大曲酱香型白酒制曲机械化的研究
2016-12-23门延会蒋世应
门延会,蒋世应,杜 伟
(1.宜宾职业技术学院现代制造工程系,四川宜宾644003; 2.岷江机械制造有限责任公司,四川宜宾644007)
大曲酱香型白酒制曲机械化的研究
门延会1,蒋世应1,杜 伟2
(1.宜宾职业技术学院现代制造工程系,四川宜宾644003; 2.岷江机械制造有限责任公司,四川宜宾644007)
大曲酱香型白酒有其独特的制曲工艺,根据酱香型白酒的制曲工艺,研究其制曲机械化自动控制系统。该系统采用西门子S7-300PLC为主控中心,触摸屏HM I为人机操作界面,变频器等作为系统执行机构,可以时刻监控系统的运行状况并设置所有的运行参数,便于操作者对设备的人性化管理。通过实际现场应用,此制曲机械化生产线系统能够很好地满足制曲的生产需求,且具有生产效率高、曲块成型效果好、操作简单、易于维护等优点。关键词: 制曲; 酱香型白酒; 机械化; 自动控制系统
由于市场经济竞争的不断白热化,各企业为降低生产成本,提高生产效率,白酒生产过程的机械化、自动化甚至智能化已经势在必行。国外很多地区的白酒由于与我国的白酒类型不同,因此较早的推行了机械化生产。我国的机械自动化技术水平近几年也有很大进步,国内各大白酒企业在生产过程的多数环节已经实现了机械自动化,但是在关键环节还保留着传统的人工操作工艺,这也是我国现在技术研发需要重点克服的难题[1]。
勾兑、制曲、酿酒是白酒酿造工艺的三大主要技术,其中勾兑环节是自动化水平程度最高的[1]。白酒的包装机械自动化有的企业甚至达到了医药、无菌饮料等行业的灌装水平[2,3]。而制曲、酿造设备、酿造工艺、蒸馏工艺等方面的机械化程度依然处在较低水平,有的部分实现了机械化,但是整体机械化水平仍然较低[4]。而且,不同香型白酒的机械化酿造水平也不同,米香型和豉香型白酒因为采用液态发酵的工艺其酿造和蒸馏基本实现了自动化,而酱香型白酒是采用固态发酵的工艺,这类白酒对窖泥的依赖性强[4],较难实现自动化。本研究针对大曲酱香型白酒,提出了其制曲机械化自动生产线的研究,实现了从原料进仓、粉碎到曲坯成型阶段的机械化自动控制,克服制曲质量不稳定的难题,真正实现了制曲技术的机械自动化。
1 大曲酱香型白酒的制曲工艺
