螺旋焊管精焊机组驱动辊角度的自动控制
2016-12-16李强
李 强
(中油宝世顺(秦皇岛)钢管有限公司,河北 秦皇岛 066206)
螺旋焊管精焊机组驱动辊角度的自动控制
李 强
(中油宝世顺(秦皇岛)钢管有限公司,河北 秦皇岛 066206)
为了实现精焊机组驱动辊角度与焊枪跟踪滑板的闭环控制,提高钢管运行的稳定性及跟踪精度,利用从跟踪滑板采集的焊枪偏移信号,通过使用西门子PID控制块FB41对驱动辊角度进行比例积分控制,可实现驱动辊角度的定量调节,大大提高驱动辊角度的调节速度与调节精度,使焊枪跟踪焊缝时可以在滑板中点附近位置运行,从而保证焊缝的跟踪精度及焊接的稳定性,对有效提高精焊焊接质量有着重要意义。
螺旋焊管;精焊机组;驱动辊角度闭环控制;西门子PLC;SEW伺服
龙门架式精焊机组使用两组顶驱式驱动辊,驱动钢管在正交辊道上运行。驱动辊角度调整通过伺服电机进行控制,可在0°~90°范围内调节。在钢管焊接时,驱动辊角度与预焊后钢管螺旋线方向一致,使钢管沿螺旋线方向运行,保证焊接点位置固定。在内外焊使用META激光跟踪系统对焊缝进行实时跟踪,控制驱动滑板带动焊枪移动,实现焊缝的自动跟踪。
尽管如此,由于驱动辊角度设定不准确以及钢管在正交辊道运行时窜动等原因,钢管在运行时焊点位置可能会出现纵向移动。若焊接时钢管焊点位置偏移过大,虽然焊枪在跟踪系统的控制下可以一直跟随焊缝,但由于内焊滑板的移动范围只有±80mm,有可能出现内焊滑板运行到极限位置,导致无法继续跟踪焊点的情况,对焊接造成很大影响。在这种情况下,我们提出了驱动辊角度实现自动闭环控制的解决方案。
1 驱动辊角度控制
1.1 硬件组成
驱动辊角度调整使用SEW伺服电机进行驱动,驱动器使用SEW配套的MDX61B系列伺服控制器。伺服控制器通过DFP21总线接口卡接入精焊传动控制系统西门子S7-300PLC的Profibus-DP总线网络,实现分布式总线控制。精焊传动控制系统网络组态如图1所示。

图1 精焊传动控制系统网络组态图
1.2 驱动辊角度计算及控制
驱动辊角度调整使用位置控制方式,可实现电机高精度定位控制。电机安装有高精度绝对值编码器,精度为4 096 P/R。电机运行定位控制精度可以达到1 P。从驱动辊0°位置为起点开始运行,90°位置对应的编码器脉冲为325 482。通过电机配套减速机与外部齿轮减速后,可以计算出驱动辊角度旋转1°对应的编码器计数脉冲为3 616,因此,可以实现驱动辊角度的高精度控制。通过PLC程序进行换算,在焊接不同规格钢管时只需要在触摸屏上输入所需的驱动辊角度,即可实现高精度快速自动换道。
1.3 驱动辊角度调整方式

图2 精焊控制系统触摸屏界面
精焊控制系统触摸屏界面如图2所示。系统设计了驱动辊角度在焊接时手动调整和自动调整两种控制功能。在手动模式下,操作人员可以根据钢管运行的偏移情况,利用操作按钮对驱动辊角度进行微调,每次调整量可以在触摸屏上设定,最小控制精度可以达到0.01°。在自动模式下,系统可以根据焊接滑板的偏移量自动对驱动辊角度进行调整。
2 焊枪跟踪滑板控制
2.1 焊枪移动机构组成
精焊内、外焊的焊枪分别安装在内、外焊的二维驱动滑板上,随着驱动滑板移动实现对焊缝的跟踪。驱动滑板分为纵向移动滑板和高度调节滑板,用于控制焊枪的纵向焊缝跟踪与高度跟踪。各滑板均由三菱伺服电机驱动。
2.2 焊缝跟踪控制
精焊焊接控制系统由西门子S7-300系列PLC、工控机、三菱伺服控制器等元件构成。从激光跟踪系统发出的控制信号,经过焊接系统PLC处理,通过三菱伺服控制器驱动伺服电机运行,带动焊枪移动,实现焊缝跟踪。
2.3 滑板位置信号采集
