TIG焊接电流对C24S铝锂合金接头组织和性能的影响
2016-12-13余爱武齐海雁
余爱武,顾 丹,胡 蓝,张 军,齐海雁
(上海航天设备制造总厂,上海200245)
TIG焊接电流对C24S铝锂合金接头组织和性能的影响
余爱武,顾丹,胡蓝,张军,齐海雁
(上海航天设备制造总厂,上海200245)
采用四种不同的焊接电流对C24S铝锂合金进行TIG焊试验,并研究了焊缝的成形及接头的微观组织和力学性能。结果表明,当焊接电流55 A时,焊接热输入量不足,导致焊缝未焊透;当焊接电流60 A时,焊缝成形良好,接头的组织细小,抗拉强度达到母材强度的65%;当焊接电流继续增加时,焊缝的宽度明显增大,焊缝区强化相会大量溶解,晶粒明显粗化,同时Li元素的蒸发及热影响区的显著软化严重降低了接头的力学性能。
C24S铝合金;焊接电流;微观组织;力学性能
0 前言
铝锂合金凭借其良好的减重效应及高的比强度和比刚度,已在航空航天、汽车船舶以及电工电子等领域得到了广泛的应用[1-3]。目前铝锂合金多采用搅拌摩擦焊(FSW)来实现连接以避免熔焊过程中出现的气孔、裂纹和接头强度系数降低等现象[4-5],但对于一些结构复杂及尺寸较小的铝锂合金构件,搅拌摩擦焊(FSW)也难以实现连接。而传统的TIG焊方法以其操作方便,可达性强等优点,仍作为铝锂合金复杂件和小型件较为经济、有效的焊接方法,但在铝锂合金TIG焊时,如何选用合理的焊接参数来控制焊接热循环温度,是尽可能保证接头组织并提高性能的重要前提。本研究采用了四种不同的焊接电流对C24S铝锂合金进行了TIG焊实验,并研究分析了焊缝成形及接头微观组织和力学性能。
1 实验材料及方法
1.1实验材料
实验采用的母材为C24S-T8铝锂合金板材,试件尺寸200 mm×150 mm×2 mm,母材的抗拉强度为478 MPa。母材的组织形貌如图1所示,母材化学成分如表1所示。
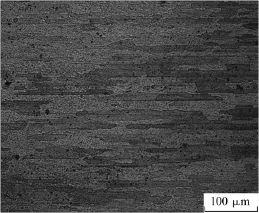
图1 母材的微观组织Fig.1Microstructure of base metal

表1 母材化学成分Tab.1Chemical composition of base metal%
1.2实验方法
焊前采用不锈钢钢丝刷清理试板对接面两侧氧化膜,再用丙酮清洗对接面两侧的油污。采用lincoln TIG-355交直流氩弧焊机进行对接焊,采用单面焊双面成形,焊接时保护气体为纯度99.99%的氩气。焊接工艺参数见表2。焊后将焊接试件加工成标准拉伸试样,在W9W-50型微机控制电子万能试验机上进行拉伸试验,拉伸速率2 mm/min;在401MVD型数字显微硬度计上测定接头的显微硬度;使用4XB-TV型显微镜观察接头的微观组织。
表2 焊接工艺参数Tab.2Welding process parameters
2 试验结果及分析
2.1焊缝形貌
图2给出了四组焊接参数下所得焊缝的形貌。由图2可知,采用55 A电流时,焊缝金属并未完全熔化,焊缝根部未融合;当增加焊接电流到60 A时,对接面完全焊透,且焊缝平整美观;当焊接电流继续增大时,焊缝宽度明显增大,且在电流为70 A时,焊缝宽度最大,部分区域发生了烧穿。
