直缝埋弧焊管焊偏测量方法探讨
2016-12-16罗华权陈晓丽杨力能
罗华权,陈晓丽,曹 峰,宋 娟,杨力能
(1.中国石油集团石油管工程技术研究院,西安710077;2.长庆油田分公司苏里格气田研究中心,西安710018)
直缝埋弧焊管焊偏测量方法探讨
罗华权1,陈晓丽2,曹 峰1,宋 娟1,杨力能1
(1.中国石油集团石油管工程技术研究院,西安710077;2.长庆油田分公司苏里格气田研究中心,西安710018)
分析了焊偏的定义,对直缝埋弧焊管焊偏量的测量方法及其优缺点进行了比较,列举了国内外相关标准对焊偏量的相关要求,并进行分析。结果表明:API标准和石油行业标准中对焊偏定义只是粗略的概括,其测量方法并不明确;焊趾中心线法、焊道弧顶点距离法、焊道中脊线法及X射线检验法各有优缺点,但都难以准确反映实际偏移量,建议采用焊道熔合区中心线法,此法较为唯一和准确;在管道外径较大的情况下,建议使用外焊道焊趾连线或壁厚中心连线为钢管表面切线平行线,使得焊道熔合区中心线法更具可操作性和唯一性,建议GB/T 9711—2011中对焊偏量的测量方法采用焊道熔合区中心线法;国内直缝埋弧焊管焊偏量的限定标准是在参考国外同类型标准的基础上制定的,在重大工程的应用中偏于严格。
直缝埋弧焊;焊管;焊偏量;测定方法
直缝埋弧焊管广泛应用于石油天然气工业、压力容器等行业,焊偏量是焊接工艺质量的参数之一,焊偏量过大,直缝埋弧焊缝中可能引起层间未熔合和未焊透等缺陷。这些缺陷易造成焊接接头强度降低,理化性能下降,引起管道失效。因此,直缝埋弧焊管的产品标准中,特别是国内外重大高钢级管线项目标准中,例如西气东输管道工程一线、二线、三线及中亚管线等,对焊偏量都有严格的限定。
1 焊偏的定义
根据美国石油学会标准API STD 5T1[1](缺欠术语标准)第10版,焊偏(偏离焊缝,out-of-line weld beads or off seam)的定义为:焊缝的内焊道和(或)外焊道与焊接侧边接合界在径向偏离,引起未焊透。石油天然气行业标准SY/T 6445—2000[2](石油管材常见缺陷术语)对焊偏的定义表述为:内焊道和(或)外焊道的中心线与焊接侧边接合界产生偏离(不对中)状态,当偏离足够大时,可能引起未焊透。SY/T 6445—2000基本沿用API STD 5T1第10版的定义,增加了“中心线”的描述,但是此“中心线”并不明确。这两种定义也并未给出测量示意图或测量方法。
