CVT带轮的渗碳层对其磨损性能的影响分析
2016-12-23熊鸿康
熊鸿康
(本田汽车零部件有限公司品质管理部制品技术科,广东佛山 528200)
CVT带轮的渗碳层对其磨损性能的影响分析
研究了Honda某型号CVT(无极变速箱)带轮在不同热处理工艺时各渗碳层情况下的磨损状况。通过金相组织分析、硬度分析、扫描电镜及能谱分析,获得了不同渗碳层深度、含碳量时带轮的硬度变化及磨损规律。结果表明,渗碳层深度在0.5~0.8 mm,表面硬度在HRC58~62时,带轮的磨损量最小,具有最佳的抗磨损性能。
CVT带轮;渗碳层;磨损性能
0 引言
CVT是Continuously Variable Transmission的略称,意思是无级变速箱,CVT以其出众的燃油经济性、变速平顺性,迅速成为最为理想的变速器之一[1]。汽车变速时,从发动机侧传递过来的动力不通过变速齿轮,而是通过两个滑轮和连接它们的钢带进行传递[2],如图1所示。

图1 CVT工作原理示意图
由于主动带轮侧(驱动轮)槽宽的连续变化,如图2(a)、(b)所示,主动带轮侧及从动带轮侧钢带的传递间距随之变化,达到改变传动比的效果,因此能够实现齿轮无法达到的平滑的无级变速[3-4]。
在行驶或变速过程中,钢带的位置变化和保持依靠液压系统提供高压力对可移动侧带轮位置进行控制[5],在这种状态下高速旋转,带轮与钢带处于摩擦状态中,行驶一定时间后,带轮表面会出现一定的磨损。文中主要研究在特定行驶状态下带轮不同渗碳情况对耐磨性的影响。

图2 钢带位置示意图
1 实验过程
文中研究的带轮所使用的材料如表1所示,生产工艺为:锻造→车削→热处理→精加工,其中热处理是影响渗碳情况的关键因素之一,精加工影响渗碳层的厚度及带轮表面硬度。

表1 化学成分表(质量分数) %
测试用带轮结构及测试区域如图3所示,参照JIS工艺要求:该工件渗碳层深度为0.4~1.4 mm,表面硬度HRC58~62,心部硬度HRC25~45;残留奥氏体、马氏体组织1~3级(≤ 15%)、铁素体组织1~2级、碳化物1~3级,渗碳层过渡区不允许有贝氏体;径向圆跳动控制在0.1 mm以内。

图3 测试试样结构示意图
此次测试所需工件根据过往加工经验制备,选取图3中点H的渗碳层深度分别为0.2~0.4、0.4~0.6、0.6~0.8 mm的同批次品,在工件所对应的各装配条件、测试条件等均不变的情况下进行高负荷耐久测试。测试时通过设备控制使钢带固定在点H进行不同转速、不同扭力的测试,测试所采用设备为满负荷模拟试验机。
2 实验结果
测试完后对测试工件进行切割(切割试样见图4)、打磨、抛光、腐蚀,在金相显微镜下进行组织分析。

图4 工件切割示意图
通过对带轮金相组织分析发现:在渗碳层深度为0.2~0.4 mm时,如图5所示,带轮表面会出现渗碳不均匀的现象,如图5(a)所示,同时马氏体组织及碳化物组织为4~5级状态,如图5(b)所示,超出生产品质管理规格。对相应的渗碳层硬度进行测量,在渗碳层表面起始点硬度仅HV646(见图6),同样低于品质管理规格值。此渗碳层深度下的工件在耐久后在点H处出现约0.03 mm的凹陷,如图7所示,故渗碳层深度在此范围内的产品应判定为不合格品,不能投入使用。

图5 渗碳层深度为0.2~0.4 mm时金相组织

图6 渗碳层深度为0.2~0.4 mm时硬度分布图
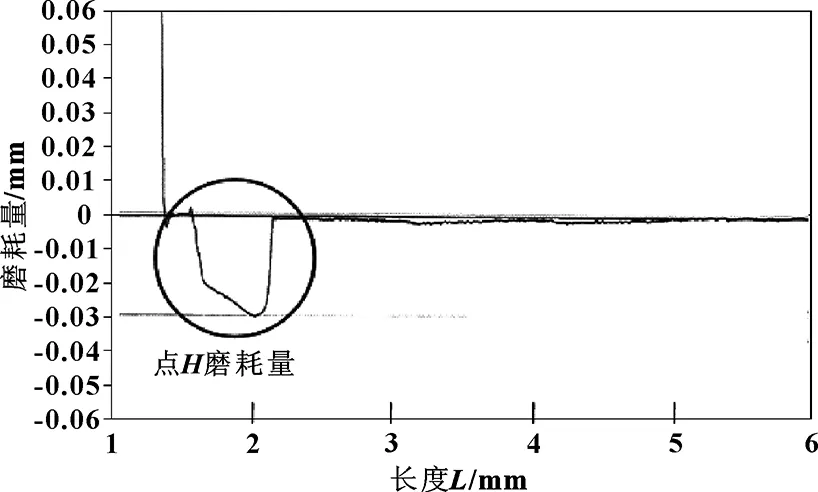
图7 渗碳层深度为0.2~0.4 mm时耐久后磨耗量
对渗碳层深度为0.4~0.6 mm的工件进行分析,其金相组织如图8所示,其中表面渗碳层均匀分布,见图8(a);残余奥氏体、马氏体等组织处于1级、铁素体组织为2级、碳化物2级,见图8(b),属于正常的渗碳组织水平。同样对相应的渗碳层硬度进行测量,如图9所示,其表面最大硬度值在品质要求规格范围内;同时工件耐久后仅出现0.002 7 mm的磨损量,如图10所示。故在此渗碳层深度范围内的工件可以投入使用。