酱香型白酒以茅台酒为代表,亦称茅香型白酒,是采用高温大曲产酒生香的,采用当地优质的冬小麦制曲,在高温下制曲[5]。曲药以小麦为原料,先将小麦粉碎,加入水和“母曲”搅拌,放在木盒子里,工人站在盒子里用脚不停地踩,这种古老的踩曲工艺已逐渐被机械自动化所代替,其工艺流程见图1。
2 大曲酱香型白酒的制曲机械化控制系统功能要求
2.1 异地控制
制曲各设备的起停控制有两种方式:一种是在触摸屏上进行控制;另一种就是在各设备上进行起停控制,实现异地控制,以方便操作维修。
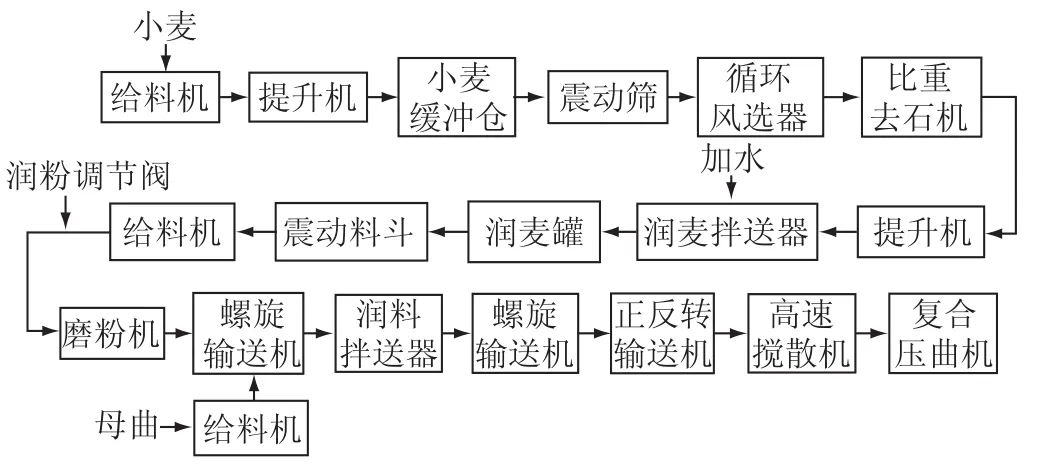
图1 大曲酱香型白酒制曲工艺流程
2.2 实时监控功能
触摸屏实时监控生产线运行,可随时查阅主电源和系统中各主要设备的实时电流,还可以查阅本系统自安装投产以来的累计生产总数。
2.3 故障报警功能
当生产线上的任何设备出现故障时,触摸屏会显示故障的详细信息,点击“帮助”给出排除该故障的方法提示。
2.4 急停功能
当发生突发事件和紧急状况时,可按下急停按钮,会立刻停止生产线上现有的工作,等待故障的处理。
2.5 PID控制功能
润粉调节阀用来控制润粉的水流量,采用PID控制功能,根据水流量计的值和加水的比例,自动调节阀的开度,来满足曲坯良好的需要。
GF(2m)是GF(2)的扩域,可通过多项式剩余类环F2[x]/p(x)构造得到,其中p(x)为m阶本原多项式,它对应本原元α.根据文献[12],GF(2m)的所有元素均可以用GF(2)上的m维二元向量表示.因此,GF(2m)上的(n,k)RS码可以等价为GF(2)上的一个(mn,mk)线性分组码.RS码的校验矩阵一般表示为
3 大曲酱香型白酒的制曲机械化控制系统实现
此系统以西门子S7-300PLC为主控中心,触摸屏HM I为人机操作界面,变频器等作为系统的执行机构,以接近开关、料位开关等元件组成信号采集机构。采集得到的信号全部由PLC系统进行分析运算处理,由输出端输出至各控制点,时刻监控系统的运行状况。系统的硬件结构见图2。
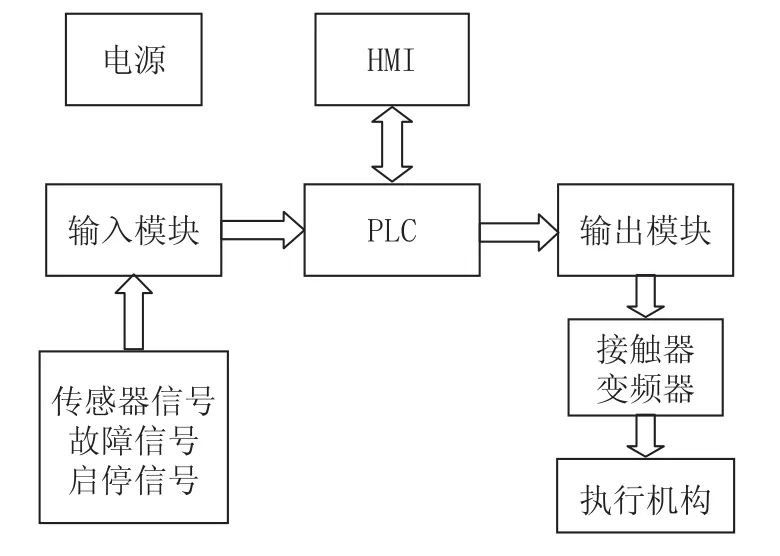
图2 硬件结构图
3.1 控制系统电气原理结构图设计
3.1.1 主电源电路结构
电气控制系统采用三相五线制380 V/50 Hz交流电源,为生产线中的各仪器仪表、控制器及各执行机构等提供电能,并设置有短路保护、过载保护、缺相保护,其电源电路结构图见图3。

图3 电源电路结构图
3.1.2 控制电路结构
