基于VB与PLC的汽车起动机耐久性试验方法
2016-12-23娄建民卢洪泉臧运刚王冬艳宫茂云
娄建民,卢洪泉,臧运刚,王冬艳,宫茂云
(哈尔滨东安汽车动力股份有限公司,黑龙江哈尔滨 150066)
基于VB与PLC的汽车起动机耐久性试验方法
娄建民,卢洪泉,臧运刚,王冬艳,宫茂云
(哈尔滨东安汽车动力股份有限公司,黑龙江哈尔滨 150066)
为了实现对汽车起动机耐久性的考核,提出一种基于VB与PLC的测控方法:通过梯形图对PLC进行程序设计,使PLC对起动机耐久性试验工况进行循环控制;运用Basic语言编写计算机端的上位机监控软件,通过PPI协议及RS485分别与PLC和数据采集模块进行通信,最后达到自动控制汽车起动机耐久试验的整个过程。试验考核结果表明,该试验考核控制方法能准确反映起动机在整车上的耐久性。
起动机;耐久性;自动化控制
0 引言
起动机是汽车的起动系统中除了蓄电池和点火开关以外最重要的部件,如果它出现起动失败故障将直接导致汽车抛锚无法行驶,所以整车制造厂对起动机的使用寿命检测非常重视。使用寿命的质量检测不能使用目测等手段进行,需要特殊的耐久性试验装置。一般情况下起动机的设计寿命和发动机基本一致,都在10年左右,真实地考核起动机在整车上的耐久性就显得尤为重要,因此汽车和起动机的制造厂商都将耐久性测试当作批产检验的重要依据。
要实现起动机耐久考核的自动化控制和数据采集以及试验发动机的状态监测,需要稳定可靠的测控系统来完成。目前对于起动机耐久考核的研究主要集中在模拟发动机试验台架上进行,而对于在真实的发动机台架上进行起动机耐久考核的研究很少涉及。例如,管功湖等[1]基于PLC的汽车起动机耐久性试验系统也是依托模拟发动机试验台,无法真实反映发动机在整车上起动的表现,试验结论稍有不足。
如何能够如实反映起动机在发动机上的耐久性,并记录起动成功或失败的次数,同时还要监测发动机的状态变化,作者运用Basic语言编写监控软件和PLC进行信息交互,利用PLC的运行可靠、开发周期短等特点兼顾VB作为上位机界面灵活多变、代码编写快捷等优势,同时应用数据采集模块来监控发动机的状态参数确保发动机无故障运行[3],最终通过实际在发动机上的试验考核验证了此种方法的有效性,实现了起动机在真实的发动机试验台上的耐久考核的自动化测量。
1 汽油机用起动机耐久考核
1.1 耐久考核的方法
依据国家在汽车领域对起动机耐久考核所执行的行业标准QC/T 731-2005中规定汽油发动机所使用的起动机可以在真实的发动机台架或模拟试验台上进行35 000次耐久考核,如果在发动机台架上进行测试,那么试验工况则按图1所示的试验周期进行。
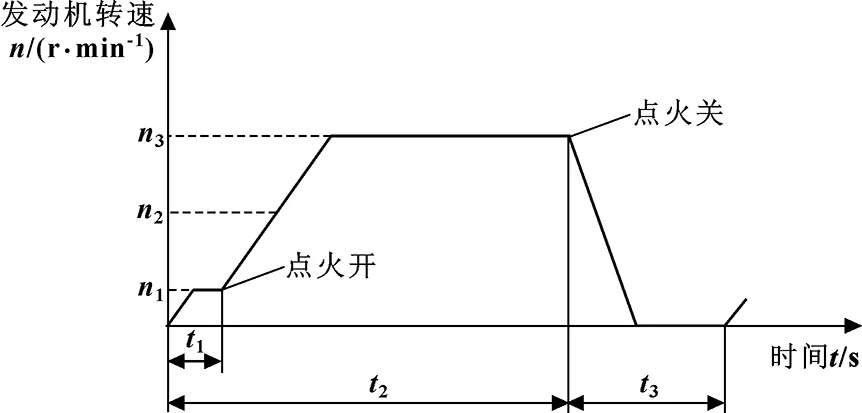
图1 一次起动耐久考核试验周期
图中t1为死起动时间,1 s;t2为发动机与起动机运行时间,8 s;t3为点火电关闭发动机利用惯性直至停机的时间,22 s;n1为发动机被起动机拖动的转速(不点火);n2为发动机转速(900±100)r/min(起动机断电);n3为发动机正常工作转速。
