碳纤维增强复合材料与金属钎焊研究
2016-12-13牛红伟宋晓国赵洪运
牛红伟,赵 宇*,刘 多,宋晓国,赵洪运
(1.长春工业大学 材料科学与工程学院,吉林 长春 130012;2.哈尔滨工业大学(威海) 山东省特种焊接技术重点实验室,山东 威海 264209)
碳纤维增强复合材料与金属钎焊研究
牛红伟1,赵 宇1*,刘 多2,宋晓国2,赵洪运2
(1.长春工业大学 材料科学与工程学院,吉林 长春 130012;2.哈尔滨工业大学(威海) 山东省特种焊接技术重点实验室,山东 威海 264209)
概述了近年来对C/C复合材料、Cf/Al复合材料和Cf/SiC复合材料与金属材料钎焊连接的研究进展,重点介绍了复合材料钎焊的钎料种类及连接方法。简要探讨了Cf/LAS复合材料的钎焊研究情况。
复合材料;钎焊;界面组织;抗剪强度
0 引 言
碳纤维增强复合材料是指将石墨纤维或碳纤维作为增强相,将化学沉积碳或石墨化、碳化硅等树脂作为基体的一种复合材料[1]。该材料不仅克服了单一材料易脆性的缺点,提高了材料的抗热震、抗冲击等性能,还保持了基体的优点[2]。碳纤维增强复合材料具有散热快、升温慢、质量轻、尺寸稳定、耐高温、线膨胀系数低、抗腐蚀、抗热振和抗烧蚀等优点,因此,在机械制造、航空航天和核工业等众多领域具有极其广阔的应用前景[3]。
由于碳纤维增强复合材料的加工性能差、延性和韧度低以及制造尺寸大而形状复杂的零件较为困难等缺点,通常需要与金属材料组成复合结构来应用,或者通过复合材料自身的连接来实现复杂构件的制造。因此,实现复合材料与金属或者复合材料自身的优质连接是将其推广和应用必须解决的关键技术之一。机械连接、粘结和扩散焊等常用的连接方法获得的接头都存在缺点,且碳纤维的高温抗氧化性能差,决定了真空钎焊成为连接此类材料的最佳方法。
碳纤维增强复合材料的钎焊可分为两步法钎焊和一步法钎焊。两步法钎焊是采用沉积、烧结、镀敷等方法,将碳粉或金属粉末预置在复合材料表面,再进行常规钎焊。一步法钎焊也称活性钎焊法,它是利用含有化学活性的Ti、Zr、Hf、Pd、V和Nb等过渡族或稀有金属元素的钎料直接完成钎焊的方法[4]。文中综述了C/C复合材料、Cf/Al复合材料和Cf/SiC复合材料的钎焊研究现状,对碳纤维增强复合材料与金属的优质连接和应用具有重要的参考价值。
1 C/C复合材料与金属的钎焊研究
