基于压电执行器的GMAW熔滴过渡控制
2017-01-10史明宇朱孝祥白立来
史明宇,刘 嘉,朱孝祥,白立来
(北京工业大学机械工程与应用电子技术学院,北京100124)
基于压电执行器的GMAW熔滴过渡控制
史明宇,刘 嘉,朱孝祥,白立来
(北京工业大学机械工程与应用电子技术学院,北京100124)
熔化极气体保护焊(GMAW)作为一种高效灵活的焊接方法,已得到了广泛应用,但在精密焊接应用较少,其熔滴过渡不易控制、焊接过程不够稳定是限制其应用的主要原因。在此提出以施加机械力的方式使熔滴发生可控的过渡行为,设计了以DSP为核心的压电执行器的控制系统,采用等速送丝和快速回抽相结合的熔滴过控制方案。以响应速度快,频率高的压电执行器为基础设计了焊丝挤压回抽系统结构,实现了焊丝的送进回抽功能。在该系统的控制下,实现了同一电流下不同频率的熔滴过渡行为和对焊接过程熔滴尺寸的控制。
压电执行器;熔滴过渡;焊丝回抽
0 前言
GMAW作为一种高效灵活的焊接方法,已广泛应用于工业自动化焊接生产,但在航天与核能领域,为了确保焊接的可靠性,仍然以TIG焊为主。这是因为TIG焊中填充金属是通过电弧间接加热,很容易调节热输入;填充焊丝不通过焊接电流,不存在熔滴过渡问题,焊接过程没有飞溅,焊缝成形美观[1]。GMAW采用可熔化焊丝与焊件之间的电弧作为热源来熔化焊丝,虽然提高了焊接效率,但也带来了熔滴过渡过程受焊接电压、电流影响大,熔滴过渡及热输入难以控制,无法保证高质量焊接的问题[2]。
为实现GMAW焊接过程熔滴过渡的可控性,本研究提出一种施加外力的方式,通过改变熔滴的受力平衡状态,使熔滴在同一电流下实现不同尺寸的熔滴过渡,进而消除GMAW电压电流对熔滴过渡的影响,实现过程稳定、热输入可控的焊接过程。即在熔滴形成过程中,在电弧力和重力作用下不足以使熔滴产生过渡时,利用压电陶瓷快速响应夹住焊丝使其停止,并由另一个压电陶瓷动作使夹紧焊丝回抽,此过程送丝机仍在等速送丝,送丝软管内有一定的焊丝余量,当夹紧焊丝结束时,余量焊丝将有一个加速释放的过程,余量释放结束时熔滴将在惯性力作用下脱离焊丝实现过渡。
1 熔滴受力分析
焊丝端头熔滴所受的力主要有:表面张力、重力、电磁力。燃弧期随着焊丝的熔化,熔滴体积逐渐增大,熔滴形状的动态变化直接影响熔滴的轴向长度和熔滴下端的形状。熔滴较小时,重力作用不明显,熔滴上的主要作用力为表面张力和电磁力,表面张力使熔滴的表面能趋于最小,熔滴趋于球形,液面的压力指向球心内侧,因此,在熔滴较小时,表面张力起到阻碍熔滴过渡的作用,并维持熔滴呈球形;熔滴较大时,重力的作用将轴向拉长熔滴,呈椭圆或下垂形[3]。电磁力对熔滴的作用取决于弧根和熔滴的大小,熔滴小于半球和熔滴大于半球时的力的作用情况如图1所示。

图1 熔滴受力情况
熔滴较小时,熔滴上的轴向电磁分力向上,对熔滴起支撑作用,克服重力的作用,维持熔滴呈球形;熔滴较大时,燃弧段后期弧根扩展,轴向电磁力向下,使熔滴呈拉长趋势。
熔滴所受的表面张力表示为

式中σ为表面张力系数;rd为熔滴半径。
熔滴所受的重力表示为

式中md为熔滴质量;g为是重力与质量的比值。
作用在有电流流动的物体上的电磁力具有方向和大小的矢量,设作用在单位体积上的力为fem(单位:N/m3),则每一个小熔滴单元上所受的电磁力fem为

