基于PID算法的塑料挤出机温度控制系统研究
2016-12-14李月英齐仁龙
李月英,齐仁龙
(郑州科技学院,河南省郑州市 450064)
基于PID算法的塑料挤出机温度控制系统研究
李月英,齐仁龙
(郑州科技学院,河南省郑州市 450064)
温度是塑料挤出工艺中的关键参数,塑料挤出机的温度控制系统具有非线性和滞后控制等特点,严重影响挤出机温度控制的响应速度和稳定性。为解决传统比例积分微分(PID)控制的缺点,在传统PID控制的基础上,结合模糊控制的优点,提出了一种复合模糊PID控制算法,并采用Matlab软件对该模糊PID复合控制器进行仿真。结果表明,复合模糊PID算法对塑料挤出机温度控制精度高,调节时间较带有补偿环节的PID控制方式缩短了56%,系统稳定阶段的超调量为0,稳定性更好。
塑料挤出机 比例积分微分控制算法 模糊控制算法 温度控制系统
影响塑料挤出成型工艺的主要参数是温度、压力以及挤出速率[1]。其中,温度是影响塑料挤出过程的最重要因素,稳定的温度控制才能保证挤出产品的质量。塑料对温度敏感,挤出机温度控制过高,塑料原料可能会因为高温而发生局部热降解,影响挤出产品质量,甚至产生次品或废品;挤出机温度控制过低,若低于黏流温度,则会影响挤出工艺流程,进而影响产品质量。为保证塑料挤出机温度控制的稳定性,本工作在传统比例积分微分(PID)控制的基础上,结合模糊控制的优点,提出了一种复合模糊PID控制算法,对塑料挤出机的温度控制系统进行优化和调节。
1 塑料挤出机温度控制系统模型
塑料挤出机料筒的各加热段相互连接,不同加热段的温度会相互传递。对于挤出机的温度控制,PID控制算法的控制对象为各加热段的温度,不同加热段的控制是相互独立的。大多数挤出机采用的温度控制系统结构见图1。

图1 挤出机温度控制系统Fig.1 Temperature control system in extruder
料筒的温度是控制对象,由于温度具有自我平衡的特性,实际建模时可将其视为二阶系统纯滞后模型。被控对象抽象为二阶系统之后,采用系统辨识的方法降阶,在实际分析和描述时,可以采用一阶惯性滞后环节来分析,其描述表达式见式(1)。仿真分析均以式(1)中的模型传递函数为基础。式中:G(s)为模型传递函数;s为频域变量;K为控制对象的静态增益;T为时间常数;τ为纯滞后时间。

2 传统PID算法的温度控制
2.1温度控制原理
随着控制理论的发展,控制方法越来越多,也更加复杂,但大多数塑料挤出机控制方式仍然采用传统PID控制。传统PID控制的控制器结构简单、参数设计方便[2]。PID控制是一种负反馈控制,这种控制方式是基于负反馈来减小控制对象中的不平衡原理。对于PID控制算法,首先要获得系统的被控量与反馈之间的误差,之后系统会针对误差信号进行比例、积分以及微分运算处理,最后将各部分运算结果做整体处理,并反馈到输入端控制系统输入量。传统PID控制结构见图2。

图2 传统PID控制结构Fig.2 Structure of traditional PID control
2.2纯PID控制与带有补偿器的PID控制仿真
对于纯PID控制,其描述表达式见式(2)。

式中:u(t)为控制器的输出;e(t)为控制器输入,也是误差信号,是输出值与给定值的差;Kp为比例系数;Ti为积分时间;Td为微分时间;t代表时间。
挤出机温度控制系统实际是一个大惯性并且滞后的系统,常规的PID控制算法在实际使用中也可以使系统达到稳定状态,但系统的调节时间很长,系统的超调量也较大,在工业应用中控制器起的作用不明显[3]。
实际应用过程中,纯PID控制有可能达不到控制要求,因此,需要对其进行优化。针对系统设计一个补偿环节,在实际进行控制调节时,被控对象和补偿器被当作一个整体,这个整体就是新的控制对象。控制系统引入补偿器之后,超前反馈依然有效,系统的调节器会提前动作,由于超前调节的存在,系统超调量减小,调节速度增加,减小了控制系统延迟环节对系统稳定性的影响[4]。系统的补偿环节描述表达式见式(3)。