C/C复合材料具有密度小、导热率高、热膨胀系数低、摩擦性能优异、超高温性能好、耐热冲击好、抗烧蚀性能优越和断裂韧性好等特性,在航空航天和原子能等领域得到了应用[5]。为扩大其应用范围,有时要求它与金属连接制成构件使用。
目前,在C/C复合材料的钎焊研究中,通常采用材料表面改性、添加中间层、复合活性钎料钎焊和材料多维设计等方法获得优质接头。
研究发现,采用电子束蒸镀或CVD法可将改性材料沉积在C/C复合材料待焊表面。在用Cr[6]或Cu-Cr合金[7]表面金属化后,生成的Cr-C化合物改善了钎料在复合材料表面的润湿性,并且促使钎料向复合材料中渗入,增加了相互接触面积,使接头强度提高。在复合材料表面预制SiC涂层也能改善钎料在复合材料表面的润湿性,同时缓解热膨胀系数不匹配形成的应力集中[8]。有研究提到用Ti基或Ag基钎料钎焊复合材料与钛合金,先在复合材料表面扩渗、沉积一层3 mm厚的Ni层,再沉积一层2 mm厚的Ti层,形成梯度层,所得接头的室温剪切强度达48 MPa[9]。然而,使用Ti-Ni-Nb钎料[10]金属化后,进行钎焊的接头室温抗剪强度仅为18 MPa,获得的接头界面组织如图1所示[10]。
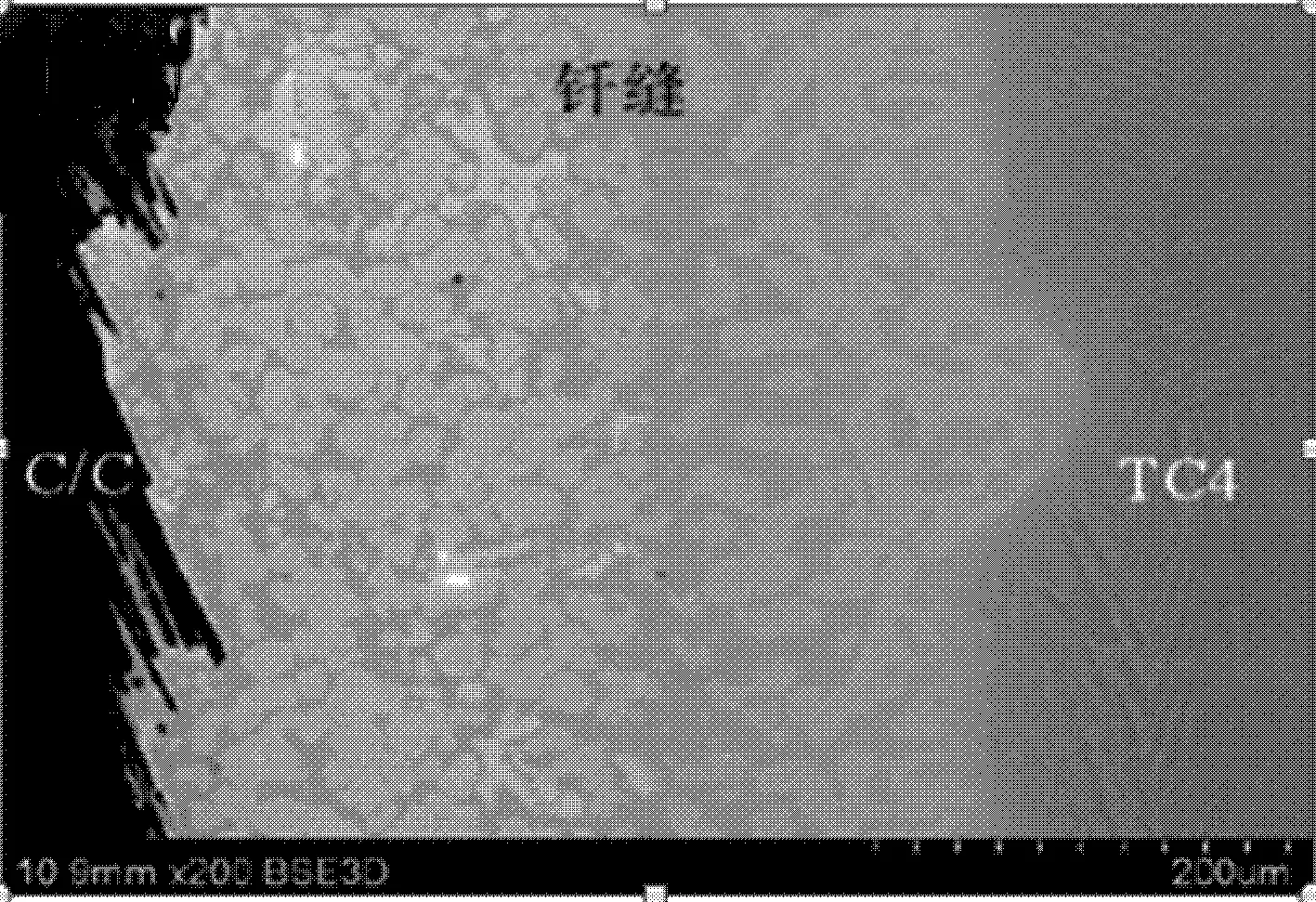
(a) 整体形貌
(b) C/C复合材料侧放大
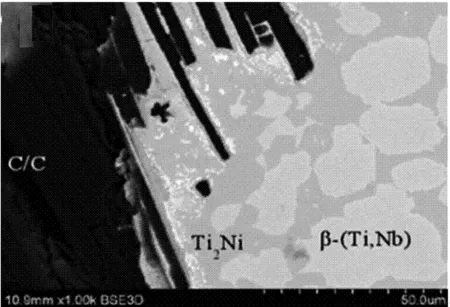
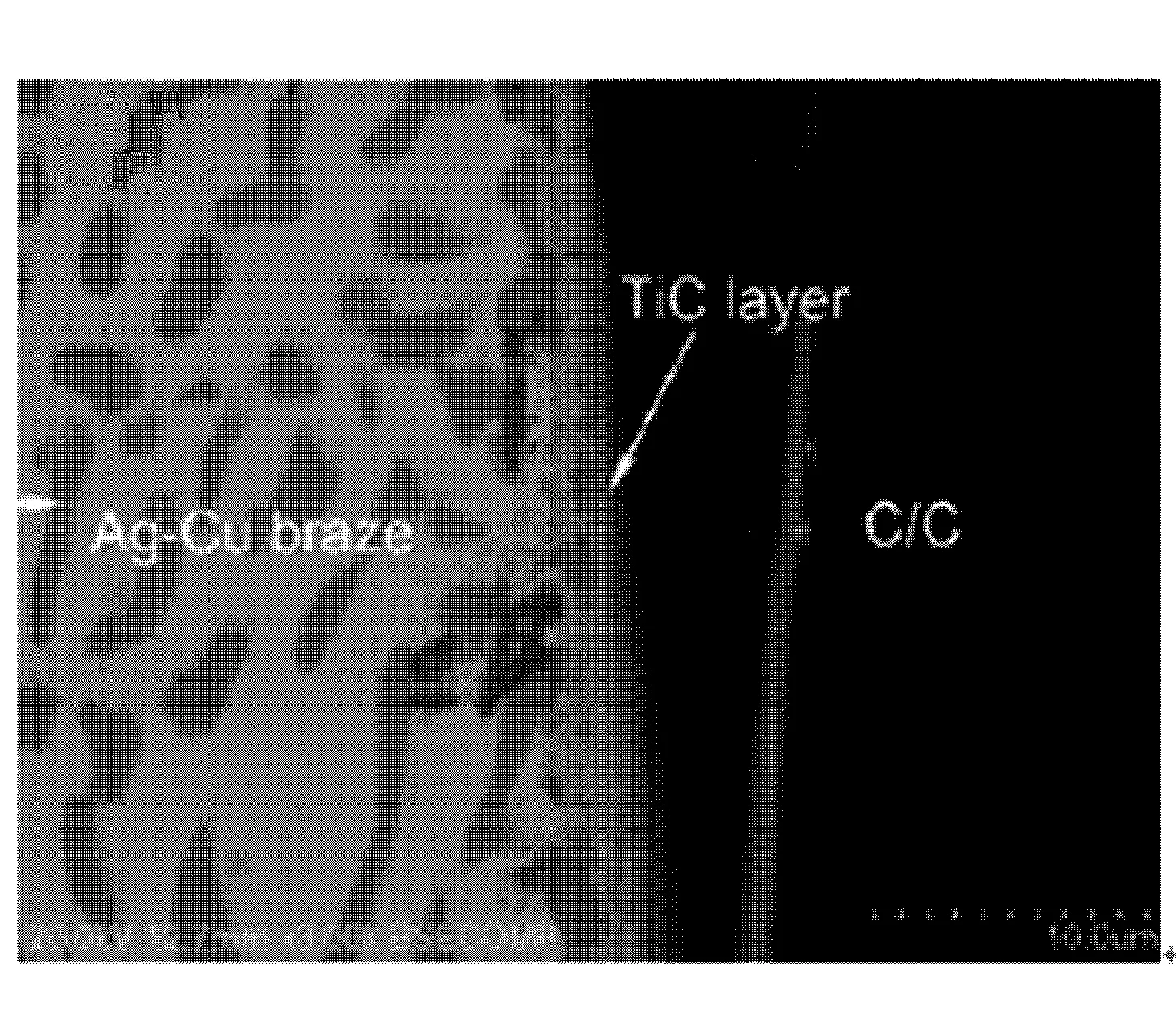
为提高钎料对C/C复合材料的润湿性,可向钎料中添加Cr、Mo、W、Ti和V[11]等活性元素。在钎焊温度下复合材料与活性元素反应生成碳化物,改善钎料的润湿性。目前,对复合材料自身或与金属材料的钎焊主要采用含Cr、Ti和Zr等活性元素的钎料。在用Cu-Cr[12]钎料对C/C复合材料和钨合金进行钎焊时,在复合材料界面处生成的Cr-C反应层是实现冶金结合的关键。钎料中的活性元素Ti能够与复合材料中的C反应生成TiC,使钎料在复合材料表面的润湿性得到明显改善。活性钎料Cu-ABA、Ti-Cu-Ni和Ag-Cu-Ti对C/C复合材料都有良好的润湿性,可用于复合材料与钛合金的钎焊连接[13]。于奇[14]用W-Co-Cr-Ti钎料钎焊复合材料与钼合金时,钎料中的Ti、Cr向复合材料侧富集,Mo元素扩散到复合材料内部,生成TiC、Cr7C3和Mo2C,获得了室温最高剪切强度为30 MPa的接头。