2 焊偏的测量方法及其优缺点
目前,国内外重大管道工程一般采用高钢级、大壁厚钢管,以降低管道建设成本,如西气东输二线采用X80级Φ1 219mm×22mm、Φ1 219mm×26.4mm、Φ1 219mm×33mm等规格钢管,这样可以提高管道输送压力,进而提高输气量,又可以减少钢材用量,提高其安全性。随着管道壁厚的增加,管道直缝埋弧焊接一般采用双丝焊接法[3-7]、外焊道双丝焊接和内焊单丝焊接法,这样的焊接方法对于不同的焊偏量测量方法出现了一些争议。
焊偏量的实验室测量方法主要采用金相检验法(酸蚀法),通过在焊管上取样,进行金相打磨、抛光,最后通过硝酸酒精酸蚀焊道部位,得到清晰的焊道图像,在线检验一般采用X射线法。不同测量方法如图1所示。
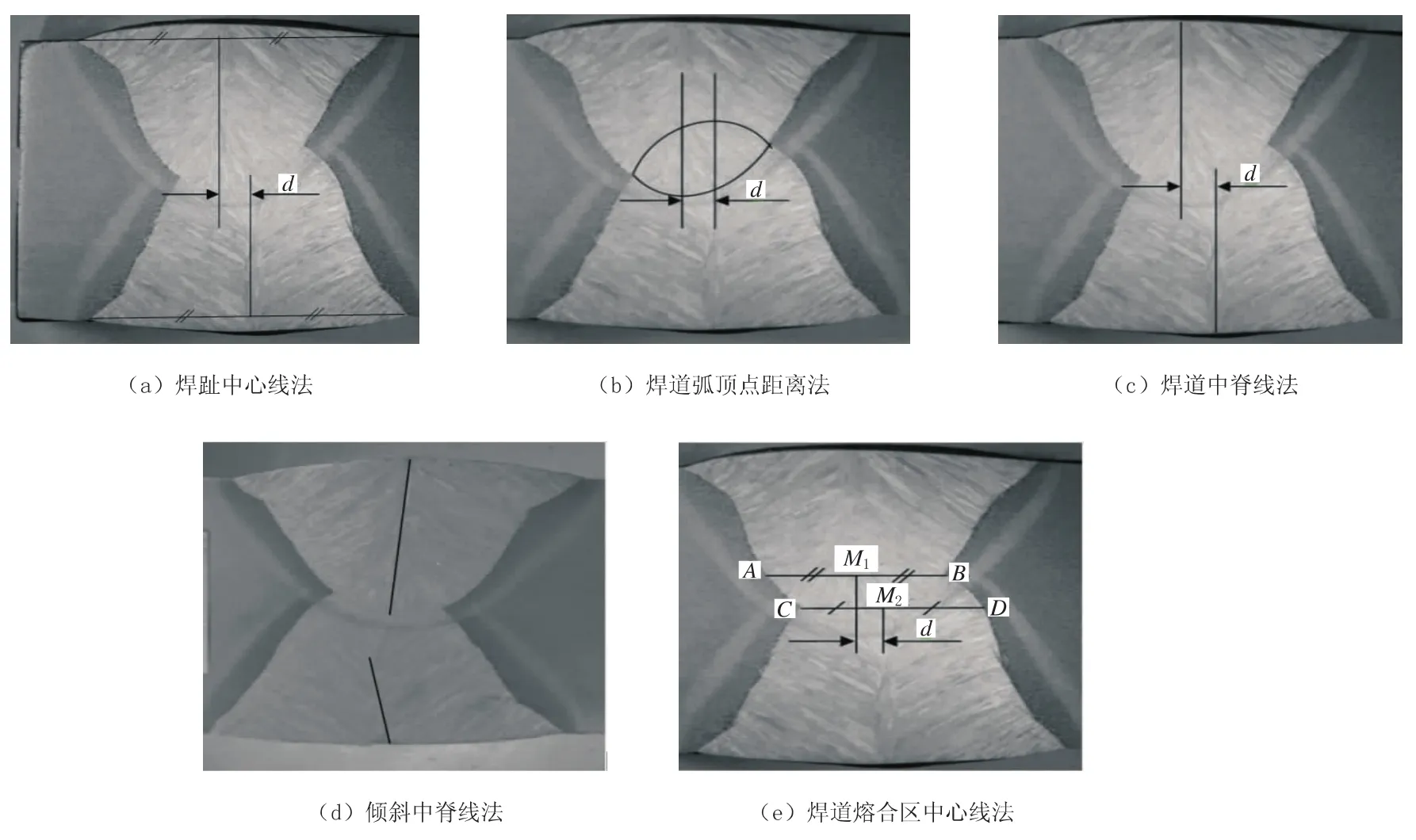
图1 焊偏量的测量方法
(1)焊趾中心线法。焊缝试样经抛光、硝酸酒精酸蚀,在清晰显示焊缝内、外焊道后,找出内外焊道焊趾连线的中心线,其中心线的距离即为焊偏量,如图1(a)所示。焊趾中心线法操作简单、方便,测量结果唯一。由于焊偏测量的意义在于保证内、外焊道完全焊透和熔合。当采用焊趾中心线法时,对于双丝焊焊接的外焊道,可能存在外焊前丝焊缝熔深中心与内焊缝中心偏移,造成未熔合和未焊透,而外焊后丝焊缝中心与内焊缝中心不偏移。采用此方法时,焊偏量符合标准要求,但不能准确反映内外焊道熔合部位的实际偏移量,这样就失去了对焊偏测量的意义。
(2)焊道弧顶点距离法。在焊缝试样酸蚀后,用笔勾划出其弧顶轮廓,找到顶点,测量内外焊道弧顶点距离。此方法虽然能较为准确地反映内外焊缝熔合部位的偏移,保证焊缝金属的熔合量,但主观性较强,个人随意性较大,外焊道弧形轨迹基本能根据焊道图形绘出,但内焊道弧顶无轨迹(被外焊道熔合),无法准确描绘弧顶轨迹和定点,全凭感觉和想象,是不准确的。因此不同的人测量,其结果不一定相同,如图1(b)所示。