式中fem为每一个单元上所受的电磁力(单位:N);J为电流密度(单位:A/m2);B为磁场强度(单位:T)。
电流流过焊丝产生环形的感应磁场,磁场对熔滴产生的电磁力随着熔滴动态而变化。电流为发散或聚集状流过熔滴时,电磁力可以分解为径向和轴向的分力,作用在熔滴上的电磁力的轴向分力可以是方向向上,也可以是方向向下。通过对熔滴内单位体积所受电磁力的积分,得到熔滴的轴向电磁力[4]
式中I为焊接电流;re为焊丝半径;rd为熔滴半径;θ为熔滴角度;μ0为真空导磁率。
若计算结果为负值,说明电磁力方向向上,为正值则方向向下。可以看出,电磁力与熔滴形状和电流大小密切相关。
2 控制方案
2.1 总体设计
根据熔滴受力分析可知,熔滴受力与熔滴形状及焊接电流等多因素有关,不易控制,本研究提出施加外界机械力打破熔滴的受力平衡实现熔滴提前过渡的方案。根据此方案设计了基于压电执行器的GMAW熔滴过渡控制系统,主要由DSP数字控制、压电驱动器、压电执行器、弧压采样几部分组成。控制框图如图2所示,系统中加入弧压采样及反馈回路,以便实时检测焊接过程中是否会出现干扰,及时作出调整。
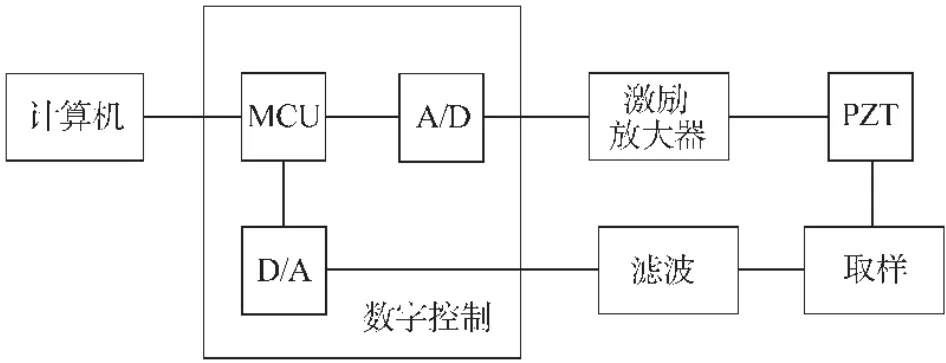
图2 熔滴过渡控制系统控制框图
DSP控制部分实现功能有:电弧电压采样分析,通过调控PWM输出方波占空比调节输出电压信号的大小;控制两个压电陶瓷动作的时序及位移量。焊丝的回抽环节是本研究的关键环节,不仅要有合理的实现机构,还要实现在很短时间内完成焊丝夹紧回抽。选择目前应用较为成熟的压电陶瓷作为执行器,它能通过压电效应使电能高速地转化成机械位移和压力。采用PI公司的两款高刚度线性压电致动器A,B来完成上述动作,其主要性能参数如表1所示。

表1 压电陶瓷性能参数
2.2 基于陶瓷特性的控制方案
由表1可知,该压电陶瓷相当于一个容性负载,压电陶瓷动作的过程就是压电陶瓷本身的充电过程,充电过程停止压电陶瓷动作停止。压电陶瓷动作的控制信号从DSP发出,经过压电驱动器放大对压电陶瓷供电,两压电陶瓷在供电时充电响应曲线如图3所示。通道1的方波为DSP给出的脉冲信号,有缓慢上升过程的通道2为压电陶瓷充电响应曲线,可以看出信号从DSP输出经过驱动放大器没有延时,因压电陶瓷A电容量小于B电容量,其充放电过程均快于后者。

图3 压电陶瓷充电响应曲线
根据两个压电陶瓷的响应特性,设计两个陶瓷驱动电压的信号先后顺序,使两个陶瓷能够协调动作。实现挤压动作的压电陶瓷A比实现回抽动作压电陶瓷B的供电信号提前1 ms,以保证在进行回抽动作时另一个陶瓷完成对焊丝的挤压,当回抽动作结束时,挤压焊丝的动作同样先于回抽的动作结束,使余量焊丝加速送出。
3 焊丝回抽系统结构设计
焊丝回抽的动作是两个压电陶瓷在合理的机械结构中协调动作来实现的。根据回抽过程分析,需要对焊丝挤压和挤压块的整体回抽动作。机构中采用了两个微型直线滑块组,在上下两个滑块上固定压块,并在压块上开V形槽对焊丝挤压,压电陶瓷A作用于一个滑块组实现挤压功能,压电陶瓷B作用于下压块,使挤压后上下压块和焊丝能一起随陶瓷对压块的推移而移动实现回抽。压电陶瓷的响应速度快,实现回抽功能的压电陶瓷最大额定位移0.5 mm,高速摄像拍摄其运动过程分析发现达到的加速为1 000 m/s2,所以完成焊丝回抽动作的挤压整体结构质量要小,以减小惯性力,设计的机构如图4所示。

图4 回抽机构
焊丝回抽过程中起阻碍作用的力包括:整个移动机构的惯性力,回抽部分焊丝的惯性力,焊丝折弯的屈服力Fr。以0.8mm钢焊丝为例,在发生弯曲时由于其直径远远小于其弯曲长度,可以将焊丝抽象为细长杆,假设以0.5m长焊丝算其屈服力Fr=0.5N。焊丝回抽时焊丝在送丝软管内弯曲并有一部分回抽,送丝管一般为3 m,以其中一半发生回抽动作,其质量约为13.3 g(钢的密度为7.85 g/cm3),设计的整个移动机构质量为56.2 g。由表1查得压电陶瓷能受最大正压力为100 N,代入式(5)