采用Ag-Cu-Ti和BNi2+3%TiH2分别钎焊Ni基高温合金K24[15]和GH99[5]与复合材料,接头室温最高抗剪强度分别达16 MPa和40 MPa。Qin Youqiong[16-17]在910 ℃/(10 min)参数下分别用Ag-26.7Cu-4.6Ti和Ag-26.7Cu-4.6Ti-(15wt.%SiC)钎焊复合材料和TC4合金,获得室温最高剪切强度分别为25 MPa和29 MPa的接头,可见采用复合活性钎料所获得的接头质量明显优于采用单一活性钎料的接头,获得的接头界面组织如图2所示[16]。
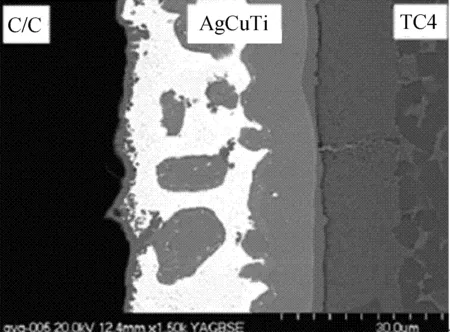
图2 C/C复合材料/Ag-Cu-Ti/TC4
然而,在877 ℃/(5 min)的参数下,用Ti-Zr-Ni-Cu[18]钎料钎焊的接头,室温最高剪切强度仅达15.3 MPa,获得的接头界面组织如图3所示[17]。
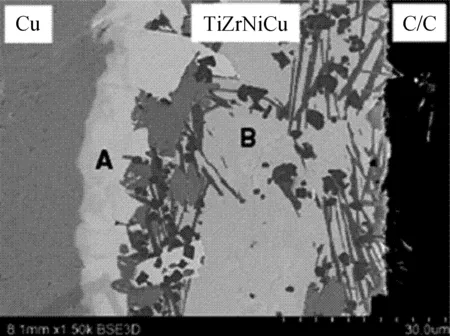
图3 C/C复合材料/Ti-Zr-Ni-Cu/TC4的界面结构
另外,Ti-Cu[19]、Ti-Cu+Cf[20]、49Ti-49Cu-2Be[21]、15Cu-15Ni-70Ti、68.8Ag-26.7Cu-4.5Ti、63Ag-34.3Cu-1Sn-1.75Ti[22]、Ti-Si-SiC-C[23]、Ti-Ni-Si[24]、Al-Ti[25]和Ti-Cu-Si[26]也是钎焊C/C复合材料的常用钎料。
为了缓解接头的残余应力、提高接头强度,在接头中添加软性金属中间层是较好的选择。使用添加了Cu、Mo中间层的Ti-Zr-Ni-Cu活性钎料[18]对C/C复合材料与TC4钎焊连接,可以缓解接头残余应力,获得的接头界面组织如图4所示[18]。
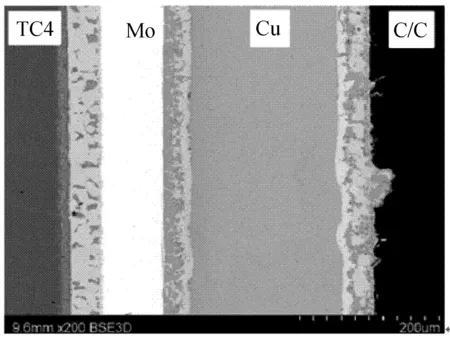
图4 C/C复合材料/Cu/Mo中间层/TC4接头的界面结构
加入中间层后接头室温最高剪切强度为21 MPa,比不加中间层提高了320%。通过软性金属中间层在抗剪强度试验时发生塑性变形从而提高接头的力学性能。