汽油机用起动机耐久考核的原理是:在发动机上先将起动机安装好后,再把发动机固定在台架的移动支腿上,连接好线束、ECU、供油、供电(伏安特性与蓄电池一致的模拟电源)、尾气排风、冷却水循环。发动机的转速信号通过飞轮盘上的测速齿圈由安装在假变速箱上的霍尔转速传感器进行采集,利用PLC判断发动机是否启动并将转速信号、起动成功次数、起动失败次数传输到计算机端的上位机。发动机的状态则是由压力传感器监测机油压力和燃油压力、电压传感器监测系统电压、温度传感器监控起动机外壳温度获得,防止长时间起动导致线圈烧毁。根据各个传感器监测的参数,上位机判断是否执行相关报警或处理命令。
1.2 耐久考核测控系统硬件组成
系统执行部分和监测部分的组成如图2所示
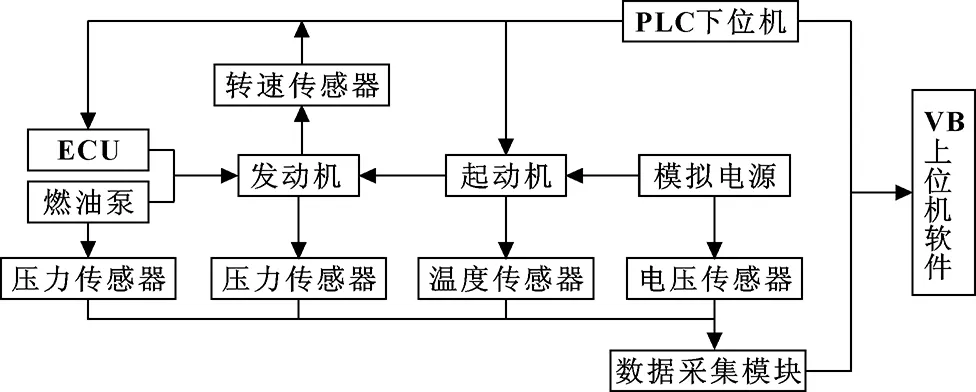
图2 系统组成示意图
系统硬件主要包括发动机及其附件、各种传感器、S7-200 PLC、数据采集模块及计算机端的上位机,可依据各个模块的功能和用途进行选择。
1.2.1 发动机及其附件
发动机是直列4缸四冲程、排量为1.5 L的汽油机,在起动机耐久考核过程中,也是在此工况下对发动机进行耐久测试。其附件ECU为国内知名电喷匹配厂家开发的发动机电子控制器,不同型号的发动机需要与之匹配的ECU才能正常工作,燃油泵为最大1 MPa供油压力源。
1.2.2 传感器
转速传感器则选用比较普遍的霍尔式,一般需求直流电压在4.5~24 V之间,响应频率可以达到100 kHz。将转速传感器安装在发动机测速齿圈上方(2±1) mm处。压力传感器为应变片式,精度为±0.2%FS,量程为0~1 MPa。温度传感器选用贴片形式的热电阻,在0和100 ℃时最大的允许偏差分别为±0.15 ℃和±0.35 ℃。选择精度为±0.2%FS的电压传感器,其量程为0~15 V。
1.2.3 PLC下位机
选用西门子S7-200型的PLC作为起动机耐久考核工况的执行机构,输出为继电器形式,可靠性好、接线方便快捷、可以使用多种通信形式与上位机进行信息交互。在采集转速信号时,I0.0口作为高速计数器使用时其脉冲输入频率可以达到30 kHz。
1.2.4 数据采集模块
数据采集模块采用台湾泓格科技公司生产的ICP_CON 7017,具备INIT开关使初始化模式更加容易,24位的ADC保障了高精度的采样,同时具有软件校准功能并提供8个通道的模拟量输入,不同类型的信号可以单独接入。
对耐久考核测控设备的组件依据相关的协议或标准进行安装和调试。
2 起动机耐久试验工况控制和监测的实现
2.1 PLC下位机对试验工况的控制
假设一个起动周期为T总,起始点为点火电接通时刻,经过TS-ON后接通起动机励磁;在起动过程中,当发动机转速大于nS时关闭起动机励磁,励磁接通时间为TS-OFF(当达到一定时间TF后发动机仍然不启动将关闭起动机励磁视为起动失败);经过TE-ON后点火电断开发动机熄火停止,再经过TE-OFF后发动机重新接通点火电,至此一个起动循环结束。PLC程序的时序图如图3所示。