通过人工整定系统的Kp,Ti,Td,采用Matlab软件仿真,优化参数,在系统给定输出为190 ℃时,带有补偿器的控制系统和纯PID控制系统仿真响应曲线见图3。由图3看出:人工整定的带有补偿器的系统性能指标中,调节时间为1 680 s,超调量为0;人工整定的纯PID控制性能指标中,调节时间为1 390 s,超调量仿真结果为2.4%。调节时间短,系统超调量大(见图3b),若通过补偿环节减小超调量,调节时间会增加(见图3a)。这说明采用纯PID控制与带有补偿器的PID控制算法,调节时间与超调量难以调和,均不能同时满足要求。
3 复合模糊PID控制算法设计及仿真
温度控制系统是非线性滞后系统,可以通过模糊控制解决控制系统滞后的问题。模糊控制采用模糊化的规律总结,不需要被控对象的数学模型即可对温度实现较好控制。纯PID控制系统响应速度慢,在温度上升阶段采用纯PID控制不能获得理想的温升曲线。如果采用纯模糊控制,在温度稳定阶段,由于模糊化的控制策略不适用于稳定状态时的误差控制,难以达到较高的控制精度。如果将两种控制方式的优势结合,在温升阶段采用模糊控制,在温度稳定阶段采用纯PID控制,形成复合模糊PID控制,在不同阶段通过开关切换不同控制模式。这种复合控制模式既具有模糊控制响应速度快的优点,又具有PID控制稳态误差小的优点,可实现两种控制方式的优势互补[5-6]。
在系统控制策略上,如果在大的输出偏差范围内,偏差处于某个阈值之外就采用模糊控制方式,可以获得良好的瞬态性能;如果在小的输出偏差范围内,即偏差处在设定范围内,控制方式则采用PID控制,可以获得良好的稳态性能。两种控制方式之间的转换阈值都通过程序根据事先设定偏差范围自动实现。复合模糊PID控制结构见图4。
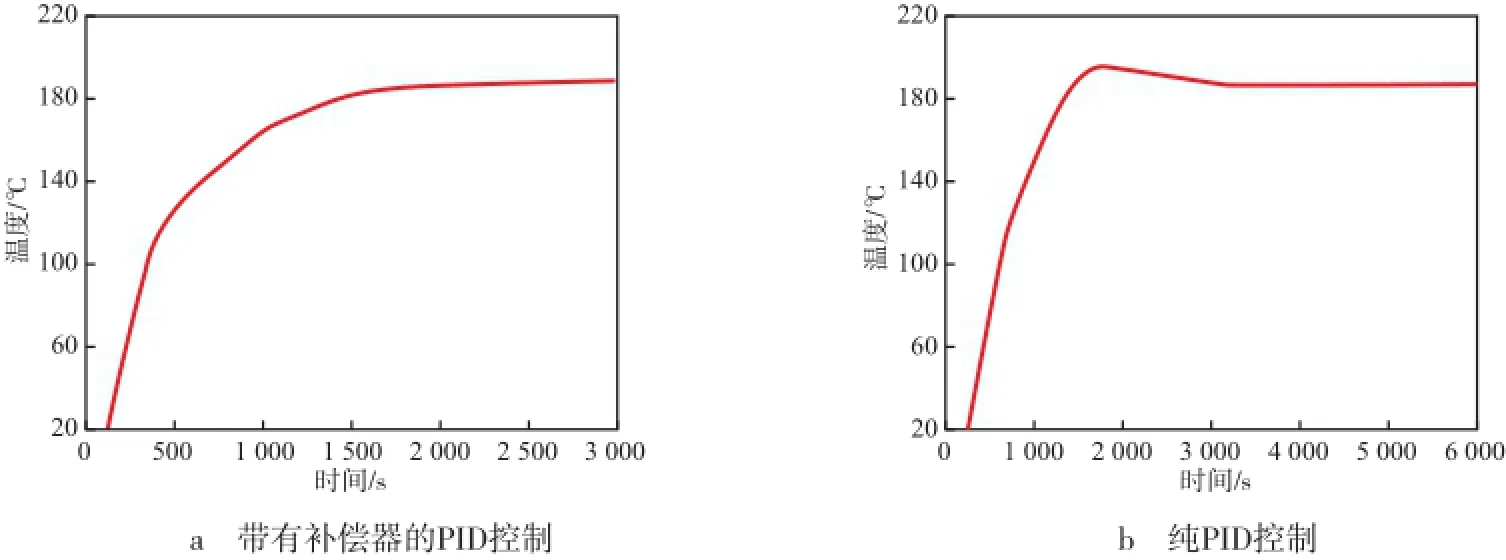
图3 带有补偿器的PID控制及纯PID控制系统仿真响应曲线Fig.3 Simulated response curves of pure and compensator-supported PID control system