将C/C复合材料连接面进行多维设计(例如加工成锯齿形、用激光加工出小孔或用针孔-激光复合法)增加钎焊连接面积、增强“钉扎强化”效应、降低接头残余应力来提高连接强度。熊江涛[27]等在二维C/C复合材料表面加工出锯齿形,再进行钎焊,结果锯齿形界面强度明显大于平直界面,且钎焊后无宏观裂纹缺陷。Shen Y[28]等用激光束在复合材料表面加工出小孔,提高了接头的抗剪强度,获得的连接界面如图5所示。
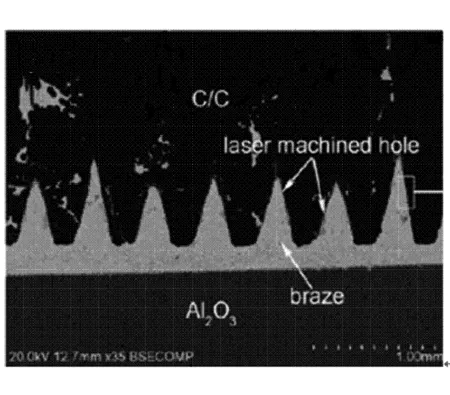
(a) 整个界面
(b) 典型区域放大
徐李刚[29]结合以上两种试验方法,将具有3-D界面结构的复合材料与铌合金进行连接。3-D界面的接头强度要远大于平直界面,尤其是激光烧蚀孔洞和针扎复合方法制备3-D界面,可使接头的抗剪强度提高至92 MPa,相对于平直界面强度提高了440%。
2 Cf/Al复合材料与金属的钎焊研究
Cf/Al复合材料具有密度小,比强度、比刚度高,导电、导热性好,高温强度及高温下尺寸稳定性好等特点,在航天航空领域得到了广泛应用[30]。但由于增强相和铝基体的物理、化学性能差别较大,铝基复合材料的焊接性较差。
目前,对Cf/Al复合材料的钎焊研究很少,冯吉才[31]等用高频感应加热法在500~570 ℃的温度范围内,实现了对Cf/Al复合材料(50vol.%Cf)的钎焊。使用Al-10Si-4Cu钎料钎焊所得接头具有较好的力学性能,室温抗剪强度为75 MPa,断裂发生在钎料层与母材界面上,获得的连接界面如图6所示。
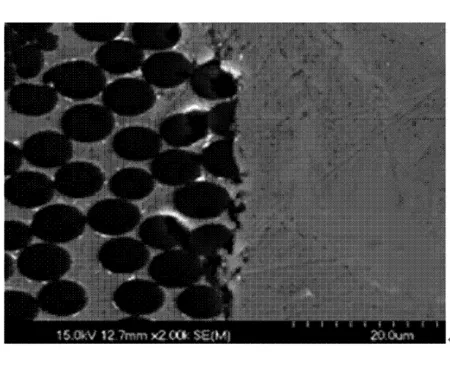
图6 Cf/Al复合材料/Al-10Si-4Cu/Cf/Al复合材料接头的界面结构
3 Cf/SiC复合材料与金属的钎焊研究
Cf/SiC复合材料具有高强度、高模量、耐高温、耐腐蚀、抗氧化、抗辐照和低活性等优异性能,已成为航空航天、核工业等领域中较理想的高温结构及功能材料[32]。
目前,Cf/SiC复合材料的连接主要采用钎焊、扩散焊、先驱体法和在线液相连接技术。其中,钎焊是最常用的方法。研究较多的是复合材料与钛合金、铌合金的连接。
在Cf/SiC复合材料表面Zr金属化的基础上,用Ti-Cu-Zr-Ni非晶钎料实现了母材连接。主要原因是:钎料对Zr金属化层润湿性良好;Zr金属化层与复合材料表面生成Zr3O、ZrC和Zr2Si相;钎料中的Ti元素与两侧母材相互扩散并发生化学反应。在930 ℃/(20 min)条件下得到的接头室温剪切强度最高达124 MPa[33]。