三菱伺服电机安装有增量式编码器,与伺服控制器连接。由于三菱伺服控制器不具有DP总线接口,无法直接与西门子PLC建立总线通讯,因此系统使用了西门子FM350-2高速计数器对编码器数据进行读取。读取到的信号经过PLC处理与计算,换算为以mm为单位的位置数据并显示在触摸屏上。精焊机组信号传输系统如图3所示。
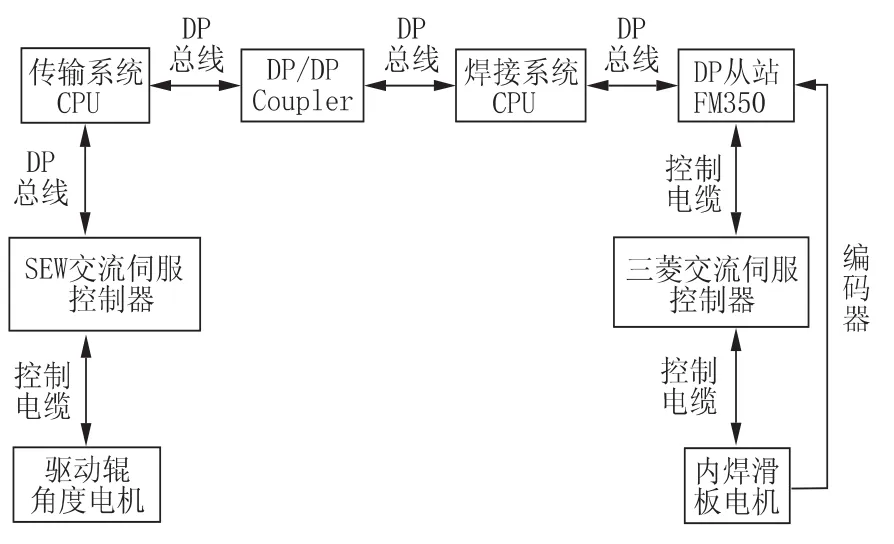
图3 精焊机组信号传输系统图
为保证跟踪滑板在纵向运行方向有一定的移动余量,每次钢管焊接前都会将焊枪复位到滑板中心位置,定义为参考原点。在焊接时,利用焊枪跟踪焊缝后偏移原点的距离作为偏差信号,通过DP/DP Coupler将偏差信号传输至传动系统PLC,用于控制驱动辊角度进行闭环调节。
3 驱动辊角度闭环控制
3.1 PID闭环控制原理


式中:kp—比例系数;
Ti—积分时间常数;
Td—微分时间常数;
s—拉普拉斯算子。
在实际工程中,只需要调整合适的PID参数即可实现高精度的闭环控制。这里采用西门子PLC的PID控制块FB41进行调节。
3.2 西门子PLC的PID控制
西门子功能块FB41是连续控制的PID块,用于控制连续变化的模拟量。它将PID控制原理程序化、模块化,能够比较容易地实现高精度的自动闭环控制。
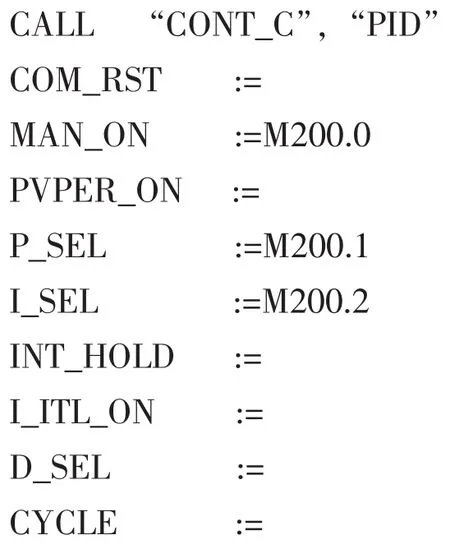
西门子连续控制PID控制程序为:

3.2.1 主要输入参数说明
P_SEL:BOOL型变量,比例选择位。该位为ON时,选择P(比例)控制有效。本程序中用变量M200.1设置为ON。
I_SEL:BOOL型变量,积分选择位。该位为ON时,选择I(积分)控制有效。本程序中用变量M200.2设置为ON。
D_SEL:BOOL型变量,微分选择位。该位为ON时,选择D(微分)控制有效。本程序中未使用。
SP_INT:REAL型变量,PID的给定值。本程序中设置为0.0。
PV_IN:REAL型变量,PID的反馈值。本程序中设定变量ID40即为跟踪滑板偏移原位的位置偏差信号。
GAIN:REAL型变量,比例增益。本程序中设定为2.5。
TI:TIME型变量,积分时间。本程序中设定为200 s。
TD:TIME型变量,微分时间。本程序中未使用微分,因此无效。
DEADB_W:REAL型变量,死区宽度。如果输出在平衡点附近微小幅度振荡,可以考虑用死区来降低灵敏度。本程序中设定为2。
LMN_HLM:REAL型变量,PID上极限。本程序中设定为100%。
LMN_LLM:REAL型变量,PID下极限。一般为0%,如果需要双极性调节,则需设置为-100%。本程序中设定为-100%。
3.2.2 主要输出参数说明
LMN:REAL型变量,PID输出。本程序中MD20即作为调整值反馈到驱动辊角度设定值中,用于控制驱动辊角度自动调节。
LMN_P:REAL型变量,PID输出中P的分量。
LMN_I:REAL型变量,PID输出中I的分量。
LMN_D:REAL型变量,PID输出中D的分量。
通过对西门子PID控制块的比例、积分等相应参数进行适当的设定与调试,利用跟踪滑板实际位置与参考位置的偏差,对驱动辊角度进行调节与控制,最终即可实现精焊驱动辊角度与跟踪滑板位置的全自动闭环控制。
4 结语
综上所述,利用从跟踪滑板采集的焊枪偏移信号,通过使用西门子PID控制块FB41对驱动辊角度进行比例积分控制,可实现驱动辊角度的定量调节,大大提高驱动辊角度的调节速度与调节精度,使焊枪跟踪焊缝时可以在滑板中点附近位置运行,从而保证了焊缝的跟踪精度,提高了焊接的稳定性,对有效提高精焊焊接质量有着重要意义。
[1]廖常初.S7-300/400PLC应用技术[M].北京:机械工业出版社,2003.