(3)焊道中脊线法。焊缝试样酸蚀后,根据焊道结晶中线测量焊偏(图1(c))。但实际焊道中脊线并不一定成直线,也不一定平行,所以也难以测量焊偏量(图1(d))。
(4)焊道熔合区中心线法。根据API SPEC 5L—2012[8](该法实际在 API SPEC 5L—2007-ADDENDUM已经规定)规定,如图1(e)所示,M1、M2分别为两条横穿熔敷焊道平行线AB、CD的中点,这两条线平行于钢管表面切线,并通过内外焊道熔合线的交点。d为偏移距离,即分别通过点M1和点M2、且垂直于钢管表面切线的两条线之间的距离。该方法的基本点在于规范内外焊道熔合部分的偏移量,焊道表面部位可以不予考虑偏移,以达到控制焊偏的目的,该方法测量结果较为准确,消除了上述不同测量方法引起的争议,目前使用较多。
但使用此方法测量焊偏时,根据API SPEC 5L—2012标准规定,通过点M1、M2的两条平行线AB、CD要平行于钢管表面切线。由于没有明确什么位置的钢管表面切线,怎么确定钢管表面切线(此焊缝位置,钢管表面为焊缝余高,其表面并不是规则的圆弧形,其切线难以确定),因此在划两条平行线AB、CD时主观性较大,具有一定的随意性,如果AB、CD两条平行线的位置发生变化,可能导致M1、M2点的位置变化,进而影响焊偏量d值的大小。因此,笔者认为这里应该明确是什么位置的钢管表面切线,使用怎样的方法来确定。
在实际操作过程中,当管道外径较大时,外焊道焊趾连线基本和钢管外表面切线(此切线为没有余高时的钢管外表面圆弧最高点的切线)重合。所以笔者认为,在管道外径较大时,可以考虑把外焊道焊趾连线作为通过钢管外表面切线的平行线,而AB、CD线以此为基准进行绘制,从而减少主观性和随意性,使得测量结果更加唯一。另外,当不存在错边或者错边较小时,还可采用焊缝试样两边壁厚中心线连线作为钢管外表面切线的平行线,进而定出AB、CD两条平行线的位置,确定焊偏量。