控制部分的电路即PLC的输入输出接线图,该制曲控制系统需100个输入点数,51个输出点数,因此,选择的是西门子的S7-300可编程序控制器CPU314作为处理器,其输入输出模块接线信号分配见表1。
白酒制曲过程中要求配料科学合理,原料粉碎粗细及加水量合适。润麦进磨粉机粉碎后要与母曲进行混合,拌料比例按小麦量的35%~40%的水拌和均匀,曲母用量为小麦量的4%~8%[6]。由于加水量的多少直接影响到曲坯中微生物的成长代谢,因此要根据实际情况来控制。本系统采用PID闭环控制的方式,由润粉水流量计实时检测拌料中的水量并反馈给PLC,使其与产量信号作比较从而来控制调节阀的开度,具体控制图见图4。
3.1.4 复合压曲机
复合压曲机采用PLC+触摸屏控制,高度智能化,操作简单直观,各项参数完全数字化。复合压曲机改变了液压压曲机一次成形的不足,模拟传统工艺中的人工踩曲动作,采用多次拍打技术[7],并将此动作的各项参数数字化并方便可调,其曲块表面及中心松紧度均匀,松紧度更趋近于人工踩曲。所压曲块尺寸为370×280mm/包包曲,额定产量可达450~500块/h。
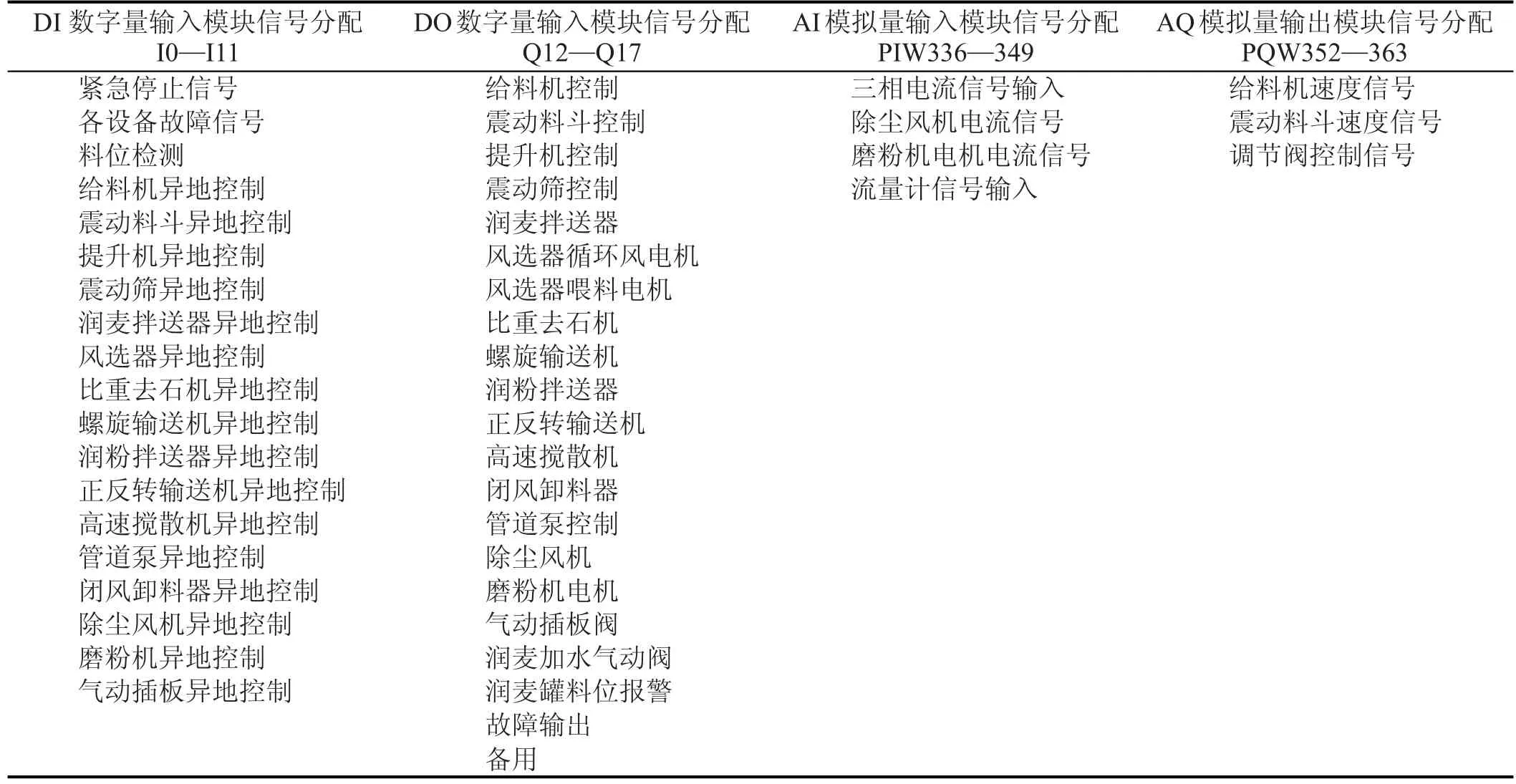
表1 控制系统输入输出模块信号分配表

图4 润粉调节阀的PID控制
3.2 生产线PLC程序设计
程序设计使用STEP7软件,在进行硬件配置时为所选模块分配了相应的I/O地址。S7-300采用分部式程序,主程序按一定顺序调用其他任务块,结合人机界面地址设置,一起控制程序的执行。其程序的主要结构见图5。
3.3 生产线HM I程序设计
人机界面采用威纶触摸屏,使用EB8000软件进行界面的设计,将HM I与PLC进行通讯[8]。按下电气控制柜上的“电源合闸”按钮和合上各设备的保护开关,按下控制柜上的“系统启动”按钮,系统得电开始自检运行,数秒钟后进入主画面,操作者可根据“主画面”显示的信息选择希望的操作类别,见图6。
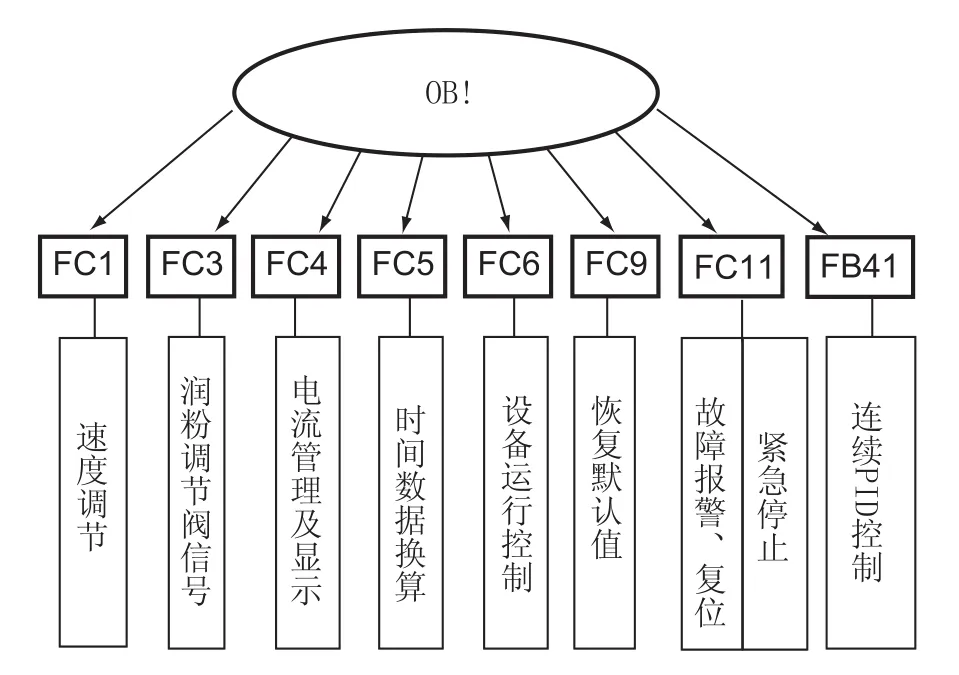
图5 程序结构图
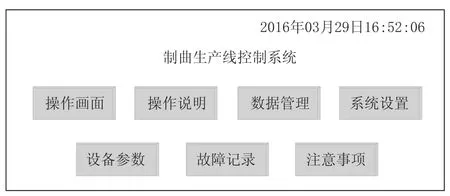
图6 制曲控制系统主画面
用手指轻触触摸屏主画面“操作画面”按钮,即可进入主操作画面。画面具体布置如图7所示,在此操作画面中点击某个设备可以起动和停止设备并有指示灯显示其工作状态,可以设置给料机、震动料斗等的工作频率,并显示润粉调节阀的润粉水流量和调节阀开度。