连接构件的使用温度不超过500 ℃时,试验中常采用AgCuTi系活性钎料在900~950 ℃/(5~30 min)条件下连接Cf/SiC复合材料和钛合金。一般使用AgCuTi钎料得到的接头残余热应力较大,要提高接头强度常向钎料中添加短C纤维、Al粉、TiC粉和W粉等制成复合钎料再进行钎焊。钎焊工艺参数、接头组织和抗剪强度见表1[34-39],获得的连接界面如图7所示[35,37-38]。
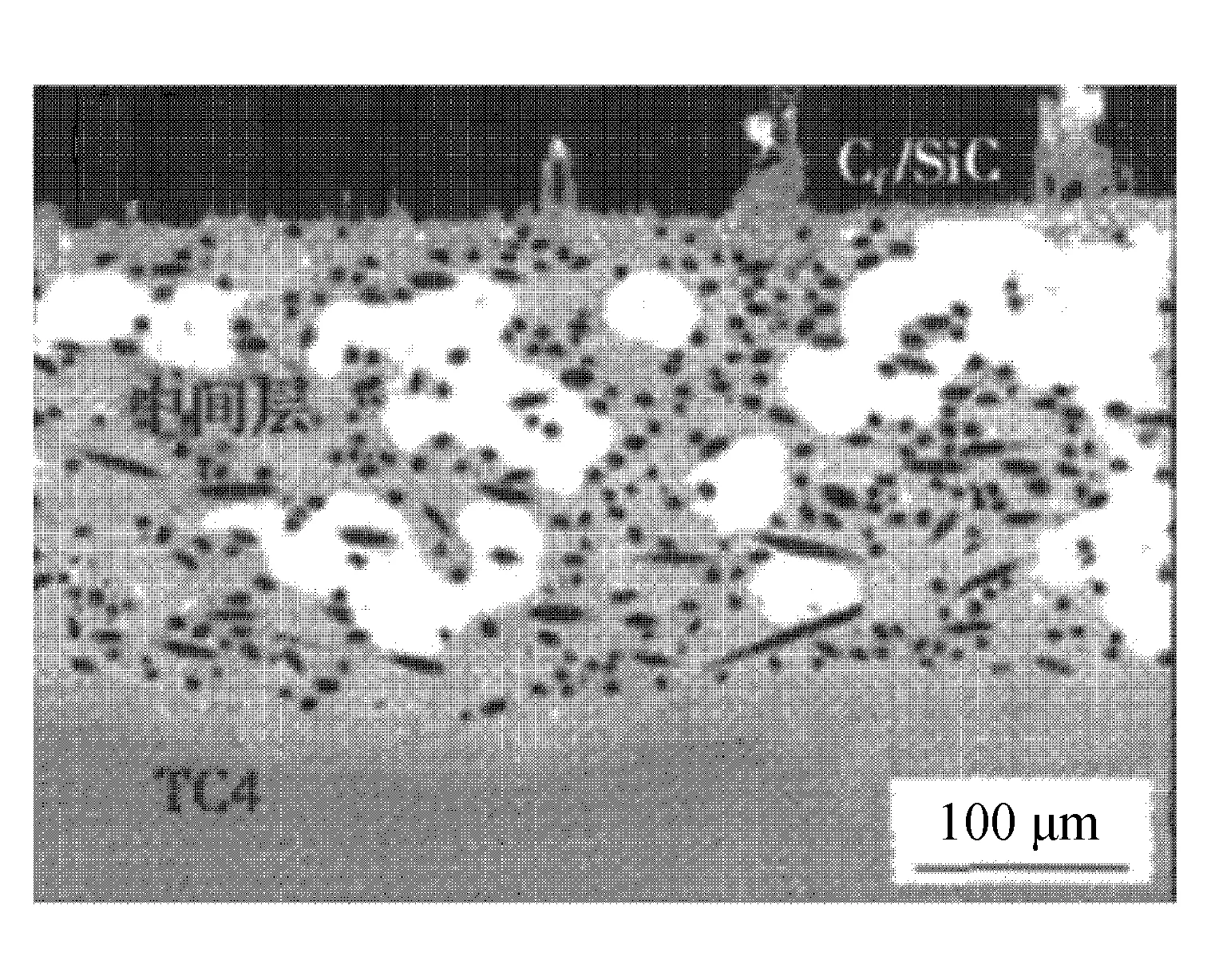
(a) Ag-Cu-Ti+短碳纤维
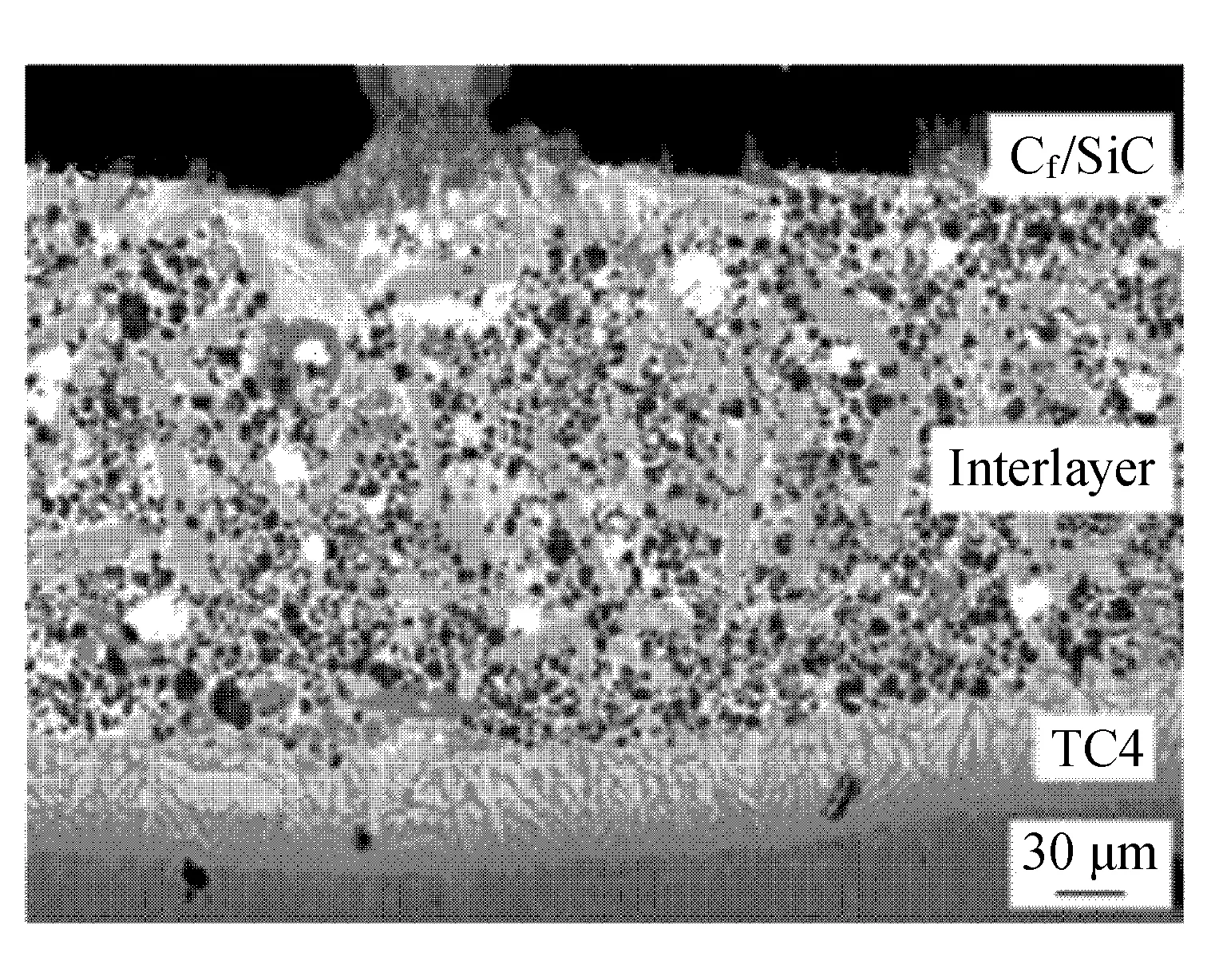
(b) Ag-Cu-Ti-(TiC)
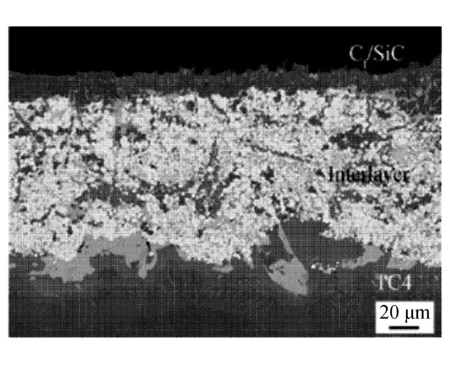
(c) AgCuTi-W
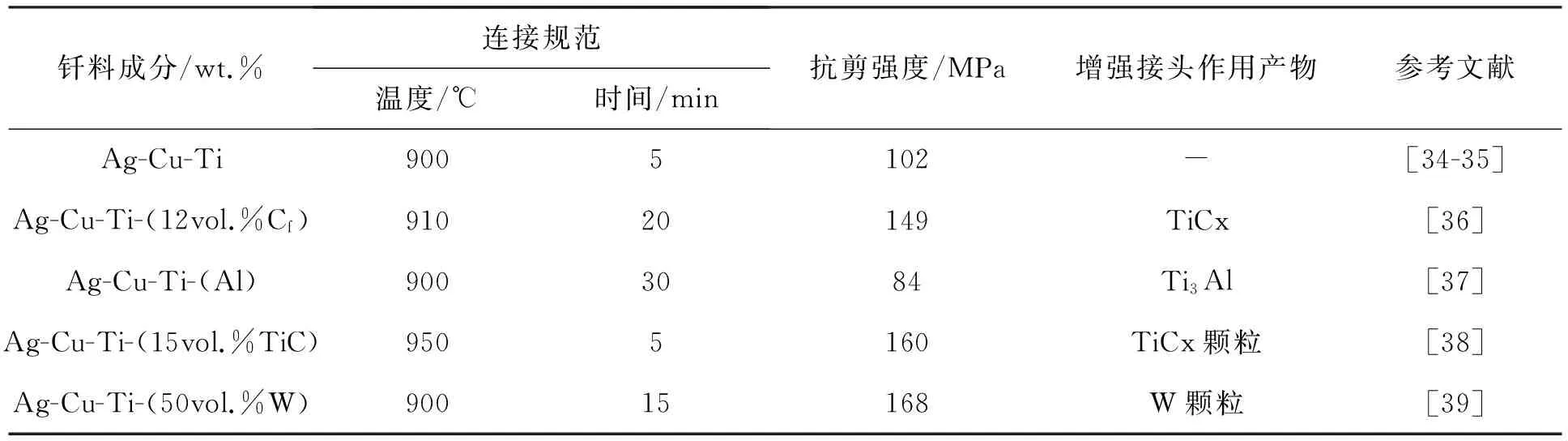
钎料成分/wt.%连接规范温度/℃时间/min抗剪强度/MPa增强接头作用产物参考文献Ag-Cu-Ti9005102-[34-35]Ag-Cu-Ti-(12vol.%Cf)91020149TiCx[36]Ag-Cu-Ti-(Al)9003084Ti3Al[37]Ag-Cu-Ti-(15vol.%TiC)9505160TiCx颗粒[38]Ag-Cu-Ti-(50vol.%W)90015168W颗粒[39]
要获得高温性能较好、使用温度超过500 ℃的连结构件,黄继华[40]等采用Cu-Ti-(C)钎料连接复合材料和钛合金,在940 ℃/(40 min)条件下得到的接头室温最高剪切强度为126 MPa。加入的石墨粉与钎料中的Ti原位合成TiC,降低了接头的热应力。但使用这种钎料接头中生成了大量的Ti-Cu脆性化合物,使接头性能变差。在930 ℃/(20 min)条件下,用Ti-Zr-Cu-Ni-(15wt.%W)钎料[41]钎焊时,接头抗剪切强度最高为166 MPa。钎料中的Ti、Zr与复合材料反应,在界面处生成Ti3SiC2,Ti5Si3和少量TiC(ZrC)化合物的混合反应层。增强相W粉缓解了接头的残余热应力,并使Ti-Cu脆性化合物减少。