以焊趾中心线法确定焊偏量如图2所示。针对组合焊(COW)偏移量,因为组合焊的焊缝在焊接过程中,第一道焊缝是连续的,且采用熔化极气体保护电弧焊焊接,然后进行埋弧焊,在钢管的内、外表面至少各有一道焊缝,而熔化极气体保护电弧焊焊道未完全被埋弧焊焊道熔化。显然,内外表面焊道没有直接熔合,而是内、外焊道分别和熔化极气体保护电弧焊焊道熔合,所以不便用SAW钢管焊道熔合区中心线法测量焊偏量,而是采用内外焊道焊趾中心线法来确定(如图2(a)所示)。
GB/T 9711—2011[9]标准中埋弧焊(SAW)焊偏测量方法与API SPEC 5L—2007版中相同,只给出了如图2(b)所示的示意图,由于实际内外焊道的形貌并不是完全左右对称的,焊趾中心线法的不足在文中已经论述,因而测量结果可能存在偏差和争议。
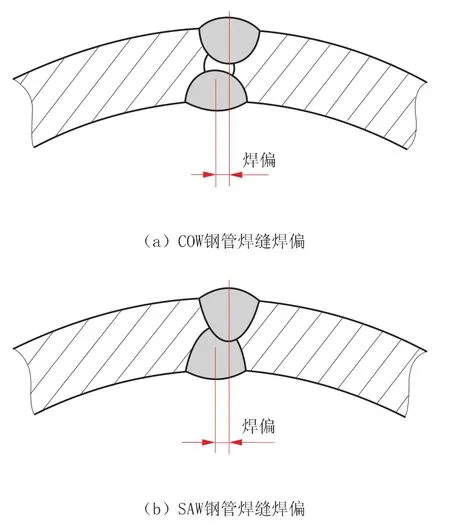
图2 以焊趾中心线法确定焊偏量示意图
(5)X射线检验法。对于焊缝焊偏的在线检测,有的采用X光工业电视显像法,依据焊缝加强高度在屏幕显示出的焊缝灰度来判断内外焊缝的偏移量,其原理基本是以焊趾中心线为依据,具体方法参考文献[10]。此法虽然简单、便捷,但难以充分保证直缝埋弧焊管焊偏量是否符合标准要求,只是一种粗略的估算,可以作为一种辅助检测方法。
3 国内外标准对焊偏量的规定
焊偏量是焊缝工艺质量是否符合标准要求的一个重要参数,目前国内外许多焊接钢管标准,特别是国内管道建设重大工程技术条件中,对其有明确的限定。笔者对焊缝焊偏量和测量方法进行了比较,主要涉及以下10个标准:①API SPEC 5L—2012《管线钢管规范》;②GB/T 9711—2011《石油天然气工业管线输送系统用钢管》;③Q/SY XQ 15—2003《西气东输管道工程直缝埋弧焊管技术条件》;④Q/SY GJX 0104—2007《西气东输二线管道工程用直缝埋弧焊管技术条件》;⑤Q/SY GJX 117—2012《西气东输三线0.8设计系数管道用X80螺旋埋弧焊管技术条件》;⑥SY/T 5037—2012《普通流体输送管道用埋弧焊钢管》;⑦《GB/T 28413—2012锅炉和热交换器用焊接钢管》;⑧CSA Z245.1-07《加拿大国家标准-管线钢管标准》;⑨ISO 3183—2012《石油天然气工业管线输送系统用钢管》;⑩Q/SY ZG 16—2011《中亚管线X80直缝埋弧焊钢管技术条件》,不同标准对焊偏的具体要求见表1。