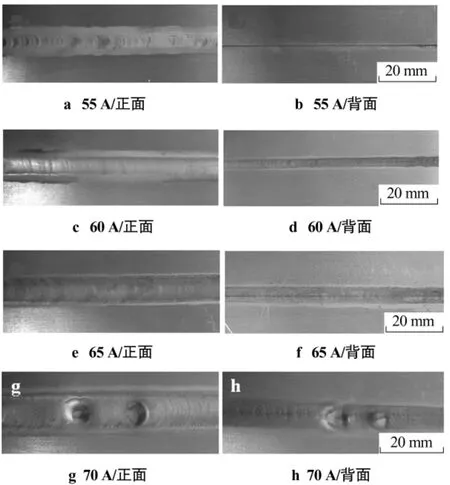
图2 不同焊接电流下的焊缝正反面形貌Fig.2Positive and negative morphology of welded joint with different welding current
2.2焊接接头的微观组织
图3为不同焊接电流下所得焊缝的微观组织。可见,采用55 A电流焊接所得的焊缝根部未焊透;采用60 A时,接头成形良好,焊缝区由等轴晶和等轴支晶组成,熔合区为细小的等轴晶区,热影响区长大趋势并不明显;当焊接电流达到65 A且继续增大时,所得焊缝区的等轴晶逐渐消失,完全被粗大的等轴支晶取代,同时融合区的等轴晶区也逐渐消失,热影响区的组织显著粗化。
2.3焊接接头的拉伸性能
四种焊接接头的抗拉强度如表3所示。当焊接电流为60 A时,接头抗拉强度最高,为308.2 MPa,达到母材强度的63.3%;当焊接电流继续增大时,接头的抗拉强度明显降低,四组焊接接头的断裂位置都位于焊缝。
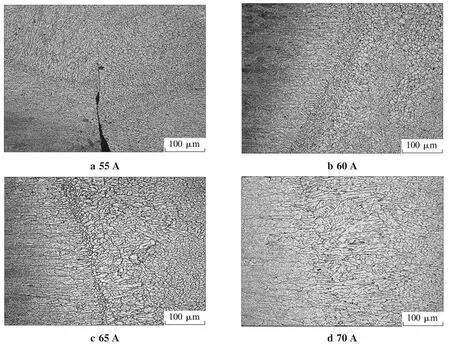
图3 不同焊接电流下所得焊缝的微观组织Fig.3Microstructure of welded joint with different welding current
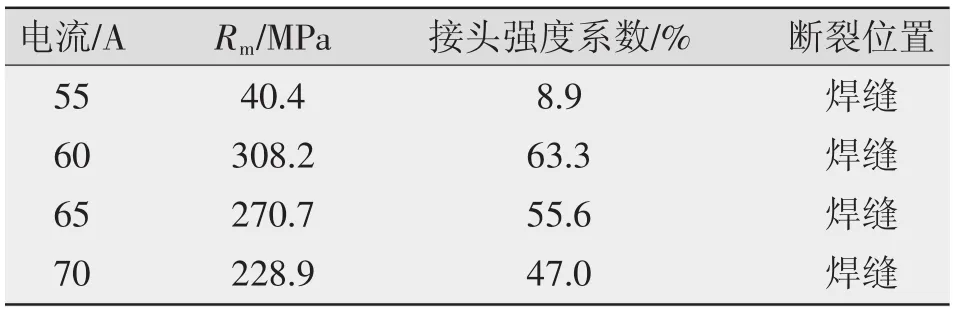
表3 焊接接头的拉伸性能Tab.3Tensile strength of welded joint with different welding wires
2.4焊接接头的显微硬度分布
60 A和70 A电流下所得焊接接头的显微硬度分布如图4所示。由图4可知,60 A和70 A电流下所得焊缝中心处的硬度最低,分别为91HV和80HV;远离焊缝区,接头的硬度都呈现出先升高后降低然后又升高至母材的硬度。其中60 A下的焊缝在距焊缝中心1.5 mm处达到峰值121 HV,在2 mm出现最低值;70 A下的焊缝在距焊缝中心2 mm处达到峰值107 HV;在3 mm处出现最低值。说明60 A电流下所得接头焊缝区和热影响区的宽度明显较窄,且焊缝整体硬度明显高于70 A下的焊缝硬度。
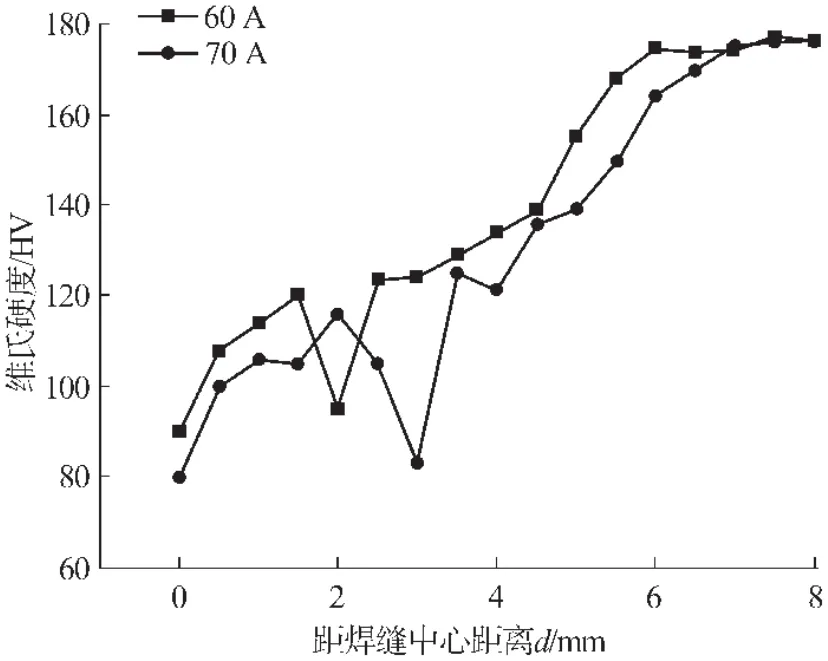
图4 不同焊丝焊接接头的显微硬度分布Fig.4Micro hardness distribution of welded joint with different welding wires
C24S铝锂合金为固溶强化铝合金,其强化相包括T1相(Al2CuLi)、S′相(Al2CuMg)和θ′相(Al2Cu),而起主要强化作用的是T1相(Al2CuLi),所以焊后接头中Li元素的存在形式直接影响着接头力学性能[6-7]。Li元素的沸点为1 317℃,TIG焊的电弧温度通常在6 000℃以上,合金在焊接的过程中,含Li化合物会大量溶解,并引起Li元素的蒸发,很大程度减少了焊缝中强化相T1(Al2CuLi)的数量,焊缝强度显著降低。