振动盘内形大螺距锥度螺纹的加工方法
2017-01-09蓝宪
蓝 宪
(广东工商职业学院,广东肇庆526020)
振动盘内形大螺距锥度螺纹的加工方法
蓝 宪
(广东工商职业学院,广东肇庆526020)
目前几乎所有企业生产的振动盘都是采用焊接的制造方法,不但生产效率低,而且送料精度不高,送料过程经常出现漏料现象。为了克服采用焊接方法制造振动盘的缺点,从提升企业产品质量和效率的角度出发,对加工振动盘的新方法和工艺过程进行了研究,从而确定采用数控车床加工整体式振动盘内形大螺距锥度螺纹是一种最为有效的加工方法。
振动盘;数控车床;加工方法
1 当前国内加工振动盘的现状
本文论述的振动盘产品如图1所示,材料为铸铝,它的内形结构为锥度螺纹,螺距较大,即P=6 mm,深度为7 mm,并且是由里到外的左旋锥度螺纹台阶,向内斜度8°,底部中间有个凸台,它是一件出口到德国的产品。生产的时候,其表面粗糙度和尺寸加工精度要求较高,目前,在国内实际生产当中,大多数厂家都采用焊接的方法制造出振动盘,但这种方法,前提是产品的內形尺寸比较大,方便焊接,但对于当前这个振动盘,其内形尺寸较小,要采用焊接的方法制作显然行不通。为此,本文采用了新的加工方法和加工工艺解决此难题。
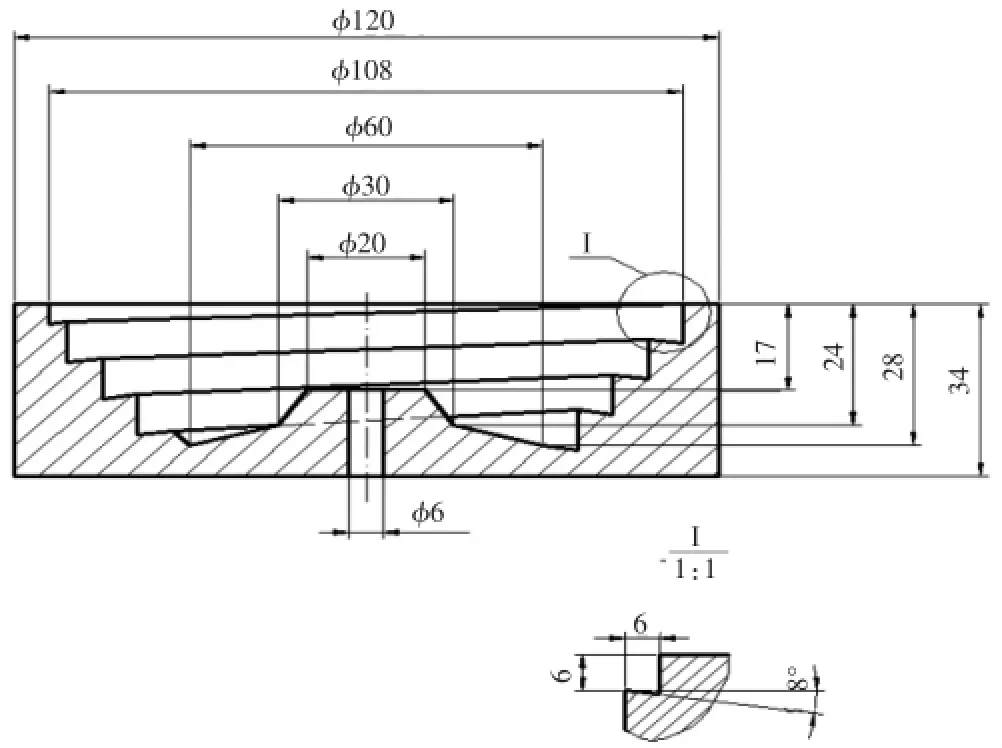
图1 振动盘设计图
2 加工振动盘方法的方案分析
该振动盘的结构属于回转体,外形尺寸又不大,一般考虑采用机床加工,确定的加工方法过程如下。
2.1 方案一:普通车床上加工
按照图纸上的技术要求,采用普通车床加工,其加工工艺过程为:先将坯料车削成外形为φ120×34,然后再用尖刀车出内形轮廓,如图2所示。
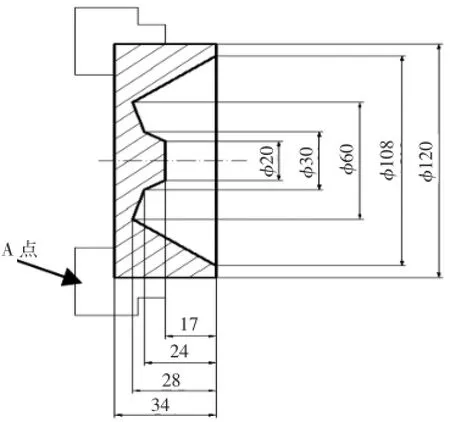
图2 振动盘内外形加工成品图
接着加工螺纹,由于螺距较大P=6 mm,并且是由里到外的左旋锥度螺纹,深度为7 mm,加工难度较大。首先,利用低速(50 r/min)进行车削,车削之前,把刀具定在下刀点A,如上图2所示的位置,然后打下开合螺母进行车削,螺纹切削完全靠中拖板手动来控制。由于下刀点在振动盘底部只能车削完一刀后再打上开合螺母,通过手动再重新定位车削,这样不断地打上开合螺母定位,也不断地打下开合螺母进行车削,如果中拖板切削深度控制不好,切削过深还会出现“停车”现象[1]。因此,采用这种加工方法,缺点较多:(1)效率低,加工难度极大,易出现废品;(2)螺纹深度不一;(3)螺纹表面粗糙度差。
鉴于这些缺点,采用普通车床进行加工此振动盘不可取。
2.2 方案二:加工中心(三轴)上加工
鉴于采用普通车床进行加工此振动盘缺点多,接下来尝试采用加工中心来铣削振动盘。
其加工工艺过程如下:先采用车床把零件加工成外形为φ120×34,如图2所示,然后在三轴加工中心[2]工作台上装上三爪卡盘夹持工件,工作原点为工件中心,先用电脑辅助加工软件CAM软件把零件三维图画出,然后生成NC加工程序并传送到加工中心进行加工,考虑到工件有螺纹台阶斜度8°,使用φ6的平底铣刀加工,并且用了螺旋下刀方式。由于省去外形加工,所以直接对整个内部进行铣削,时间大大的缩短了,工件光洁度也能保证了,但质检结果为不合格,主要是无法把锥度螺纹台阶斜度8°铣出,这个斜度是这个振动盘的核心技术,它的功能主要是不让细小的零件在转动过程中“外漏”。因此,采用这种方法也行不通。