[2]崔坚.西门子S7可编程序控制器-STEP7编程指南[M].北京:机械工业出版社,2008.
[3]王德吉.西门子工业网络通信技术详解[M].北京:机械工业出版社,2012.
[4]吴忠强,张秀玲,刘志新,等.自动控制原理[M].北京:国防工业出版社,2004.
[5]向晓汉.西门子PLC高级应用实例精解[M].北京:机械工业出版社,2015.
[6]寇宝泉,程树康.交流伺服电机及其控制[M].北京:机械工业出版社,2008.
[7]罗红福,胡斌.Profibus-DP现场总线工程应用实例分析[M].北京:中国电力出版社,2008.
[8]白志刚.自动调节系统解析与PID整定[M].北京:化学工业出版社,2012.
[9]龚仲华.三菱篇-交流伺服与变频器应用技术[M].北京:机械工业出版社,2008.
[10]陈伯时.电力拖动自动控制系统[M].北京:机械工业出版社,2005.
Study on the Automatic Closed-loop Control of the Driving Roller Angle in SAWH Pipe Two-step Welding Process
LI Qiang
(Zhongyou BSS(Qinhuangdao)Petro-pipe Co.,Ltd.,Qinhuangdao 066206,Hebei,China)
In order to realize closed-loop control for finish welding unit driving roller angle and welding torch tracking skateboard,to improve the stability of the steel pipe running and tracking accuracy.Using welding torch offset signal from the racking skateboard to carry out proportional integral control for driving roller angle through control block FB41,which can realize quantitative regulation of driving roller angle,greatly improve the regulating speed and precision of the driving roller angle,make the welding torch run near the midpoint of the skateboard position during tracking weld,thus guarantee the weld seam tracking precision and welding stability,it has important significance for effectively improve finish welding quality.
spiral welded pipe;finish welding machine;driving roller angle closed-loop control;SIEMENS PLC;SEW servo
TG439.9
B
10.19291/j.cnki.1001-3938.2016.08.010
李 强(1984—),男,工程师,工学学士,现主要从事螺旋焊管预精焊生产线电气设备管理与自动化研究工作。
2016-05-12
李红丽