大功率高频接触焊双焊脚结构的改进与应用
2016-12-16张新民王海峰储程国
张新民,王海峰,储程国
(中海石油金洲管道有限公司,浙江 湖州313000)
大功率高频接触焊双焊脚结构的改进与应用
张新民,王海峰,储程国
(中海石油金洲管道有限公司,浙江 湖州313000)
为了解决大壁厚、中大直径HFW钢管在生产过程中焊脚电极搭接处出现的“打火”及电极烧损现象,分析了传统接触焊焊脚结构存在的问题以及影响,发现材料选择不当、尺寸过小、安装不当、冷却不良、异常刮擦和自然磨损等是降低电极使用寿命的重要因素。通过对主要原因进行分析,介绍了一种双焊脚的设计方案,并对其原理、使用方法进行了论述。通过在实际生产中进行应用,发现该双焊脚设计能够有效解决此类问题。
焊管;高频焊管;接触焊;焊脚;双焊脚
中大直径HFW钢管常用的焊接方式有感应焊和接触焊两种。接触焊因其显著的节能优势,更加受到生产厂家的推崇。传统接触焊均采用双侧单个焊脚导电的形式,结构精巧而复杂。在中大直径、大壁厚HFW钢管的生产过程中,由于焊脚电极传输的焊接电流非常大,焊脚电极搭接处容易出现“打火”现象,电极容易快速烧损,并造成钢管焊缝两侧与电极接触位置产生“烧坑”。这一问题影响了生产的连续性和焊缝质量的稳定性,制约了接触焊的广泛应用,多数厂家还是以能耗较高的感应焊方式生产HFW焊管。
1 传统接触焊焊脚结构
1.1 传统接触焊焊脚工作特点
焊脚及电极的主要功能是传输焊接过程需要的强大电流,因此对焊脚及电极的要求较高。焊脚及电极材料通常采用具有良好导电性、耐磨性和经济性的铜合金材料;焊脚的机械结构须转动灵活,方便操作时上下调节;焊脚与管体必须保证足够的接触面积和适当的接触压力;焊脚必须进行充分冷却,以带走电流通过时产生的热量;两个焊脚之间还应当保持良好的绝缘。
1.2 传统接触焊焊脚存在的问题
常用接触焊采用双侧单个焊脚的结构,通过焊接V形角形成闭环回路,如图1所示。生产中焊脚及电极出现损坏并产生质量问题的原因较多,如材料选择不当、尺寸过小、安装不当、冷却不良、异常刮擦和自然磨损等。正常磨损情况下,电极的使用寿命约为500~1 000 min,但在异常情况下,焊脚电极使用寿命只有几十分钟或更少。经过对生产过程的研究与分析,发现由于成型边沿波浪形变化的不稳定性,引起接触面压力变化,从而导致接触不良而产生电极电弧放电打火,使焊脚电极局部温升过快而迅速熔化,是焊脚电极异常损坏的最主要原因。
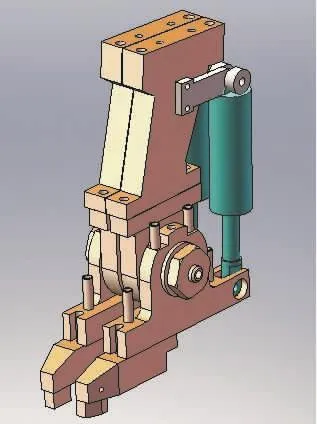
图1 双侧单焊脚结构示意图
焊脚电极异常损坏时产生的不良影响主要集中在以下几个方面:①焊脚电极异常熔化烧坏,导致生产中断,生产材料损耗,成本显著增加,生产效率降低;②接触面处“打火”使焊接电流不稳定,影响焊接质量的稳定性;③管体与其接触表面造成“烧坑”,影响产品外观质量;④熔化的焊脚电极铜元素进入焊缝,影响焊缝的物理性能。这些问题制约了接触焊的广泛应用,致使不少厂家不得不选择能耗较高的感应焊接方式。
2 焊脚结构改进的设计思路
通过研究分析,中海石油金洲管道有限公司(以下简称“金洲管道”)设计了一种双焊脚的结构形式。在传统双侧单焊脚的基础上,改进为双侧双独立焊脚的结构,也就是在焊缝的同一侧前后布置两个焊脚,并联在焊机的同一个输出端,共同分担输出电流。两个焊脚可以单独转动,如果焊缝处板边出现鼓包或波浪形时,可以使任意一个焊脚电极保证与板边贴合,确保电流正常传导,双侧双焊脚结构如图2所示。
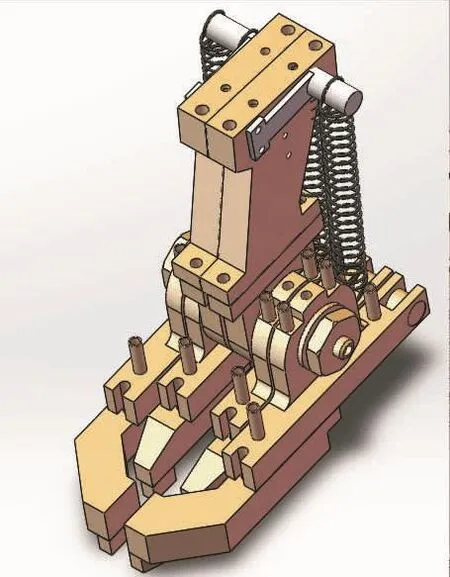
图2 双侧双焊脚结构示意图
电弧放电的原理是当电源提供较大功率的电能时,若电极间电压不高,回路中有较小间隙时,间隙的气体或金属蒸气中可持续通过较强的电流,并发出强烈的光辉,产生几千至上万摄氏度高温,表现为“打火”现象。