本实验中,当焊接电流为60 A时,焊接热循环温度较低,焊缝中强化相T1的溶解和Li元素的蒸发量较小,焊缝中仍保持较多数量的强化相;同时,熔池金属凝固速度快,形核率高,焊缝组织不易长大,故接头组织为细小的等轴晶和等轴枝晶,且接头的抗拉强度可达到母材强度的63.3%。当焊接电流继续增大时,焊接热循环也随之增大,这将导致焊缝中的强化相的进一步溶解和Li元素的进一步蒸发,熔池金属形核率低,冷却较慢,晶粒择优趋向显著,晶粒尺寸粗化明显,最终焊缝组织被粗大的等轴枝晶所占据,故接头的抗拉强度和硬度比60 A下所得焊缝的力学性能降低更加显著,同时焊缝及热影响区的宽度也随着焊接电流的增加而逐渐变大。
焊接接头不同区域的显微硬度也与强化相的存在形式及晶粒的尺寸相关,由于焊缝区相对于热影响区和母材金属来说,经历了高温冶金反应,强化相数量显著减少,故焊缝区的硬度最低。
热影响区的硬度与母材相比发生了明显的软化。根据扩散第一定律得出的扩散方程


式中De为扩散常数;Q为扩散激活能;R为气体常数;T为扩散温度。
由式(1)、式(2)可知,当温度T越高时,粒子扩散速度越快;当温度不变时,合金元素的扩散速度主要由扩散常数De和扩散激活能Q决定。C24S合金中主要合金元素Li、Cu的扩散系数见表4[8]。
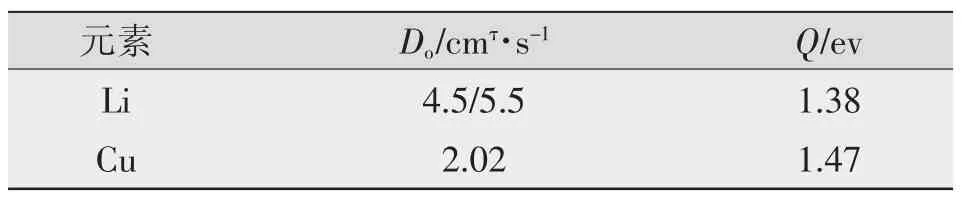
表4 Li、Cu原子的扩散速度Tab.4The diffusion coefficient of Li,Cu atom
由表4可知,Li原子的扩散常数远大于Cu原子,而扩散激活能却小于Cu,即Li原子的扩散速度明显大于Cu。当焊接电流为60 A时,接头热影响区经历了充分的加热,Li元素扩散速度大,强化相的聚集长大、脱溶和析出速度均较大,从而引起了热影响区的过时效软化,且区域的组织与母材相比,发生了明显的长大,故接头的硬度在热影响区会出现突降。当焊接电流达到65 A且继续增加到70 A,由于焊接热循环温度的增加,接头热影响区的过时效软化现象和组织的粗化程度会进一步加剧,该区域的硬度值相对于60 A电流时更低。随着距焊缝中心距离越远,受到焊接热循环的影响越弱,析出相长大倾向减小,硬度又升高并逐渐达到母材硬度。
[1]陈建.铝锂合金的性能特点及其在飞机中的应用研究[J].民用飞机设计与研究,2010,23(1):39-41.
[2]李劲风,郑子樵,陈永来,等.铝锂合金及其在航天工业上的应用[J].宇航材料工艺,2012,42(1):1706-1712.
[3]汪崧扬,叶宏,李晖,等.TIG焊接工艺参数对LY12CZ接头性能的影响[J].电焊机,2003,33(2):48-50.
[4]张华,孔德跃,陈雪峰,等.2A97铝锂合金搅拌摩擦焊[J].焊接学报,2012,33(5):41.
[5]郭小娟,李光,董春林,等.1420铝锂合金搅拌摩擦焊接力学性能[J].焊接学报,2009,30(4):45-48.
[6]张丹丹,曲文卿,尹娜,等.工艺参数对铝锂合金搅拌摩擦焊焊接搭接接头力学性能的影响[J].焊接学报,2013,34(2):84-89.
[7]王大勇,冯吉才,王攀峰.搅拌摩擦焊接铝锂合金街头的微观组织及力学性能[J].金属学报,2004,40(5):504-508.