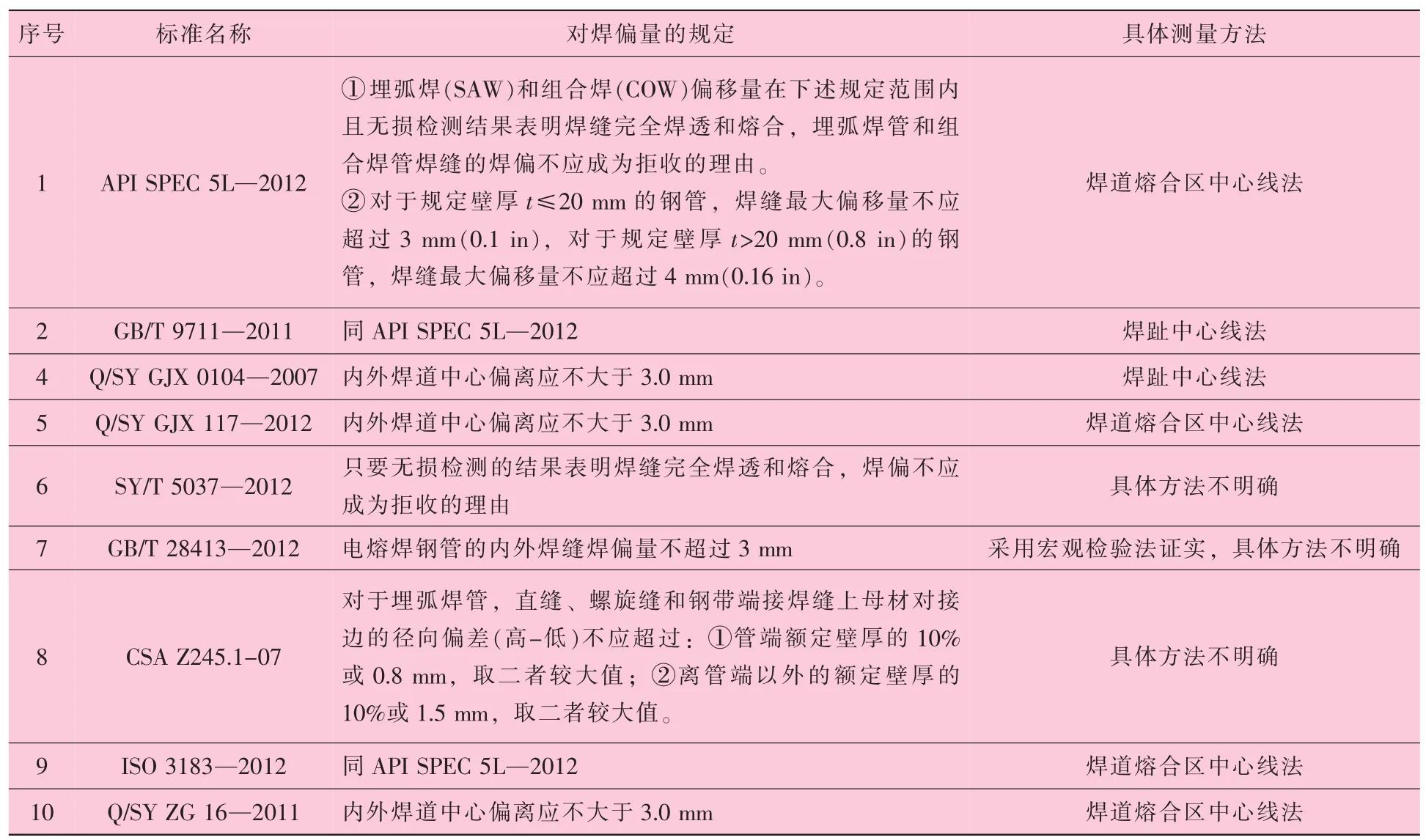
表1 不同焊管标准对焊偏的要求
目前,包括API SPEC 5L—2012、ISO3183—2012、Q/SY ZG 16—2011、Q/SY GJX 117—2012等国际管线管标准和重大管道工程技术标准,都采用了焊道熔合区中心线法测量焊偏量,且对焊偏量都有明确的规定,个别标准更加严格。例如:加拿大国家管线钢管标准CSA Z245.1-07,对于焊偏量的规定较API SPEC 5L—2012更为严格。西气东输管道工程一线、二线、三线和中缅管线等重大管道工程技术要求基本都规定内外焊道焊偏量不超过3mm,对于壁厚大于20mm(0.8 in)的钢管,稍严于API SPEC 5L—2012。而GB/T 9711—2011仍然采用焊趾中心线法,建议采用焊道熔合区中心线法,避免带来争议。对于普通流体输送用直缝埋弧焊管,对焊偏量没有具体规定和要求,但要求无损检测,且焊缝完全焊透和熔合。
4 结 论
(1)API标准和石油行业标准中对焊偏定义只是粗略的概括,其测量方法并不明确。测量焊偏量的焊趾中心线法、焊道弧顶点距离法、焊道中脊线法及X射线检验法各有优缺点,但都难以准确反映实际偏移量,建议采用焊道熔合区中心线法,此法较为唯一和准确。
(2)在管道外径较大的情况下,建议使用外焊道焊趾连线或壁厚中心连线为钢管表面切线平行线,使得焊道熔合区中心线法更具可操作性和唯一性,建议GB/T 9711—2011对埋弧焊管焊偏量的测量方法采用焊道熔合区中心线法。
(3)国内直缝埋弧焊管的焊偏量限定标准是在参考国外同类型标准的基础上制定的,在重大工程的应用中偏于保守。
[1]API STD 5T1(第 10版),Standard on Imperfection Terminology Tenth Edition[S].