由于生产工艺的需要,传输的焊接功率和电流无法随意减小,而通过增加焊脚电极导电面积,可以同比例地减小单位面积传送的电流。采用双侧双焊脚的方式,正常情况下可以使单个焊脚电极承受的电流减小一半。另外,采用双焊脚结构形式,当一个焊脚电极接触不良时,电流通过另一焊脚电极传送,可保证电流传输回路畅通,使焊接电流稳定,可以有效避免电弧放电现象。
3 双焊脚结构设计
3.1 总体结构
如图2所示,双焊脚结构整体包括左右对称的两个单元,分别压在焊缝的两侧,其中每个单元从上至下依次是与高频连接的上连接块、上下连接耳座、中间销轴、前后焊脚、电极以及拉簧等。连接块起承上启下作用,其上部与高频焊机的输出端固定,下面与焊脚连接耳座连接;耳座下面固定的是焊脚;耳座中间是圆形销轴,在传输电流时可以使焊脚灵活转动,在拉簧的拉紧力作用下,即使板边出现波浪形变化,焊脚上的电极都可以紧贴在板边表面,使焊接顺利进行,双焊脚结构的详细设计和连接形式如图3所示。
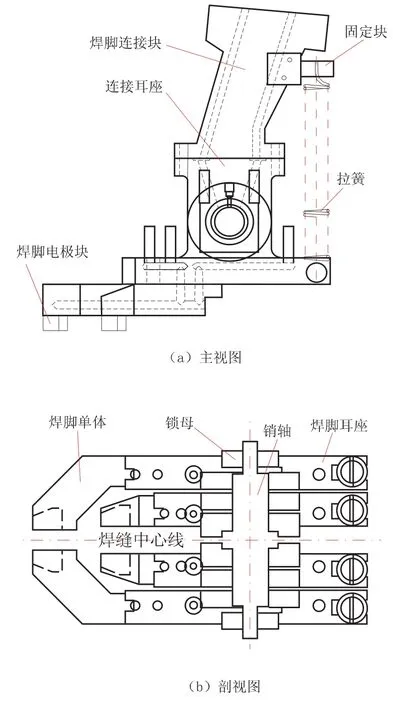
图3 双焊脚结构设计图
3.2 导电回路
焊脚及电极最主要的作用是传输焊机的输出电流,良好的导电性能是设计的关键。因此,所有的材料均采用导电性能优良的铜合金,各部件的连接面通过精加工保证接触良好。焊脚整体通过焊接连接块与高频输出端用不锈钢螺栓紧固,电流通过连接块传输到焊脚耳座,经过中间的销轴传输分别到焊脚耳座,焊脚耳座上分别固定有前后焊脚,电流继续向下传输至焊脚上的4个独立的电极块,此时电极块与板边通过4个独立的拉簧压紧接触,使得电流可以传输到板边。
3.3 随动功能
合适的接触压力是焊脚正常工作的重要条件。随动功能的主要目的是给焊脚一个向下的预紧压力,使得板边出现波浪或褶皱时能上下浮动,保证焊脚电极始终紧贴板边以确保电流传输。该功能由安装在后侧的拉簧来实现,拉簧材质为普通弹簧钢,拉簧上部的固定块和下部与焊脚固定部分采用绝缘材料制成。
3.4 冷却回路
在电流通过焊脚时会不可避免地产生大量的热能,使焊脚整体发热而损坏,为防止这一问题出现,金洲管道在焊脚各部件的内部加工了导通管路,见图3(a)中各部件的虚线部分。工作时将冷却液从端口接入即可进行内部循环流动,同时在外面直接喷洒冷却液,从而可以从里到外全方位对焊脚进行冷却。
3.5 使用方法
双焊脚的各部件组装成一个整体安装于高频设备的输出端,两侧焊脚及电极之间用绝缘板隔开,如图4所示。工作时焊脚整体在高频输出端气缸推动下快速落下至钢管表面,继续下压后使焊脚的电极平面与板边水平贴紧,此时拉簧受力,给前端电极产生预压力,同时当板边有起伏时焊脚可随动起伏,使电极始终紧贴板边,保证焊接正常进行;工作结束时焊脚则随焊机输出端一起抬起,与板边脱离接触。当焊脚电极达到正常磨损极限后可松开焊脚固定螺栓进行电极块的更换。
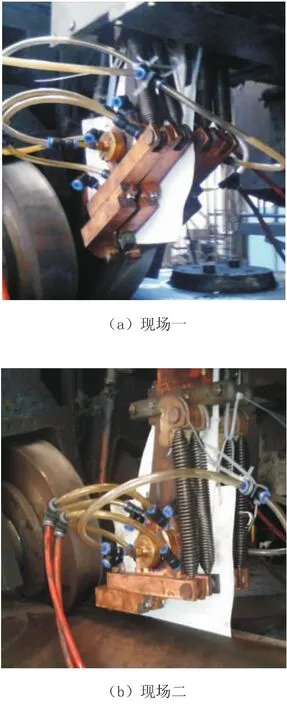
图4 双侧双焊脚使用现场
4 双焊脚结构应用效果
双焊脚结构是在原单焊脚的基础上每侧各增加了一个焊脚,保证板边出现波动时始终有一个焊脚与其接触,保证焊接电流能正常通过;同时,增加的焊脚可以在焊接过程中将焊接电流分成两路传递到钢管,使单位面积上通过焊脚的电流减少,避免了因接触不良造成的电弧放电“打火”现象,提高了焊缝整体质量,如图5所示。另外,两个焊脚同时使用,通过每个焊脚的电流减少,使电极损坏较少,使用寿命得到成倍提高,如图6所示。

图5 焊缝两侧无“打火”、“烧坑”现象

图6 双焊脚电极工作状况
5 结 语
对高频直缝焊管的生产来说,一方面要保证钢管的焊缝质量,另一方面是要降低钢管的生产成本。接触焊相比感应焊,电能消耗可有效降低,对节能降耗具有重要的意义。通过实践证明,双焊脚结构的改进和应用,是一种良好的创新实践,在中大直径HFW焊管生产中值得推广。