图8 渗碳层深度为0.4~0.6 mm时金相组织

图9 渗碳层深度为0.4~0.6 mm时硬度分布图

图11 渗碳层深度为0.6~0.8 mm时金相组织
对渗碳层深度为0.6~0.8 mm的工件进行分析,其金相组织如图11所示,表面渗碳层厚度各处均匀一致,呈直线型分布,但在表面出现明显的析出碳化物,如图11(a)所示;同时在高倍数显微镜下观察发现边缘碳化物组织达2~3级水准,处于热处理后组织管控范围的临界点,如图11(b)所示。同时对硬度进行测量,各处硬度值均为正常水准,未见异常,如图12所示;耐久后表面磨耗量为0.002 7 mm,如图13所示,虽然磨耗量在正常范围内,但表层出现细小的波纹,是否会对变速箱性能造成不良影响文中未能进行测试证明。

图12 渗碳层深度为0.6~0.8 mm时硬度分布图
3 结论
通过实验分析发现:当带轮渗碳层深度在0.2~0.4 mm时,带轮表面金相组织及表面硬度均超出JIS管理范围,带轮的抗磨性能明显降低,耐久后出现明显的磨耗,磨耗量约达30 μm;当渗碳层深度在0.4~0.6 mm时,带轮表面金相组织及硬度曲线均达到最佳,此时抗磨损性能最好,耐久后磨损量仅2.7 μm;当渗碳层深度在0.6~0.8 mm时,带轮表面金相组织中会出现碳化物析出现象,但此时表面硬度仍在规格范围内,耐久后也未出现较大的磨损,但表面粗糙度出现劣化。所以当带轮渗碳层深度在0.4~0.6 mm时其抗磨损性能最佳。
【1】VEENHUIZEN.Variator Slip Control Implemented in a Production Vehicle with Pushbelt CVT[C]//3rd CTI Congress,2004.
【2】冯樱,罗永革,何晓春,等.CVT——无级变速器的发展综述[J].湖北汽车工业学院学报,1999,13(4):15-18. FENG Y,LUO Y G,HE X C,et al.Development Survey of Continuously Variable Transmission[J].Journal of Hubei Automotive Industries Institute,1999,13(4):15-18.
【3】叶明,李鑫,谢佳佳.搭载机电控制CVT的驱动工况 调速策略[J].重庆理工大学学报,2013,27(7):14-18. YE M,LI X,XIE J J.Driving Shifting Strategy of Electric System Equipped with Mechanic-electric Continuously Variable Transmission[J].Journal of Chongqing Institute of Technology,2013,27(7):14-18.
【4】杨为,秦大同.金属带式无级变速传动装置承载能力研究[J].机械,2000,27(3):23-25. YANG W,QIN D T.Study on Carrying Capacity of the Metal Pushing Belt Continuously Variable Transmission[J].Machinery,2000,27(3):23-25.
【5】石田繁夫.CVT引领自动变速器的技术革新[C]//TM symposium China(Sub SAE CHINA).北京,2013.
Effect of Carburizing Layer on Wear Properties of CVT Pulley
XIONG Hongkang
(Products Engineering Department of Honda Auto Parts Manufacturing Co.,Ltd.,Foshan Guangdong 528200,China)
A Honda CVT (continuously variable transmission) pulley deformation conditions with different depth of carburizing layer under different heat treatment process were analyzed. Through metallographic analysis, hardness analysis, spectrum analysis and scanning electron microscope, the wear and hardness change rules of the pulley with different depth of carburized layer and different carbon content were gained. The results show that the depth of carburized layer in 0.5~0.8 mm, the surface hardness of HRC58~62, pulley wear is minimal, and with the best wear resistance.
CVT pulley; Carburized layer; Wear properties
2016-09-26
熊鸿康(1985—),男,硕士研究生,研究方向为材料加工工程。E-mail:76872988@qq.com。
10.19466/j.cnki.1674-1986.2016.11.017
熊鸿康
(本田汽车零部件有限公司品质管理部制品技术科,广东佛山 528200)
U473
B
1674-1986(2016)11-067-05