2.3 方案三:数控车床上加工
鉴于方案一和方案二的不可行性,最后尝试采用数控车床加工,结果得到比较好的效果,其加工工艺过程如下:
2.3.1 准备车刀(两把)
由于工件材料是铸铝,属于较软的塑性材料,选用两把白钢车刀车削,一把用来车削工件内形,其刃磨时如图3所示,为了得到表面光滑,其刀尖磨成R0.2~0.3 mm,另一把用来车削锥度螺纹,其刃磨时如图4所示。
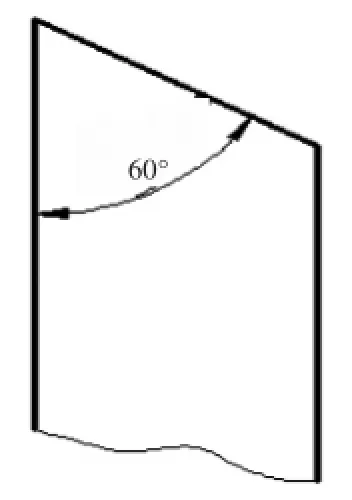
图3 车削振动盘内形车刀
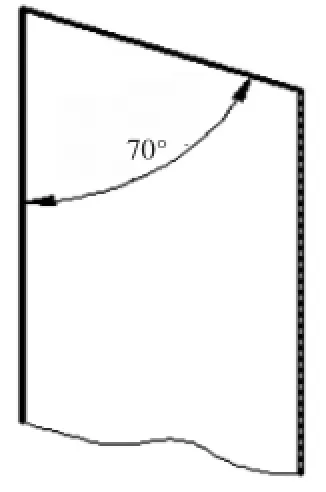
图4 车削大螺距锥度螺纹车刀
以上两把车刀的角度较大,主要用来“避空”工件内部的两个锥度,选择白钢刀,容易刃磨,也方便得到较大的前角,保持锋利,流畅切削。
2.3.2 车削振动盘的内形
接下来的加工过程:先在普车加工其外形尺寸达到设计要求,即φ120×34,然后用数车加工內形,由于工件是一个封闭式形状,如图2所示,采用了G73和G70封闭式循环指令编程,其加工程序如下:
O100
N010 G50 X150 Z150;N011 G00 X108 Z2;
N012 S600 M03 T0101 F50;
N013 G73 U0 W28 R28;
N014 G73 P015 Q020 U0 W0.5;
N015 G00 X108;
N016 G01 Z0;N017 G01 X60 Z-28;
N018 X30 Z-26;N019 X20 W7;
N020 X0;N021 G70 P014 Q019 F50;
N022 G00 X108 Z2;N023 M05 S0;
N024 G09;N025 T0100;N026 M30;
其加工出来的零件结构如图5所示。
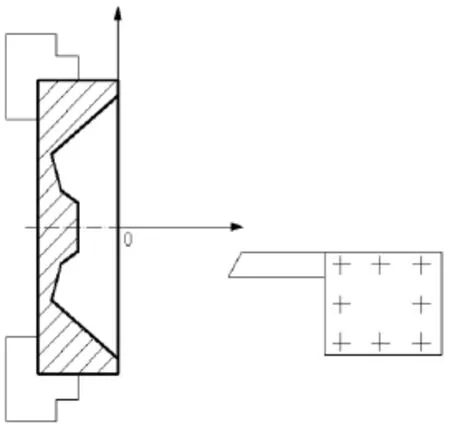
图5 数车车削出内形结构图
2.3.3 车削振动盘的內形锥度螺纹
加工如图5所示的内形后,接着钻出底部φ6中心孔,然后采用G92进行锥度螺纹循环[3]指令进行编程,其加工程序如下:
O200
N010 G00 X150 Z150;N011 T0202
N012 S50 M03;N013 M98 P60300;
N014 G00 U-6 Z150;N015 G50 X150 Z150;
N016 M05;N017 M30;
O300
N010 G00 X60;N020 Z-28;
N030 G92 X108 Z2 R26 F6;
N040 G01 U0.1 F50;
N050 G50 X108 Z2;N060 M99;
最后加工出来的合格产品零件图如图6所示。
TH16
A
1672-545X(2016)11-0145-02
2016-08-24
蓝宪(1976-),男,广东肇庆人,本科,机械工程师,主要研究方向:模具设计与制造、数控加工技术等机械行业。