系统中任何的设备故障可在“故障记录”画面显示并进行处理。系统的各参数如PID参数、电机的星三角形转换时间等值的设置均可在“系统设置”画面进行。

图7 制曲系统主操作画面
在“数据管理”画面中,可以随时查阅主电源和系统中各主要设备的实时电流,还可以对润粉参数进行设置,控制PID开关的打开和关闭,查看调节阀的开度和润粉水流量的大小,见图8。

图8 PID控制画面
4 结论
本文所研究的制曲自动生产线控制系统,实现了从原料粉碎到曲坯成型阶段的一体化和机械化自动控制,设计规划符合全过程采用机械自动化设备的规格需求;经实际生产试验,该制曲生产系统可满足小麦投入量48000 t/年的制曲生产需求,运行稳定,易于维护,使用寿命长,提高了生产效率,制曲质量稳定,实现了制曲各环节的自动化控制,为进一步实现酿造的全面机械化奠定了基础。
[1] 孙景帅.我国白酒生产机械自动化的发展历程与应用[J].建筑工程技术与设计,2015,3(19):2131-2132.
[2] 宋书玉,赵建华.中国白酒机械化酿造之路[J].酿酒科技,20l0 (11):99-104.
[3] Kim JH.Chartula-aligning Apparatusof Automatic Drug Packaging Machine:KR,2013126304A[P].2013-11-20.
[4] 汪江波,王炫,黄达刚,等.我国白酒机械化酿造技术回顾与展望[J].湖北工业大学学报,2011,26(5):50-54.
[5] 王邦坤,大曲酱香型白酒的生产和实践[J].酿酒,2010,37(3):45-49.
[6] 徐岩.中国白酒关键技术研究进展[M].北京:中国轻工业出版社,2011.
[7] 杨正权.基于模仿人工的复合型压曲机设计[J].中国科技博览,2015,35(47):328.
[8] 肖威,李庆海.PLC及触摸屏组态控制技术[M].北京:电子工业出版社,2010.
M echanized Production of Jiangxiang Daqu
MEN Yanhui1,JANG Shiying1and DUWei2
(1.Modern Manufacturing Engineering Department,Yibin Vocationaland TechnicalCollege,Yibin,Sichuan 644003; 2.M injiang Machinery Manufacturing Co.Ltd.,Yibin,Sichuan 644007,China)
Jiangxiang Daqu has its unique Daqu-making techniques.Based on the Daqu-making techniques,the automatic control system for mechanized Daqu-making was explored.Such system adopted Siemens S7-300 PLC as the control center,touch screen as HM I,and variablefrequency drive as actuators,which could constantlymonitor the running status and setall operation parameters,and was convenient to operator.Through field test and application,thismechanized Daqu production line couldmeet production requirements and had the advantages including high productivity,good shaping effectsof cakey Daqu,simple operation,convenientmaintenance,etc.
Daqu-making;Jiangxiang Baijiu;mechanization;automatic controlsystem
TS261.3;TS262.3;TS261.4
A
1001-9286(2016)12-0083-04
10.13746/j.njkj.2016273
2016-09-07
门延会(1982-),女,讲师,硕士,研究方向:控制与自动化系统设计。
优先数字出版时间:2016-11-04;地址:http://www.cnki.net/kcms/detail/52.1051.TS.20161104.1420.005.htm l。
