressure vessels and petrochemical industrial production.But complicated forming and welding process of stainless steel composite pipe,combining with the engineering practice of(25 mm+3 mm)Q245R+304L stainless steel composite pipe forming and welding process are discussed in this paper.Taking Q245R+304L stainless steel compound steel pipe forming and welding technology for example,by analyzing the characteristics of material and the weldability,and through process test and welding inspection,finally determine the stainless steel compound steel pipe manufacturing process.
stainless steel composite pipe;molding process;welding process;transition layer;welding inspection
TG457.11
B
1001-2303(2016)12-0128-04
10.7512/j.issn.1001-2303.2016.12.28
献
韩俭超.不锈钢复合钢管制造工艺[J].电焊机,2016,46(12):128-131.
2016-10-27
韩俭超(1983—),男,工程师,学士,主要从事焊接车间工艺设计及研究工作。