另外,在用AgCu钎料[42]钎焊Cf/SiC复合材料和TC4得到的接头室温剪切强度都低于85 MPa。熊进辉[42]等用Ag-Al-Ti活性钎料钎焊过程中生成的Ti-Al化合物在接头中细小均匀分布。随后,用Ag-Al-Ti+(Cf)钎料[43]钎焊时,接头中的Cf周围原位合成的TiC可以缓解接头热应力又起到增强相的作用。
在Cf/SiC复合材料与铌合金的钎焊连接研究中,在使用Ni+TiH2钎料[44]钎焊时,发生了铌合金向钎缝中溶解,Ti、Nb在Cf/SiC复合材料侧富集并与之反应,在界面处生成TiC+NbC。相对于未处理的复合材料,热处理后更易与钎料反应,在界面处生成的反应层的厚度更大。随后,他们在1 200 ℃/(20 min)的条件下使用Ti-Ni-Nb钎料[45]钎焊,得到的室温接头剪切强度高达149 MPa。
在使用等原子比Ti-Ni复合箔[46]钎焊Cf/SiC复合材料与铌合金时,线切割态的母材接头界面(Ti,Nb)C反应层呈现锯齿状,缓解了界面处的应力集中,有助于提高接头的力学性能,使得线切割态的接头强度明显高于抛光和打磨状态的接头,达到188 MPa。
还有一些学者研究了用Cu-Pd-V[47]、Cu-Au-Pd-V[48]和TiH2-Ni-B[49]钎料对Cf/SiC自身以及与304不锈钢[50]和Ni基高温合金GH783[51]实现了优质连接。
4 Cf/LAS复合材料与金属的钎焊研究
近年来新发展了一种连续碳纤维增强的锂铝硅陶瓷基复合材料(Cf/LAS复合材料),该材料具有良好的力学性能、热稳定性极低甚至负的热膨胀系数,可应用于高温热交换器、高温窗、雷达天线罩,并且有望成为新一代激光材料[52]。
目前,关于该材料的连接研究还处于初期阶段,Cf/LAS复合材料在断裂过程中通过裂纹偏转、纤维断裂和纤维拔出等机理吸收能量,增强了材料的强度和韧性[53]。考虑到Cf/LAS复合材料良好的应用前景,应对其自身及与金属材料的连接展开深入的研究。
5 结 语
为了充分发挥碳纤维增强复合材料的性能优势,应尽可能提高连接接头的质量。针对C/C复合材料、Cf/Al复合材料和Cf/SiC复合材料与金属材料的钎焊研究已取得了一定的进展,但碳纤维增强复合材料的接头质量有待提高。随着研究的深入,相信有关碳纤维增强复合材料与金属连接所用的钎料和相应的钎焊技术研究能取得新的进展,从而加快碳纤维增强复合材料的推广与应用。
[1] 王少星.碳纤维复合材料与金属连接及接头力学性能测试分析[J].科技创新导报,2014(1):80.