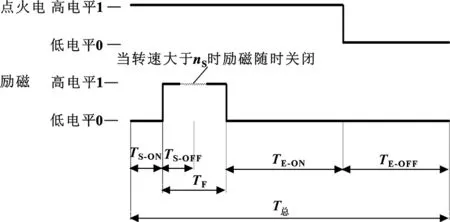
图3 PLC对试验工况控制程序的时序图
2.2 PLC及数据采集模块的I/O分配
S7-200 PLC的I/O分配如表1所列。将霍尔转速传感器的电源线与开关电源连接,再将信号线与高速计数器的I0.0连接,调整好传感器探测端的距离, PLC的I0.0的指示灯会有显示提示。当考核试验完成时需要对I0.3输入高电平使内部C0、C1计数器清0,C0和C1分别为起动成功次数和失败次数。由于发动机的点火电和起动机的励磁在起动发动机的时候电流会很大,所以PLC的输出端Q0.0和Q0.1直接控制继电器从而间接控制点火电和起动机。
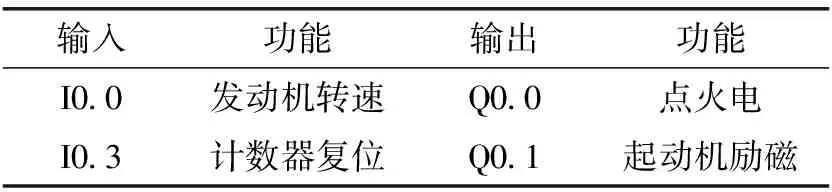
表1 S7-200 PLC的I/O分配
ICP_CON 7017的I/O分配如表2所示。该数采模块有8个通道,均为模拟量输入。

表2 ICP_CON 7017的I/O分配
2.3 PLC下位机对转速的采集
2.3.1 高速计数器HSC0的定义
在采集转速时只需要单相计数,所以作者定义高速计数器为模式0,将HSC0的控制字节SMB37赋值16#C8,启用高速计数器,更新初始值为0、设定计数方式为普通计数,如图4所示,并使用SM0.1初始化高速计数器,将输入端口I0.0定义为转速传感器的脉冲输入端,再将HDEF指令中HSC赋值0,就完成了高速计数器的定义。
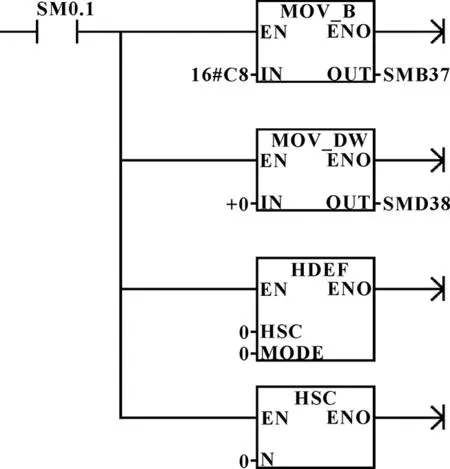
图4 高速计数器HSC0的定义
2.3.2 定时中断的定义
为了保证发动机所测转速的准确性及实时性,按照一定的时间间隔采集高速输入脉冲。程序中作者选用定时中断0每隔100 ms更新高速输入脉冲值HC0,并在中断程序中应用该数值运算得到高速输入脉冲频率,中断事件(EVNT)10通过指令ATCH和中断程序INT_0建立连接。
3 VB与下位机通信的实现
3.1 S7-200通信协议
在系统通信中,VB与PLC之间的通信依靠USB/PPI线缆。在VB与PLC之间进行信息交互时,双方需要建立一个协议来控制或读取PLC中的变量。S7-200中提供一种安全可靠的PPI协议供上位机使用,上位机可以作为主站发送请求给作为下位机的PLC,下位机收到请求便即刻发送返回值供主站确认。PPI协议中的设备如果作为从站则不能发送请求给主站设备,所以只要用VB进行相应的编程即可实现对PLC的控制,下位机S7-200的程序不用进行任何除工程以外的编辑。
以下是使用PPI通信协议发送或返回报文的步骤:
(1)向PLC发送读写命令请求的数据格式如下:
SD LE LER SD DA SA FC DASP SSAP DU FCS ED