[2]SY/T 6445—2000,石油管材常见缺陷术语[S].
[3]韩彬,邹增大,曲仕尧,等.双(多)丝埋弧焊方法及应用[J].焊管,2003,26(4):41-44.
[4]李桓,张宝红,孙国夫,等.热丝填充埋弧焊原理及应用[J].焊接学报,1998(1):27-30.
[5]陈文静,屈金山,钟玉,等.双丝埋弧焊工艺及焊接接头性能研究[J].焊接技术,2008(1):4-7.
[6]付魁军,及玉梅,翟晓莉.双丝埋弧焊工艺参数对接头组织与性能的影响[J].焊接,2004(7):25-28.
[7]蔡立民.MZS-1250型双弧双丝埋弧焊设备及工艺[J].电焊机,2006(4):38-40.
[8]API SPEC 5L—2012,管线钢管规范[S].
[9]GB/T 9711—2011,石油天然气工业管线输送系统用钢管[S].
[10]史经建.螺旋埋弧焊管的焊偏及定量分析[J].焊管,2003,26(6):43-47.
Determining Method of Weld Misalignment of Longitudinal Submerged Arc Welding Steel Pipe
LUO Huaquan1,CHEN Xiaoli2,CAO Feng1,SONG Juan1,YANG LiNeng1
(1.CNPC Tubular Goods Research Institute,Xi’an 710077,China;2.Changqing Sulige Gas Field Research Center,Xi’an 710018,China)
The definition of welding misalignment was analyzed,the advantages and disadvantages of determining method of longitudinal submerged arc welding steel pipe weld misalignment were compared.The relevant requirements for welding misalignment in the relevant standards at home and abroad were listed and analyzed.The results showed that the definition of welding misalignment in API standard and the oil industry standard is a rough summary and the method of measurement is not clear.It has the advantages and disadvantages of the determining method of weld misalignment by using the weld toe center line method,the weld arc vertex distance method,the ridge line bead method and the X-ray test method,and they are difficult to accurately reflect the actual offset.It is recommended that using the weld fusion zone center line method to determine weld misalignment because it is more unique and accurate.In the case of larger diameter of pipe,the outside weld toe line or the center line of the wall thickness is recommended to be the parallel line of the steel pipe tangent line,and it would be more operability and uniqueness for the weld fusion zone center line method.The weld fusion zone center line method is recommended to determine weld misalignment for GB/T 9711—2011.The limited standard of welding misalignment in our nation is formulated on the basis of foreign standards of the same type and it is stricter in abroad in the application of major engineering projects.
longitudinal submerged arc welding;welded pipe;weld misalignment;determining method
TG445
B
10.19291/j.cnki.1001-3938.2016.08.015
罗华权(1983—),男,工程师,硕士,长期从事石油管材质量监督检验及研究工作。
2016-04-15
黄蔚莉