[2] 李专,肖鹏,熊翔.连续纤维增强陶瓷基复合材料的研究进展[J].粉末冶金材料科学与工程,2007,12(1):13-19.
[3] 田英超,曲文卿,张智勇,等.碳纤维复合材料与金属的钎焊试验研究[J].学术论文,2011(9):82-84.
[4] 浩宏奇,金志浩,王笑天.陶瓷和金属的钎焊[J].稀有金属材料与工程,1993,22(6):1-12.
[5] 田晓羽,亓钧雷,张丽霞,等.BNi2+TiH2复合钎料钎焊C/C复合材料与GH99镍基高温合金[J].焊接学报,2014,35(5):35-38.
[6] Moutis N V,Jimenez C,Azpiroz X. Brazing of carbon/carbon composites to nimonic alloys [J]. Mater Sci.,2010,45:74-81.
[7] 张福勤,黄伯云,黄启忠,等.Cu-Cr合金熔覆表面改性炭/炭复合材料[J].矿冶工程,2007,27(6):58-60.
[8] Guo L J,Li H J,Guo C. Joining of C/C composites and GH3128 Ni-based superalloy with Ni-Ti mixed powder as an interlayer [J]. Rare Metal Materials and Engineering,2011,40(12):2088-2091.
[9] 李争显,周廉,徐重,等.一种碳基复合材料与钛合金的钎焊方法:中国,021168598[P].2003-10-29.
[10] 刘玉章.TiNiNb系钎料及其对复合材料与活性金属的钎焊机理研究[D].哈尔滨:哈尔滨工业大学材料科学与工程学院,2011.
[11] 陈波,熊华平,毛唯.几种高温钎料对C/C复合材料的润湿性研究[J].材料工程,2008(1):25-37.
[12] Pintsuk G,Casalegno V,Ferraris M,et al. Thermal fatigue characterization of CFC divertor modules using a one step brazing process [J]. Journal of Nuclear Materials,2012,426(1):78-84.
[13] Singh M,Shpargel T P,Morscher G N,et al. Active metal brazing and characterization of brazed joints in titanium to carbon-carbon composites [J]. Materials Science and Engineering:A,2005,412(1):123-128.
[14] 于奇.C/C复合材料与金属Mo连接[D].长沙:中南大学粉末冶金研究院,2012.
[15] 王林,王开坤,郭伟.碳碳复合材料与镍基高温合金K24的钎焊研究[C]//第十六次全国焊接学术会议论文摘要集.南京:[s.n.],2011.
[16] Qin Y,Feng J. Microstructure and mechanical properties of C/C composite/TC4 joint using AgCuTi filler metal [J]. Materials Science and Engineering:A,2007,454:322-327.
[17] 秦优琼.C/C复合材料与TC4钎焊接头组织及性能研究[D].哈尔滨:哈尔滨工业大学材料科学与工程学院,2007.
[18] Qin Y,Feng J. Active brazing carbon/carbon composite to TC4 with Cu and Mo composite interlayers [J]. Materials Science and Engineering:A,2009,525(1):181-185.
[19] 李辉,耿浩然,陈广立.铜基钎料钎焊碳/碳复合材料的组织及强度[J].焊接,2008(1):42-45.
[20] Branca V,Federici A,Grattarola M. The brazing technology for high heat flux components [C]//10th International Workshop on Carbon Materials for Fusion Applications Jülich. Germany:[s.n.].2003:1-18.
[21] Robert J,AprilD,Arthur J. Method for joining carbon-carbon composites tometals:USA,5648180[P].1997.
[22] Singh M,Asthana R,Shpargel T P. Brazing of carbon-carbon composites to Cu-clad molybdenum for thermal management applications [J]. Materials Science and Engineering:A,2007,452:699-704.
[23] Wang J,Li K,Li W,et al. The preparation and mechanical properties of carbon/carbon composite joints using Ti-Si-SiC-C filler as interlayer [J]. Materials Science and Engineering:A,2013,574:37-45.
[24] Wang J,Li K,Song X,et al. The study on joining carbon/carbon composites using Ti-Ni-Si compound [J]. Materials Science and Engineering:A,2012,547:12-18.
[25] 邓利霞.C/C复合材料活性钎焊接头界面组织及连接机理研究[D].长沙:中南大学材料学院,2011.
[26] Moutis N V,Jimenez C,Azpiroz X,et al. Brazing of carbon-carbon composites to nimonic alloys [J]. Journal of Materials Science,2010,45(1):74-81.
[27] Xiong J T,Li J L,Zhang F S,et al. Direct joining of 2D carbon/carbon composites to Ti-6Al-4V alloy with a rectangular wave interface [J]. Materials Science and Engineering:A,2008,488(1):205-213.
[28] Shen Y,Li Z,Hao C,et al. A novel approach to brazing C/C composite to Ni-based superalloy using alumina interlayer [J]. Journal of the European Ceramic Society,2012,32(8):1769-1774.
[29] 徐李刚.C/C复合材料与Nb钎焊工艺及机理研究[D].哈尔滨:哈尔滨工业大学材料科学与工程学院,2013.
[30] He P,Liu Y Z,Liu D. Interfacial microstructure and forming mechanism of brazing Cf/Al composite with Al-Si filler [J]. Materials Science and Engineering:A,2006,422(1):333-338.
[31] 冯吉才,何鹏,刘玉章,等.铝硅合金钎焊Cf/Al复合材料的界面反应及连接机理[J].中国有色金属学报,2005,15(11):1710-1716.
[32] 梁赤勇,堵永国,张为军,等.Cf/SiC复合材料与Nb合金的连接[J].宇航材料工艺,2009(3):45-52.