其中:SD的数据格式为68H,定义为开始定界符;LE为发送报文的数据长度,从DA到DU的数据总长度;LER为再次确认发送报文的数据长度;SD为数据格式为68H;DA为上位机发送数据的串口地址,定义为目标地址;SA为下位机 PLC的地址,定义为源地址;FC为功能码格式,为6CH时为读数据,为7CH时则为写数据;DSAP为目的服务存取点;SSAP为源服务存取点;DU为PLC数据变量的地址单元;FCS为发送报文数据的校验码,取DA到DU数据末字节值进行和校验;ED的数据格式为16H,定义为结束分界符。
(2)如果下位机PLC收到上述请求命令后,经过和校验正确,即可返回E5H告知上位机,下位机已收到读写命令。
(3)上位机收到E5H后发送如下数据让PLC执行读写命令:
SD SA DA FC FCS ED
其中:SD的数据格式为10H,定义为起始符;SA为下位机 PLC的地址,定义为源地址;DA为上位机发送数据的串口地址,定义为目标地址;FC此时的数据格式为5CH,定义为确认命令功能码;FCS为发送报文数据SA、DA、FC的和的末字节;ED数据格式为16H,定义为结束符。
按照上述收发两次数据(十六进制形式)就进行了一次数据的读或者写操作。
3.2 VB与PLC通信接口的实现
VB与PLC通过PPI协议通信时,计算机端要提供相应的通信软件。VB的串行通信一般有两种方式:一种是使用WIN32 API函数进行通信,但是代码编写复杂,调试周期较长;另一种是由VB自带的MSComm控件进行通信,此方法代码编写工作量少、调试简单。因此选取MSComm控件与PLC进行PPI通信。在串口通信设计中,利用定时器控制计算机向PLC发送请求命令及确认命令,利用事件触发来处理PLC返回的数据。这种方法在数据采集时能够可控定时操作,实现对测量结果的稳定采集,既提升了数据在采集过程中的准确性,又能通过信息窗口显示PLC返回的数据。
VB在与PLC进行PPI通信时,需要在窗口加载串口并初始化,然后进行VB与PLC命令读写的实现,最后进行数据实时处理。
3.2.1 VB串口设备的打开和初始化
VB与PLC通信和与数据采集模块通信分别使用不同的MSComm控件,在窗口加载过程中打开两个通信端口,在控件的属性或者程序中设置输入输出缓冲区的大小、波特率、数据位、校验位、停止位等参数。
3.2.2 VB与PLC发送和返回命令的实现
VB与PLC的通信流程如图5所示,串口打开并初始化完成后,VB发送读写请求的报文,PLC返回E5H作为应答响应,VB接到应答响应后发送如下指令10 02 5C 5E 16,此时PLC将返回数据给VB做相关处理。
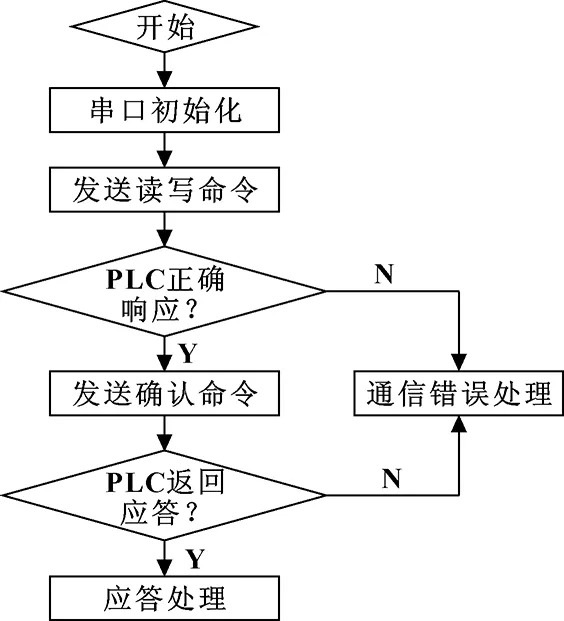
图5 VB与PLC通信流程
3.2.3 数据实时处理
VB获取PLC返回数据的方式为事件触发,如果串口接收缓冲区开始接收数据并达到控件预设数据个数时,系统立刻对采集的数据进行相关提取、运算处理,如果接收的数据只有一个字符,则需要在字符前补“0”,最后补空格。