[1]成大先.机械设计手册[M].北京:化学工业出版社,1993.
[2]何世全,徐德怀,繁丁,等.高频焊管温度监控系统及其影响因素分析[J].兰州理工大学学报,2011(2):24-27.
[3]李鹤林.中国焊管50年[M].西安:陕西科学技术出版社,2008.
[4]刘玉文,余大典,李建新,等.宝钢HFW610焊管机组的技术先进性分析[J].钢管,2006,35(1):32-37.
[5]殷国茂.中国钢管飞速发展的10年[M].成都:四川科学技术出版社,2009.
[6]王三云,赵佳.中直径HFW焊管机组单卷和连续生产工艺的优缺点分析比较[J].钢管,2009,38(2):58-62.
[7]焊接钢管学委会秘书处.接触焊技术在中国石油集团渤海装备钢管制造公司的HFW生产线上应用成功[J].钢管,2009,38(3):68-72.
[8]成海涛,杨秀琴.我国钢管行业未来发展趋势分析[J].钢管,2009,38(1):10-17.
[9]佟连勋,朱兴伟.高频直缝感应焊管技术及焊接质量分析[J].钢管,1994(2):14-19.
[10]张发.高频焊技术的发展与应用研究[J].内蒙古石油化工,2010(24):149-150.
Improvement and Application of High-power High-frequency Contact Welding Double Leg Structure
ZHANG Xinmin,WANG Haifeng,CHU Chengguo
(Cnooc Jinzhou Pipes Co.,Ltd.,Huzhou 313000,Zhejiang,China)
In order to solve the problems occurred in welding leg overlap joint during manufacture procedure of thick-wall and large diameter HFW pipe,such as strike a light and electrode burning loss,it analyzed the existing problems and influence of traditional contact welding leg structure,and found the important factors reducing electrode service life,including improper material selection,undersize,poor cooling,abnormal scratch,natural wear and so on.Through analysis on main reasons,it introduced a kind of double welding leg design scheme,and expounded its working theory and using method.Through practical application,it found this double welding leg design can effectively solve such problems.
welded pipe;high frequency welded pipe;contact welding;welding leg;double leg welding
TG431
B
10.19291/j.cnki.1001-3938.2016.08.007
张新民(1967—),男,高级工程师,中海石油金洲管道有限公司总经理助理,目前主要从事HFW焊管生产设备与生产管理工作。
2016-03-16
张 歌