式中F为压电陶瓷提供的最大推力(单位:N);m1为长一米的0.8 mm钢焊丝质量(单位:Kg);m2为设计的移动机构块总质量(单位:Kg);a1为加速度(单位:m/s2)。计算得a1>1000m/s2,移动快,质量满足惯性力要求。
4 实验分析
应用小电流对薄钢进行焊接实验。实验条件:焊丝为φ0.8mm的JM-56,母材为3mm厚低碳冷轧钢;保护气体为100%氩气,气流量15mL/min;焊炬高度20 mm,焊接速度0.4 m/min。工艺参数:电流70 A,送丝速度4.5 m/min。在不加回抽动作情况下,用高速摄像拍摄熔滴过渡行为,每秒钟约发生1次不规律的短路过渡。

图5 两陶瓷供电顺序
基于上述数据,实验中回抽时间为5 ms,给焊丝施加不同的回抽频率,观测回抽后熔滴过渡过程。过程中两压电陶瓷充电响应曲线如图5所示,超前1ms的陶瓷负责挤压动作。焊丝回抽频率从10Hz逐渐增加到40 Hz,在10 Hz时熔滴过渡次数有所增加,每秒中出现2~3次,过渡行为仍不受控制,熔滴要经过多次回抽(熔滴足够大时)才会发生过渡。熔滴过渡后第一次回抽和甩出动作如图6所示。图中1~5为回抽过程,6~9为加速甩出过程,到10甩出过程结束熔滴又趋于稳定,并未实现过渡。

图6 回抽频率10 Hz时熔滴动作过程
频率从10 Hz增加到20~25 Hz时熔滴出现了规律的过渡行为(每次回抽都有一个熔滴形成),频率继续增加,熔滴过渡又出现不规律性。在20 Hz时回抽下的熔滴过渡过程如图7所示。可以看出,随着焊丝向下加速运动结束,熔滴脱离了焊丝,熔滴直径明显小于10 Hz时。通过高速摄像拍的图片分析熔滴向下甩的过程用时2 ms,焊丝回抽时间5 ms,期间送丝0.53 mm,焊丝回抽0.5 ms,设软管内焊丝余量释放为恒加速,则焊丝完全释放时其速度超过60 m/min,释放结束变为正常送丝速度4.5 m/min,此时熔滴受到较大的惯性力,打破原来各力的平衡,熔滴发生过渡。

图7 回抽频率20 Hz时熔滴过渡过程
实验分析发现:回抽将熔滴甩掉的过程受多个参数影响,在焊接电流、送丝速度、焊丝直径一定的情况下影响其脱落的因素有回抽频率(Hz)和回抽时间长度(T)。在电流一定的情况下,回抽频率决定回抽时刻熔滴直径与焊丝直径的比值。多次实验发现其比值为1.5时熔滴容易被甩出。回抽时间长度是指夹住焊丝回抽到松开焊丝的时间间隔。在送丝速度一定的情况下,它能决定送丝软管内的焊丝余量,进而决定焊丝松开时的加速距离及熔滴的惯性力大小。回抽时间过短不足以甩出熔滴,时间过长,熔滴的过渡频率及焊接效率都将受到影响。实验中将回抽时间改为10 ms时,熔滴稳定过渡的回抽频率范围明显变宽,说明通过这两个参数合理配合能满足不同的工艺需求。
5 结论
利用压电执行器的高频响应特性实现焊丝高频的送进—回抽动作,使熔滴在机械力的作用下实现了可调的熔滴过渡行为,GMAW的熔滴过渡时的热、力、质的传递过程成为可控,提高了
Page 127
GMAW droplet transfer control based on piezoelectric actuators
SHI Mingyu,LIU Jia,ZHU Xiaoxiang,BAI Lilai
(College of Mechanical Engineering and Applied Electronics Technology,Beijing University of Technology,Beijing 100124,China)
GMAW welding as an efficient and flexible method has been widely used,but less in precision welding applications,because it is difficult to control droplet transfer and the welding process is not stable enough to limit.Therefore,this paper proposes a way of applying a mechanical force to make controllable droplet transfer behavior occur,the actuator is designed to DSP core piezoelectric control system,constant wire feed and fast withdrawing combination of controlling the droplet program.In response speed,high frequency piezoelectric actuator is designed based on the wire extrusion withdrawing mechanism to achieve a wire feed withdrawing function.Under the control of the system to achieve the droplet transfer behavior of different frequencies in the same current,can realize the welding process control droplet size.
piezoelectric actuator;droplet transfer;welding wire return
TG444+.72
A
1001-2303(2016)12-0118-05
10.7512/j.issn.1001-2303.2016.12.26
献
史明宇,刘嘉,朱孝祥,等.基于压电执行器的GMAW熔滴过渡控制[J].电焊机,2016,46(12):118-121,127.
2016-05-02
史明宇(1988—),男,河南商丘人,硕士,主要从事嵌入式控制和GMAW焊接工艺的研究工作。