3.3 VB与数据采集模块通信的实现
VB与ICP_CON 7017模块的信息交互通过USB转485接口连接,该模块有两种通信协议:一种是Modbus RTU协议,另外一种为DCON协议。Modbus RTU协议代码复杂,因此选用报文格式简单的DCON协议。该协议的数据帧分为指令帧格式(见表3)和响应帧格式,响应帧格式分为正常响应帧(见表4)和错误响应帧(见表5)两种方式。

表3 指令帧格式

表4 正常响应帧格式

表5 错误响应帧格式
表中:“#”、“$”、“~”、“>”、“!”和“?”为始端标识代码,标记该帧为何种类型,其中“#”、“$”和“~”代表指令帧,“>”和“!”代表正常响应帧,“?”代表错误响应帧;地址为指令接收方的站号;“CHKSUM”为指令的校验和,由两位十六进制数组成,校验和的初值为“0”,之后由起始标识符与此帧报文中的字节逐一进行异或运算得到最终结果。
3.4 VB上位机界面功能
为了方便对试验结果及过程进行监控,需要开发上位机人机操作界面,利用VB中的工具,对界面进行编辑和绘制。界面中需要有起动机主要参数的曲线监测、PLC下位机的控制、起动机耐久考核的次数(包括成功和失败的次数)以及发动机状态的报警设置等主要功能区域。
4 试验测试案例
利用起动机耐久试验考核装置对重庆华川电装生产的起动机进行测试。起动机线圈外壳选取温度监控测点(位置点A)采用风机吹拂保持线圈外壳温度45 ℃以下,现场测试情况如图6所示。

图6 试验测试现场
企业标准中规定中:起动机耐久性测试进行20 000次成功次数达到100%;起动机线圈温度始终低于45 ℃。经过实践证明,该起动机耐久性考核装置可靠性强、系统运行稳定性好。
5 结束语
通过对汽油机起动机耐久考核的过程进行总结和分析,提出一种在发动机真实状态下起动机耐久考核的方法。选择了基于VB上位机、S7-700 型号的PLC和ICP_CON 7017数据采集模块的自动化控制系统,利用LC梯形图设计实现对起动机在发动机上耐久试验工况的控制,并利用VB与PLC稳定、可靠的PPI通信设计,实现了起动机耐久考核和相应数据的采集。
为了保证发动机在长时间的起动过程中不出现故障,又增加了VB上位机与ICP_CON 7017数据采集模块的通信程序设计,对发动机的机油压力、燃油压力和系统电压等主要参数以及起动机的外壳温度进行实时监控,使得试验能够顺利进行。通过汽油机用起动机的耐久考核试验,证实了基于VB与PLC的汽车起动机耐久性试验方法的合理性和实用性。
【1】管功湖,赵小明.基于PLC的汽车起动机耐久性试验系统[J].微特电机,2009,37(7):26-28. GUAN G H,ZHAO X M.Durability Test System of the Automobile Starter Motor Base on PLC[J].Small & Special Electrical Machines,2009,37(7):26-28.