表1 反应曲线法确定参数Tab.1 Parameters determined by response curve method

Fig.4 Structure of compound fuzzy PID control注: e为偏差设定值,r为输入,y为输出。
3.1复合模糊PID控制中的纯PID控制参数整定
纯PID参数整定的方法较多,而反应曲线法被认为是最优的。若采用试凑法整定参数,需要通过临界振荡实验获取参数,而反应曲线法不需要这类实验[7]。仿真实验需要的整定数据能通过简单方法获得,在实际工业设计过程中得到广泛应用。对象动态的特性参数Ko,t以及T通过阶跃响应实验和简单的数据处理便可获得。再按表1经验数据求出PID控制的3个初始参数Kp、积分系数(Ki)、微分系数(Kd)。
当输出误差较小时,系统采用复合模糊PID控制,这个阶段就是系统稳定阶段,这时控制器的作用是保持温度稳定、提升系统稳态精度,在这种使用条件下,Kp,Ki,Kd均较小。
3.2复合模糊PID中的模糊控制
模糊控制系统响应较快、鲁棒性较好,能对复杂模型以及不精确系统进行有效控制。根据挤出机温升控制特点及温度控制精度的要求,分析输入、输出变量。模糊控制器设计为单变量结构二维模糊控制器,控制器的系统输入量为偏差,单位时间偏差的变化量为ec,控制系统输出控制的量为u。
模糊控制有多种控制模型,塑料挤出机的模糊控制采用sugeno模型,这种模型控制规则的线性度由系统的输入变化量来决定,sugeno模型是理想的多变量控制器,它对于动态非线性的控制系统也适用。在控制系统不同的温度阶段,控制系统采用分阶段线性控制方式。仿真实验就采用模糊控制模型与PID控制结合[8-10]。
通过实验数据总结塑料挤出机的温度变化规律,可得出温度控制的经验。如当料筒温度较低时,温度上升快,这时就不需要对温度进行控制。根据这些数据规律和经验总结,完成模糊规则表的制定。在对温度进行控制时,以控制系统的偏差和ec作为输入,采用查表得到的值计算u值。温度控制输出规则见表2。
3.3复合模糊PID控制仿真
从图5a可以看出:采用Matlab软件仿真,温度控制系统输出设定值为195 ℃时,单独采用模糊控制器控制系统温度,其调节时间为1 300 s,超调量为0,控制系统稳态误差为1。输出设定值为195 ℃时,复合模糊PID控制仿真响应曲线如图5b(PID控制的Kp,Ki,Kd取值分别为0.05,0.000 01, 0.5)。采用复合模糊PID控制,升温阶段系统响应快,在偏差很小时,复合模糊控制中的PID控制才会开始作用,优化仿真参数后的调节时间为610 s,超调量和稳态误差为0。

表2 模糊控制器的模糊控制规则Tab.2 Fuzzy control rules of fuzzy controller

图5 模糊控制和复合模糊PID控制的响应曲线Fig.5 Response curves of fuzzy control and compound fuzzy PID control
4 结论
a)针对传统PID控制算法对塑料挤出机温度控制的不足,提出复合模糊PID控制算法,并采用Matlab软件对该复合模糊PID控制器进行仿真。
b)复合模糊PID控制具有较好的控制性能,在塑料挤出机的升温阶段具有快速性,在保温阶段不存在稳态误差。
c)运用复合模糊PID控制算法,挤出机温度控制系统在稳定阶段的稳定性增强,与传统PID控制相比,初始温度上升阶段调节时间更短。
[1] 骆志高,陈嘉真.塑料成型工艺及模具设计[M].北京:机械工业出版社,2009:49-54.
[2] 张海燕. 塑料挤出机温度控制系统设计[D].武汉:武汉理工大学,2011.
[3] 苏绍兴,黄金梭. 模糊PID控制在复合纸板分切机速度控制中的应用[J].包装工程,2014,35(9):80-84.
[4] 周献华,黄兴元,余忠.变频加热在塑料挤出机温度控制中的应用[J].塑料,2011,2(2):105-108.
[5] 王海青,姬长英,刘同召.模糊自整定PID温度控制系统的建模与仿真[J].计算机工程,2012,38(7):233-235.
[6] 王建,郭迪,陈晋南.数值模拟研究螺筒结构对单螺杆挤出机性能的影响[J].塑料科技,2012,40(10):74-84.
[7] 肖页兴.胎面三复合挤出生产线挤出温度预测模型的研究[D].广州:华南理工大学,2012.
[8] 彭炯,陈晋南.同向旋转双螺杆挤出机计量段中聚合物挤出的模拟[J].中国塑料,2011,15(7):39-42.
[9] 廖晓辉,王晓伟.基于模糊PI控制的超声波换能器谐振频率跟踪系统仿真[J].河南科学, 2015,33(3): 411-415.
[10] 邱宗斌,李启新,武志学.基于PLC的混砂车自动控制系统研究[J].石油矿场机械, 2015,44(12):74-76.
Research on temperature control system in plastics extruder based on PID theory
Li Yueying, Qi Renlong
(Zhengzhou Institute of Science and Technology, Zhengzhou 450064, China)
Temperature is the key parameter in plastics extrusion, however, the temperature control system in plastics extruder features nonlinear and hysteresis control, which affects the response speed and stability of temperature control. A compound fuzzy proportional integral differential(PID)control algorithm is presented to solve the drawbacks in traditional PID control algorithm, which is based on traditional PID control coupled with the advantages of fuzzy control algorithm and has been simulated by Matlab. The results show that the temperature control in extruder has high precision by means of compound fuzzy PID control algorithm. Its regulating time is reduced by 56% compared with that of compensation PID control method. The overshoot is 0 in stable stage of the system, which implies greater stability.
plastics extruder; proportional integral differential control algorithm; fuzzy control algorithm;temperature control system
TQ 320.5
B
1002-1396(2016)06-0059-04
2016-07-09;
2016-09-16。
李月英,女,1982年生,硕士,讲师,2013年毕业于南京理工大学控制工程专业,现主要从事自动控制方面的研究。E-mail:my-129@163.com。
2016年度河南省产学研合作科技攻关项目(162107000010)。