[33] Xiong J H,Huang J H,Zhang H,et al. Brazing of carbon fiber reinforced SiC composite and TC4 using Ag-Cu-Ti active brazing alloy [J]. Materials Science and Engineering:A,2010,527(4):1096-1101.
[34] Hernandez X,Jiménez C,Mergia K,et al. An innovative joint structure for brazing Cf/SiC composite to titanium alloy [J]. Journal of Materials Engineering and Performance,2014,23(8):3069-3076.
[35] Lin G,Huang J,Zhang H. Joints of carbon fiber-reinforced SiC composites to Ti-alloy brazed by Ag-Cu-Ti short carbon fibers [J]. Journal of Materials Processing Technology,2007,189(1):256-261.
[36] 高玲玲,蔡创,熊进辉,等.AgCuTi-Al钎焊Cf/SiC与TC4接头分析[J].焊接学报,2011,32(7):35-38.
[37] Lin G B,Huang J H. Brazed joints of Cf-SiC composite to Ti alloy using Ag-Cu-Ti-(Ti+C) mixed powder as interlayer [J]. Powder Metallurgy,2006,49(4):345-348.
[38] 熊进辉,黄继华,薛行雁,等.Cf/SiC复合材料与Ti合金的AgCuTi-W复合钎焊[J].航空材料学报,2009,29(6):48-52.
[39] Ban Y H,Huang J H,Zhang H,et al. Microstructure of reactive composite brazing joints of Cf/SiC composite to Ti-6Al-4V alloy with Cu-Ti-C filler material [J]. Rare Metal Materials and Engineering,2009,38(4):713-716.
[40] 崔冰,黄继华,蔡创,等.Cf/SiC复合材料与钛合金(Ti-Zr-Cu-Ni)+W复合钎焊分析[J].焊接学报,2013,34(7):55-58.
[41] Lei Z,Xiaohong L,Jinbao H,et al. Bonding of Cf/SiC composite to invar alloy using an active cement,Ag-Cu eutectic and Cu interlayer [J]. Applied Surface Science,2012,258(24):10053-10057.
[42] Xiong J H,Huang J H,Zhang H,et al. Joining of Cf/SiC composite and TC4 using Ag-Al-Ti active brazing alloy [J]. Journal of Materials Engineering and Performance,2011,20(6):1084-1089.
[43] 薛行雁,熊进辉,黄继华,等.AgAlTi-C钎焊Cf/SiC复合材料与TC4接头组织结构[J].材料工程,2010(2):68-71.
[44] 刘玉章.Cf/SiC复合材料与Nb的钎焊工艺与机理研究[D].哈尔滨:哈尔滨工业大学材料科学与工程学院,2008.
[45] Liu Y Z,Zhang L X,Liu C B,et al. Brazing C/SiC composites and Nb with TiNiNb active filler metal [J]. Science and Technology of Welding and Joining,2011,16(2):193-198.
[46] 刘玉章,张丽霞,杨振文,等.C/SiC复合材料表面状态对其与Nb钎焊的影响[J].焊接学报,2010,31(10):31-34.
[47] Xiong H P,Chen B,Pan Y,et al. Interfacial reactions and joining characteristics of a Cu-Pd-V system filler alloy with Cf/SiC composite [J]. Ceramics International,2014,40(6):7857-7863.
[48] Xiong H P,Chen B,Pan Y,et al. Joining of Cf/SiC composite with a Cu-Au-Pd-V brazing filler and interfacial reactions [J]. Journal of the European Ceramic Society,2014,34(6):1481-1486.
[49] Yang Z,Zhang L X,Tian X,et al. Interfacial microstructure and mechanical properties of TiAl and C/SiC joint brazed with TiH2-Ni-B brazing powder [J]. Materials Characterization,2013,79:52-59.
[50] Fan D,Huang J,Wang Y,et al. Active brazing of carbon fiber reinforced SiC composite and 304 stainless steel with Ti-Zr-Be [J]. Materials Science and Engineering:A,2014,617:66-72.
[51] Wang X,Cheng L F,Fan S W,et al. Microstructure and mechanical properties of the GH783/2.5D Cf/SiC joints brazed with Cu-Ti+Mo compositeller [J]. Materials and Design,2012,36:499-504.
[52] Xia L,Wang X,Wen G,et al. Influence of brick pattern interface structure on mechanical properties of continuous carbon fiber reinforced lithium aluminosilicate glass-ceramics matrix composites [J]. Journal of the European Ceramic Society,2012,32(2):409-418.
[53] Liu D,Niu H W,Zhou Y H,et al. Brazing continuous carbon fiber reinforced Li2O-Al2O3-SiO2ceramic matrix composites to Ti-6Al-4V alloy using Ag-Cu-Ti active filler metal [J]. Materials & Design,2015,87:42-48.
Development of metalbrazing and carbon fiber reinforced composites
NIU Hongwei1,ZHAO Yu1*,LIU Duo2,SONG Xiaoguo2,ZHAO Hongyun2
(1.School of Materials Science & Engineering,Changchun University of Technology,Changchun 130012,China;2.Shandong Provincial Key Laboratory of Special Welding Technology, Harbin Institute of Technology at Weihai,Weihai 264209,China)
We summary thedevelopment of C/C composite,Cf/Al composite and Cf/SiC composite with metal brazing in recent years. The types of brazing filler and joining methods are focused. We also discuss the brazing of Cf/LAS composite material.
composite; brazing; interfacial microstructure; shear strength.
2016-03-16
中国博士后科学基金资助项目(2013M541367);山东省自然科学基金资助项目(ZR2014EEQ001);哈尔滨工业大学科研创新基金资助项目(HIT.NSRIF.201119)
牛红伟(1989-),女,汉族,山东曲阜人,长春工业大学硕士研究生,主要从事新材料及异种材料的钎焊方向研究,E-mail:niuhongwei7788@sina.com.*通讯作者:赵 宇(1968-),男,汉族,辽宁岫岩人,长春工业大学教授,博士,主要从事材料加工方向研究,E-mail:zhaoyu@ccut.edu.cn.
10.15923/j.cnki.cn22-1382/t.2016.5.06
TG 425
A
1674-1374(2016)05-0442-07