[8]Mondolf L F.铝合金组织和性能[M].王祝堂译,北京:冶金工业出版社,1988.
Effect of different welding current on microstructure and mechanical properties of C24S aluminum alloy TIG welded joint
YU Aiwu,GU Dan,HU lan,ZHANG Jun,QI Haiyan
(Shanghai Aerospace Equipments Manufacturer,Shanghai 200245,China)
C24S aluminum alloy was welded by using four kinds of welding current with TIG welding method,and the weld joint forming,the microstructure and mechanical properties of the welded joint were investigated.The results show that the welding heat input shortage results in incomplete penetration when the welding current is 55 A.When the welding current is 60 A,the appearance of weld is good,the joint microstructure is smaller and the tensile strength of the joint can reach 65%of that of the base metals.When the welding current continues to increase,the width of the weld increases significantly,the strengthening phase in the weld zone will dissolve greatly,the grains get coarsening significantly,and the evaporation of Li elements and the heat affected zone soften seriously reduce the mechanical properties of the weld joint.
C24S aluminum alloy;welding current;microstructure;mechanical properties
TG457.19
A
1001-2303(2016)03-0113-04
10.7512/j.issn.1001-2303.2016.03.24
2015-04-07;
2015-06-11
“高档数控机床及基础制造装备”科技重大专项-航天大型构件充液拉伸装备与工艺研究资助项目(13-K28-028005)
余爱武(1988—),男,安徽六安人,硕士,主要从事铝锂合金焊接性的研究工作。