【2】张军,范学,李高林.汽车用起动机台架耐久试验标准解读[J].汽车电器,2012(7):63-65. ZHANG J,FAN X,LI G L.Interpretation to Starter Endurance Test Standard[J].Auto Electric Parts,2012(7):63-65.
【3】李江全,汤智辉,朱东芹,等.Visual Basic数据采集与串口通信测控应用实战[M].北京:人民邮电出版社,2010.
【4】丁莉君,吴晓君.VB6.0下S7-200PLC与PC机的串行通信[J].制造业自动化,2007,29(1):84-86. DING L J,WU X J.Serial Communication between S7-200 PLC and PC Based on VB6.0[J].Manufacturing Automation,2007,29(1):84-86.
【5】许其义,武玉强,初学导.西门子S7-200 PPI协议获取及其通信控件研究[J].自动化仪表,2008,29(1):33-36. XU Q Y,WU Y Q,CHU X D.Capturing S7-200 PPI Protocol and Research on Communication Controls[J].Process Automation Instrumentation,2008,29(1):33-36.
【6】王运坚.VISUAL BASIC6.0应用指南[M].北京:人民邮电出版社,1998.
【7】蒋学润,李中华,毛宗源.基于VB的数据采集智能模块与上位机串行通信的实现[J].自动化仪表,2003,18(6):61-63. JIANG X R,LI Z H,MAO Z Y.Realization of Serial Communication between Intelligent Module and Host Computer in VB Environment[J].Process Automation Instrumentation,2003,18(6):61-63.
【8】李志宏,杜鹃,张平,等.基于VB的PLC和上位机通信的实现方法[J].控制工程,2002,9(1):35-37. LI Z H,DU J,ZHANG P,et al.The VB-based Realizing Method of Communication Between PLC and IPC[J].Control Engineering of China,2002,9(1):35-37.
Automobile Starter Durability Test Method Based on PLC and VB
LOU Jianmin,LU Hongquan,ZANG Yungang,WANG Dongyan,GONG Maoyun
(Harbin Dongan Auto Engine Co.,Ltd., Harbin Heilongjiang 150066,China)
To achieve automobile starter durability assessment, a monitoring and control method was proposed based on VB and PLC. Through the ladder diagram, PLC program was designed, so that the PLC could be used to realize loop control to the starter durability test conditions. The monitoring software of the upper computer was written by using Basic language, which was communicated with PLC and data acquisition module through PPI protocol and RS485,then automatic control to the whole process of automobile starter durability test was achieved. The assessment test results show that the control method can accurately reflect the durability of the starter in vehicle.
Automobile starter; Durability; Automatic control
2016-07-18
娄建民,学士,助理工程师,研究方向为汽车发动机及零部件试验开发。E-mail:loujianmin@daae.cn。
10.19466/j.cnki.1674-1986.2016.11.007
U467.4+97
B
1674-1986(2016)11-031-05
