中厚板焊接坡口优化及推广
2016-12-13杨尚志
白 斌,杨尚志
(酒钢集团酒泉天成风电设备有限责任公司,甘肃 嘉峪关 735100)
中厚板焊接坡口优化及推广
白 斌,杨尚志
(酒钢集团酒泉天成风电设备有限责任公司,甘肃 嘉峪关 735100)
常见的中厚板焊接时,为确保熔透焊缝焊接质量,一般采用正面切割V型或Y型坡口,反面用碳弧气刨进行背面清根,切割V型坡口时,一方面对焊接工作量增加,焊材消耗量也较大。另一方面也会增加作业时间,降低劳动工作效率。本文主要通过中厚板焊接坡口优化为二次火焰切割坡口,实现节约焊接材料,提高生产效率,降低劳动强度,并向操作者进行推广应用。
熔透焊缝;二次火焰切割坡口;推广应用
中厚板(t≥30mm)焊接之前,采用常规工艺思路:正面切割V型或Y型坡口,采用焊材熔敷金属进行填充,背侧采用碳弧气刨进行清根,打磨金属光泽,再进行焊接,以确保实现熔透性焊缝质量。这类传统的工艺具有劳动强度大,生产效率较低。为了保证熔透性焊缝质量情况下,充分利用现有的焊接资源条件,实现高效率,优化焊接工艺坡口,减少人、材、机的浪费。面对当前制造行业困境形式,落实降本增效已成为当今制造企业长期坚持的一项基本义务。
本文主要通过试验方法和结合铆焊件生产制作的实际情况,改进焊接V型坡口为二次火焰切割坡口,减少焊材熔敷金属填充,达到降本增效,改善操作者劳动强度和缩短工作时间的目的。
1 模型法
1.1 模型基本概况
材料选择采用低碳合金钢焊接试板进行,材质为Q345D,以厚度为30mm为例,切割各四块,规格为:350×200;焊材采用CO2气保焊丝ER50-6(直径Φ1.6mm),试板分2组进行,均为对接焊缝,1组切割单面V型坡口(编号为A-1和A-2,如图1所示)[1],另外1组进行二次火焰切割单面坡口 (编号为B-1和B-2,如图2所示)[2]。
1.2 坡口切割
坡口是指焊件的待焊部位加工并装配成的一定几何形状的沟槽。根据需要,有X型坡口,V型坡口,U型坡口等,但大多要求保留一定的钝边。焊接坡口的选择需要遵循的原则:1)尽量减少焊缝金属的熔敷量,提高生产率;2)应保证熔透(焊透)和避免产生根部裂纹;3)坡口加工方便,有利于焊接操作; 4)尽量减少工件的焊后变形。
根据坡口切割的原则,我们设想在当前实际焊接坡口切割的基础上进行优化,在保证以上原则和焊缝熔合比[3](所谓焊缝熔合比:焊接领域中,是指熔焊时,被熔化的母材在焊道金属中所占的体积百分比。熔合比也可以以焊道金属中母材金属熔化的横截面积SB与整个焊道横截面积SA+SB之比值来计算,即:熔合比=SB/(SA+SB))适当的情况下,对焊接坡口面进行调整角度,现将V型坡口与二次火焰切割坡口进行对照。
我们设想对两组试板进行坡口切割,一组试板(编号A-1和A-2,如图1所示)切割单面坡口,坡口角度规定为22°,钝边2mm。另一组试板(编号B-1和B-2,如图2所示)采用二次火焰切割单面坡口,一次火焰切割坡口角度规定为21°,二次火焰切割坡口角度设想规定为17°(实际根据CO2气保焊枪保护套直径确定),钝边2mm。清除干净坡口面及坡口两侧30mm范围内氧化皮,并打磨至露出金属光泽。
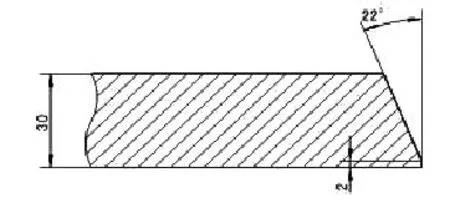
图1 试板示意图
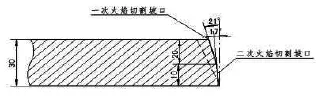
图2 试板熔切割坡口
1.3 组装
试板坡口尺寸切割符合要求后,组装时应钝边对称,间隙不超过1.5mm.严格控制对装出现错边超标或夹渣,未焊透等缺陷。详见如图3,图4所示。

图3 A对装试板

图4 B对装试板
1.4 焊接
焊接过程中,记录焊材及CO2气体消耗及工作时间。试焊编号A-1与A-2焊接顺序为:正面采用气保焊Φ1.2焊丝打底,Φ1.6正面填充坡口一半,翻转试板背面采用碳弧气保进行清根,清根过程不计清根时间和碳棒数量,清根完毕后,打磨至金属光泽,再采用气保焊焊满。最后再次对试板翻转,采用气保焊焊完剩余焊缝,如图5所示。

图5 A焊接试板
试板编号B-1和B-2焊接顺序与A试板皆相同。如图6所示。

图6 B焊接试板
整个焊接试验过程,焊接电流和电压及焊接速度是相同的,需要详细记录每块焊接试板焊接材料的用量。试验电流,电压及焊接速度分别规定为:22V,180A,26cm/min[4].焊缝质量,CO2气体消耗及焊接工作时间在本次试验数据不作研究对象(实际二次火焰切割的坡口焊接比V型坡口所消耗的CO2气体用量及工作时间要少),本次试验按照熔透性焊缝进行处理。
2 试验结果
2.1 理想化试验图形法
焊材的用量可以采用示意图7和示意图8直观的进行观察出来。明显二次火焰切割坡口(图8)的焊材用量要比切割的V型坡口(图7)焊材用量要少的多,并且可以根据作图方式将焊缝截面测算出来(图9阴影部分)。

图7 A试板

图8 B试板

图9 节约焊材用量
2.2 面积测算法
通过采用面积测算30mm全熔透对接缝,二次火焰切割坡口比切割V型坡口焊接消耗的焊材要减少10%~20%,本次模型试验法采用的试件长度为350mm,所以如果正式构件制作焊接时,很多构件对接缝长度远大于350mm,焊缝越长,节约的焊材就越多,经济效益越明显。
3 中厚板焊接坡口的推广
中厚板焊接通常运用在大型钢结构,钢架,机架及机座钢板的对接缝[5],基本上都是由人工操作,一般都采用焊接方法CO2气体保护焊。结合当前生产设备实际状况,焊接工作量大,劳动强度增加。因此,为了提高生产效率,节约生产成本,降低劳动强度,我们可以通过对中厚板的坡口进行优化,改为二次火焰切割坡口,减少坡口角度,减少焊接填充量10%~20%,节省焊接人工和焊接材料,也可以推广运用在埋弧焊一次成型,焊接外观美观。
TU758
